一种异形支臂精密浇注系统的制作方法
1.本实用新型涉及浇注技术领域,具体涉及一种异形支臂精密浇注系统。
背景技术:
2.失蜡法精密铸造现称熔模精密铸造,是一种少切削或无切削的精密铸造工艺,是精密铸造行业中的一项优异的工艺技术,其应用非常广泛。
3.在铸造过程中由于支臂浇注型腔结构特征为5mm~8mm的薄壁结构,很容易在金属液充型后产生冷隔缺陷,即充型过程中金属液在交接处熔融不好而使得铸件产生欠铸或缝隙的现象,冷隔现象多出现于远离浇注口的铸件表面上和薄壁处;虽然调高浇注温度能够减少冷隔现象,但是会增加热节缺陷的产生率。
4.所以,现在亟需一种异形支臂精密浇注系统,在使用中避免上述问题的发生。
技术实现要素:
5.本实用新型的目的在于提供一种异形支臂精密浇注系统,旨在提高铸件产品的质量。
6.本实用新型通过下述技术方案实现:一种异形支臂精密浇注系统,包括浇注型腔,所述浇注型腔两侧设置有主浇道,所述浇注型腔下端设置有与所述浇注型腔底部形状配合的环状浇道,所述主浇道与所述环状浇道之间设置有连通管,所述连通管上设置有过滤片,所述环状浇道与所述浇注型腔之间设置有若干分流浇道,所述浇注型腔包括有侧板部,所述侧板部上部为半圆凹陷结构,所述侧板部上端位于半圆凹陷结构两侧分别设置有出料口,所述侧板部上方对应设置有冒口,所述冒口的下端设置有与所述侧板部上出料口相对应的连通口,所述冒口下端在所述连通口之间设置有凹陷结构,所述冒口与所述浇注型腔配合形成上端为开口状的密闭腔体。
7.本实用新型在使用过程中,通过所述主浇道对所述浇注型腔由下而上进行充型浇注,以便于控制金属液在浇注过程中的充型速度,并且根据所述侧板部形状,将所述冒口与所述侧板部上端出料口匹配,关键地,本实用新型根据所述浇注型腔结构布局所述冒口,能够有效改善通过所述主浇道进入所述浇注型腔内的金属液流动性,使金属液充分且均匀充入铸件型腔内部,以避免出现冷隔现象,达到铸件较高的铸造质量。
8.为了更好地实现本实用新型,进一步地,所述浇注型腔包括有第一斜板部和第二斜板部,所述第一斜板部与所述第二斜板部上设置有第一凸起部与第二凸起部,所述第一凸起部和所述第二凸起部的上端面与所述冒口之间设置有连通的第一出气通道。
9.为了更好地实现本实用新型,进一步地,所述浇注型腔包括有薄板部,所述薄板部上端面与所述冒口之间设置有连通的第二出气通道。
10.本实用新型在使用过程中,根据所述浇注型腔的结构布局分流浇道,有效的改善浇注过程中金属液的流动性,使金属液充分且均匀充入所述浇注型腔内部,提高铸件的铸造质量。
11.为了更好地实现本实用新型,进一步地,所述主浇道设置在偏离所述浇注型腔中心一侧。
12.为了更好地实现本实用新型,进一步地,所述主浇道与所述冒口之间设置有第一支路通道,所述第一支路通道一端设置在所述冒口侧壁的下部,另一端连接所述主浇道。
13.为了更好地实现本实用新型,进一步地,所述主浇道上端设置有浇口,所述浇口与所述冒口之间设置有第二支路通道,所述第二支路通道一端设置在所述冒口的上部,另一端连接到所述浇口。
14.本实用新型在使用过程中,利用所述第一支路通道与所述第二支路通道为所述浇注型腔的浇注提供缓冲空间,以保证对所述浇注型腔的持续浇注,提高所述浇注型腔充型效率及浇注效果,避免充型连续性差导致出现裂痕的问题。
15.为了更好地实现本实用新型,进一步地,所述第一凸起部与所述第二凸起部上均设置有集渣通道。
16.为了更好地实现本实用新型,进一步地,所述集渣通道环绕均布在所述第一凸起部与所述第二凸起部的上端面上。
17.本实用新型在使用过程中,所述第一凸起部与所述第二凸起部为法兰盘状,为了避免在金属液充型过程中所述第一凸起部与所述第二凸起部内的空气无法排出,在所述第一凸起部与所述第二凸起部上设置所述集渣通道,确保金属液可以顺畅充入所述第一凸起部与所述第二凸起部。
18.为了更好地实现本实用新型,进一步地,位于所述浇注型腔的侧板部外侧设置有冷铁。
19.本实用新型在使用过程中,在所述浇注型腔外壁上设置所述冷铁,提高定型过程中的散热效果。
20.为了更好地实现本实用新型,进一步地,所述过滤片为陶瓷过滤片。
21.本实用新型与现有技术相比,具有以下优点及有益效果:
22.(1)本实用新型通过所述主浇道对所述浇注型腔由下而上进行充型浇注,以便于控制金属液在浇注过程中的充型速度,并且根据所述侧板部形状,将所述冒口与所述侧板部上端出料口匹配,关键地,本实用新型根据所述浇注型腔结构布局冒口,能够有效改善通过所述主浇道进入所述浇注型腔内的金属液流动性,使金属液充分且均匀充入所述浇注型腔内部,以避免出现冷隔现象,达到铸件较高的铸造质量,具有良好的实用性;
23.(2)根据所述浇注型腔的结构布局分流浇道,有效的改善浇注过程中金属液的流动性,使金属液充分且均匀充入所述浇注型腔内部,提高铸件的铸造质量,具有良好的实用性;
24.(3)利用所述第一支路通道与所述第二支路通道为所述浇注型腔的浇注提供缓冲空间,以保证对所述浇注型腔的持续浇注,提高所述浇注型腔充型效率及浇注效果,避免充型连续性差导致出现裂痕的问题,具有良好的实用性。
附图说明
25.本实用新型结合下面附图和实施例做进一步说明,本实用新型所有构思创新应视为所公开内容和本实用新型保护范围。
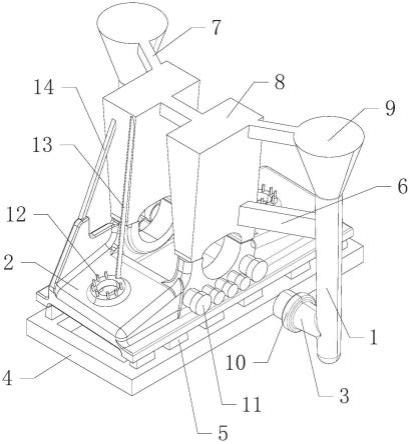
26.图1为本实用新型的结构构造图。
27.图2为异形支臂精密浇注系统结构示意图。
28.图3为图1中浇注型腔的结构构造图。
29.图4为图3中浇注型腔的结构示意图。
30.其中:1-主浇道,2-浇注型腔,3-连通管,4-环状浇道,5-分流浇道,6-第一支路通道,7-第二支路通道,8-冒口,9-浇口,10-过滤片,11-外置冷铁,12-集渣通道,13-第一出气通道,14-第二出气通道,201-侧板部,202-第一斜板部,203-第二斜板部,204-第一凸起部,205-第二凸起部,206-薄板部。
具体实施方式
31.实施例1:
32.本实施例的一种异形支臂精密浇注系统,如图1-4所示,包括浇注型腔2,所述浇注型腔2两侧设置有主浇道1,所述浇注型腔2下端设置有与所述浇注型腔2底部形状配合的环状浇道4,所述主浇道1与所述环状浇道4之间设置有连通管3,所述连通管3上设置有过滤片10,所述环状浇道4与所述浇注型腔2之间设置有若干分流浇道5,所述浇注型腔2包括有侧板部201,所述侧板部201上部为半圆凹陷结构,所述侧板部201上端位于半圆凹陷结构两侧分别设置有出料口,所述侧板部201上方对应设置有冒口8,所述冒口8的下端设置有与所述侧板部201上出料口相对应的连通口,所述冒口8下端在所述连通口之间设置有凹陷结构,所述冒口8与所述浇注型腔2配合形成上端为开口状的密闭腔体。
33.进一步的,所述浇注型腔2包括有第一斜板部202和第二斜板部203,所述第一斜板部202与所述第二斜板部203上设置有第一凸起部204与第二凸起部205,所述第一凸起部204和所述第二凸起部205的上端面与所述冒口8之间设置有连通的第一出气通道13。
34.进一步的,所述浇注型腔2包括有薄板部206,所述薄板部206上端面与所述冒口8之间设置有连通的第二出气通道14。
35.本实用新型在使用过程中,通过所述主浇道1对所述浇注型腔2由下而上进行充型浇注,以便于控制金属液在浇注过程中的充型速度,并且根据所述侧板部201形状,将所述冒口8与所述侧板部201上端出料口匹配,关键地,本实用新型根据所述浇注型腔2结构布局所述冒口8,能够有效改善通过所述主浇道1进入所述浇注型腔2内的金属液流动性,使金属液充分且均匀充入所述浇注型腔2内部,以避免出现冷隔现象,达到铸件较高的铸造质量。
36.实施例2:
37.本实施例在实施例1的基础上做进一步优化,如图1-4所示,所述主浇道1设置在偏离所述浇注型腔2中心一侧。
38.进一步的,所述主浇道1与所述冒口8之间设置有第一支路通道6,所述第一支路通道6一端设置在所述冒口8侧壁的下部,另一端连接所述主浇道1。
39.进一步的,所述主浇道1上端设置有浇口9,所述浇口9与所述冒口8之间设置有第二支路通道7,所述第二支路通道7一端设置在所述冒口8的上部,另一端连接到所述浇口9。
40.本实用新型在使用过程中,所述第一支路通道13与所述第二支路通道14为所述浇注型腔2的浇注提供缓冲空间,以保证对所述浇注型腔2的持续浇注,提高所述浇注型腔2充型效率及浇注效果,避免充型连续性差导致出现裂痕的问题。
41.本实施例的其他部分与实施例1相同,故不再赘述。
42.实施例3:
43.本实施例在上述实施例1的基础上做进一步优化,所述第一凸起部204与所述第二凸起部205上均设置有集渣通道12。
44.进一步的,所述集渣通道12环绕均布在所述第一凸起部204与所述第二凸起部205的上端面上。
45.进一步的,位于所述浇注型腔2的侧板部201外侧设置有冷铁11。
46.进一步的,所述过滤片10为陶瓷过滤片10。
47.本实施例在使用过程中,所述第一凸起部204与所述第二凸起部205为法兰盘状,为了避免在金属液充型过程中所述第一凸起部204与所述第二凸起部205内的空气无法排出,在所述第一凸起部204与所述第二凸起部205上设置所述排气管,确保金属液可以顺畅充入所述第一凸起部204与所述第二凸起部205,进一步的,在所述浇注型腔2外壁上设置所述冷铁11,提高定型过程中的冷却效果。
48.本实施例的其他部分与上述实施例1或2相同,故不再赘述。
49.以上所述,仅是本实用新型的较佳实施例,并非对本实用新型做任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化,均落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1