水套管铸模的制作方法
1.本实用新型涉及水套管铸造技术领域,具体涉及一种水套管铸模。
背景技术:
2.一种水套管,具有排气腔和水套腔。该型水套管铸造时,需要固定设置后壳芯、后水套芯、流道芯、前水套芯和前壳芯,但由于水套层内腔复杂,开模困难,盲区多等特点,特别是内腔毛刺不可避免并且难以去除。此外胀箱现象导致前水套芯与后水套芯之间出现缝芯,并使铸成的水套管的水套腔内壁出现毛刺,致使成品率为0%。
技术实现要素:
3.本实用新型的目的是提供一种水套管铸模,以提高水套管铸造的成品率。
4.本实用新型的技术方案是:
5.一种水套管铸模,用于立式铸造法兰口朝上设置的水套管,包括后壳芯、后水套芯、流道芯、前水套芯和前壳芯,所述后壳芯、后水套芯、流道芯、前水套芯和前壳芯粘结连接,在所述后水套芯和所述前水套芯的连接处设有修绘剂填充体,在水套管铸模的用于成型所述水套管的法兰口处设有排气冒口。
6.优选的,所述后壳芯、后水套芯、流道芯、前水套芯和前壳芯均为热芯。
7.优选的,在所述后水套芯的前连接壁面上设有第一胶槽,在所述前水套芯的后连接壁面上设有第二胶槽,使用cf11胶胶接连接所述后水套芯和所述前水套芯。
8.本实用新型的有益效果是:
9.1.后壳芯、后水套芯、流道芯、前水套芯和前壳芯粘结连接,在所述后水套芯和所述前水套芯的连接处设有修绘剂填充体,这样,水套管铸模为一体结构,可以减少胀箱现象扩大连接缝,也即减少毛刺的现象。与卧式铸造水套管相比,立式铸造水套管时,水套管轴线截面均匀填充铸液,同样可以减少胀箱现象。此外,在卧式铸造水套管时,型腔气体不易排出,而使用立式铸造法兰口朝上设置的水套管,并在用于成型所述水套管的法兰口处设有排气冒口,这样便于型腔内气体排出,可以减少壁面成型缺陷,采用本实用新型的方案,成品率为65%左右。
10.2.与使用型砂形成外壳芯相比,后壳芯和前壳芯采用热芯,可以减少砂眼缺陷。
11.3.在所述后水套芯的上连接壁面上设有第一胶槽,在所述前水套芯的下连接壁面上设有第二胶槽,这样便于布设胶液,避免胶液垫高后水套芯和前水套芯的连接缝。
附图说明
12.图1为一种水套管的主视图。
13.图2为一种水套管的内部结构图。
14.图3为一种水套管铸模的后壳芯的主视图。
15.图4为一种水套管铸模的后壳芯上粘结有后水套芯的主视图。
16.图5为一种水套管铸模的后壳芯上粘结有后水套芯和流道芯的主视图。
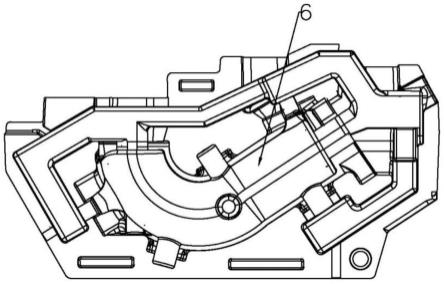
17.图6为一种水套管铸模的后壳芯上粘结有后水套芯、流道芯和前水套芯的主视图。
18.附图标记说明,1-水套管,11-流道法兰a,12-流道法兰b,13-水道法兰a、14-水道法兰b,15-水道法兰c,16-水道法兰d,17-水道法兰e,18-水道法兰f,21-排气冒口a,22-排气冒口b,23-排气冒口c,3-后壳芯,31-后水套芯粘结点a,32-后水套芯粘结点b,33-后水套芯粘结点c,34-后水套芯粘结点d,35-后水套芯粘结点e,36-后水套芯粘结点f,4-后水套芯,41-流道芯粘结点a,42-流道芯粘结点b,43-流道芯粘结点c,44-前水套芯粘结点a,45-前水套芯粘结点b,46-第一胶槽,5-流道芯,6-前水套芯。
具体实施方式
19.下面结合附图,以实施例的形式说明本实用新型,以辅助本技术领域的技术人员理解和实现本实用新型。除另有说明外,不应脱离本技术领域的技术知识背景理解以下的实施例及其中的技术术语。
20.一种水套管,参见图1-2,具有流道和水道,流道两端形成流道法兰a11、流道法兰b12,水道两端形成水道法兰a13、水道法兰b14,水道的中部壁体上还设有水道法兰c15、水道法兰d16、水道法兰e17、水道法兰f18。
21.实施例1:一种水套管铸模,用于立式铸造法兰口朝上设置的水套管1,包括后壳芯3、后水套芯4、流道芯5、前水套芯6和前壳芯,所述后壳芯3、后水套芯4、流道芯5、前水套芯6和前壳芯粘结连接,在所述后水套芯4和所述前水套芯6的连接处设有修绘剂填充体,修绘剂填充体用于修补后水套芯4和前水套芯6的连接缝,使形成的水套芯表面为无缝体,在水套管铸模的用于成型所述水套管1的法兰口处设有排气冒口,参见图2、3,在水套管铸模的用于成型流道法兰a11水套管铸模上设有排气冒口c23,在水套管铸模的用于成型流道法兰c13水套管铸模上设有排气冒口b22,在水套管铸模的用于成型流道法兰b12水套管铸模上设有排气冒口a21。
22.后壳芯3、后水套芯4、流道芯5、前水套芯6和前壳芯均优选为热芯。与使用型砂形成外壳芯相比,后壳芯和前壳芯采用热芯,可以减少砂眼缺陷。
23.在所述后水套芯4的前连接壁面上设有第一胶槽46,在所述前水套芯6的后连接壁面上设有第二胶槽,将cf11胶涂置在第一胶槽46、第二胶槽内,使用cf11胶胶接连接所述后水套芯4和所述前水套芯6。
24.参见图3,先将后壳芯3的上开口朝上设置,在后壳芯3的后水套芯粘结点a31、后水套芯粘结点b32、后水套芯粘结点c33、后水套芯粘结点d34、后水套芯粘结点e35、后水套芯粘结点f36点设置cf11胶后,将后水道芯4粘结在后壳芯3上,在后水道芯4的流道芯粘结点a41、流道芯粘结点b42、流道芯粘结点c43设置cf11胶后,将流道芯粘结在后水道芯上,然后在后水道芯4的前水套芯粘结点a44、前水套芯粘结点b45、第一胶槽46设置cf11胶,在前水道芯4的第二胶槽内设置cf11胶后,将前水套芯粘结在后水道芯上,将前壳芯3与后壳芯3粘结连接,然后翻转水套管铸模,使排气冒口朝上设置在型砂内。向水套管铸模内注入铸液,就可以铸造出立式且法兰口朝上设置的水套管。这样,成品率为65%左右。
25.上面结合附图和实施例对本实用新型作了详细的说明。应当明白,实践中无法穷尽地说明所有可能的实施方式,在此通过举例说明的方式尽可能的阐述本实用新型得发明
构思。在不脱离本实用新型的发明构思、且未付出创造性劳动的前提下,本技术领域的技术人员对上述实施例中的技术特征进行取舍组合、具体参数进行试验变更,或者利用本技术领域的现有技术对本实用新型已公开的技术手段进行常规替换形成的具体的实施例,均应属于为本实用新型隐含公开的内容。
技术特征:
1.一种水套管铸模,其特征在于,用于立式铸造法兰口朝上设置的水套管,包括后壳芯、后水套芯、流道芯、前水套芯和前壳芯,所述后壳芯、后水套芯、流道芯、前水套芯和前壳芯粘结连接,在所述后水套芯和所述前水套芯的连接处设有修绘剂填充体,在水套管铸模的用于成型所述水套管的法兰口处设有排气冒口。2.如权利要求1所述的水套管铸模,其特征在于,所述后壳芯、后水套芯、流道芯、前水套芯和前壳芯均为热芯。3.如权利要求1所述的水套管铸模,其特征在于,在所述后水套芯的前连接壁面上设有第一胶槽,在所述前水套芯的后连接壁面上设有第二胶槽,使用cf11胶胶接连接所述后水套芯和所述前水套芯。
技术总结
本实用新型涉及一种水套管铸模,用于立式铸造法兰口朝上设置的水套管,包括后壳芯、后水套芯、流道芯、前水套芯和前壳芯,所述后壳芯、后水套芯、流道芯、前水套芯和前壳芯粘结连接,在所述后水套芯和所述前水套芯的连接处设有修绘剂填充体,在水套管铸模的用于成型所述水套管的法兰口处设有排气冒口。采用这样的方案,成品率为65%左右。成品率为65%左右。成品率为65%左右。
技术研发人员:谢会豪 刘松奇 王新会 齐晓波 张召 李征
受保护的技术使用者:南阳飞龙汽车零部件有限公司
技术研发日:2022.03.22
技术公布日:2022/8/5
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1