一种高防护型轴承座铸造模具的制作方法
1.本实用新型涉及轴承座铸造技术领域,具体为一种高防护型轴承座铸造模具。
背景技术:
2.轴承座是一种可以接受综合载荷、构造特别的大型和特大型轴承座,其具有构造紧凑、回转灵敏、装置维护方便等特点,有轴承的地方就要有支撑点,轴承的内支撑点是轴,外支撑就是常说的轴承座,由于一个轴承可以选用不同的轴承座,而一个轴承座同时又可以选用不同类型的轴承,因此,带来轴承座的品种很多,轴承座快易优有收录,对于标准轴承座不同的应用场合,可选择不同材料的轴承座如:灰口铸铁铁、球墨铸铁和铸钢、不锈钢、塑料的特殊轴承座,铸造是将金属熔炼成符合一定要求的液体并浇进铸型里,经冷却凝固、清整处理后得到有预定形状、尺寸和性能的铸件的工艺过程,铸造毛坯因近乎成形,而达到免机械加工或少量加工的目的降低了成本并在一定程度上减少了制作时间,铸造是现代装置制造工业的基础工艺之一,但是现有的轴承座铸造模具无法在浇筑后进行冷却,只能通过模具的自冷,生产效率过低,并且成型后的轴承座不方便脱模和温度较高,容易对操作人员造成烫伤。
技术实现要素:
3.本实用新型的目的在于提供一种高防护型轴承座铸造模具,具备水冷和方便脱模的优点,解决了现有的轴承座铸造模具无法在浇筑后进行冷却,只能通过模具的自冷,生产效率过低,并且成型后的轴承座不方便脱模和温度较高,容易对操作人员造成烫伤的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种高防护型轴承座铸造模具,包括支撑底座,所述支撑底座的表面安装有移动驱动组件,所述移动驱动组件的表面安装有侧模,所述支撑底座顶部的前侧和后侧均安装有底模组件,所述支撑底座顶部的右前方和右后方均安装有顶出组件,所述侧模的内部固定镶嵌连接有冷却管,所述冷却管的两端均延伸至侧模的外部。
5.优选的,所述移动驱动组件包括固定板一,四个固定板一分别固定焊接在支撑底座顶部的四角,所述固定板一的一侧通过轴承活动镶嵌连接有螺纹杆,所述螺纹杆两端的表面均螺纹套设有移动板,所述移动板的顶部与侧模的底部焊接,所述螺纹杆右端的表面套设焊接有蜗轮,所述支撑底座顶部的右前方和右后方均焊接有固定板二,所述固定板二相对的一侧通过轴承活动镶嵌连接有蜗杆,所述蜗轮与蜗杆啮合,所述蜗杆的前端焊接有手轮。
6.优选的,所述底模组件包括支撑杆,所述支撑杆的底部与支撑底座的顶部焊接,所述支撑杆的顶部焊接有底模,所述底模的底部滑动贯穿设置有顶杆,所述顶杆的顶部焊接有顶板。
7.优选的,所述顶出组件包括活动板,所述活动板的表面通过转轴与支撑底座的顶部转动连接,所述活动板顶部的右侧焊接有斜板,所述活动板底部的右侧固定连接有弹簧,
所述弹簧的一端与支撑底座的顶部固定连接。
8.优选的,所述侧模的顶部滑动贯穿设置有注料斗,所述注料斗表面的底部套设焊接有限位板,所述限位板的底部与侧模的顶部接触,所述注料斗的表面焊接有把手。
9.优选的,所述支撑底座顶部的右侧通过螺栓固定连接有保护罩,所述底模的顶部开设有与顶板相适配的凹槽。
10.与现有技术相比,本实用新型的有益效果如下:
11.本实用新型通过支撑底座、移动驱动组件、侧模、底模组件、顶出组件和冷却管进行配合,具备水冷和方便脱模的优点,解决了现有的轴承座铸造模具无法在浇筑后进行冷却,只能通过模具的自冷,生产效率过低,并且成型后的轴承座不方便脱模和温度较高,容易对操作人员造成烫伤的问题。
附图说明
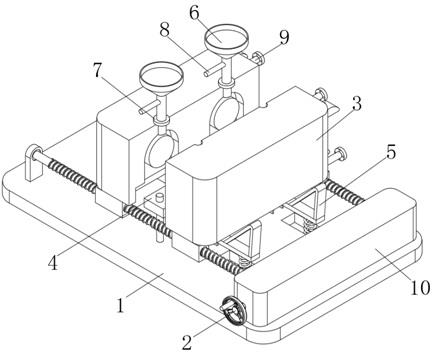
12.图1为本实用新型立体结构示意图;
13.图2为本实用新型局部剖视立体示意图;
14.图3为本实用新型移动驱动组件立体示意图;
15.图4为本实用新型底模组件局部剖视立体示意图;
16.图5为本实用新型顶出组件立体示意图;
17.图6为本实用新型冷却管立体示意图;
18.图7为本实用新型保护罩立体示意图。
19.图中:1支撑底座、2移动驱动组件、21固定板一、22螺纹杆、23移动板、24蜗轮、25固定板二、26蜗杆、27手轮、3侧模、4底模组件、41支撑杆、42底模、43顶杆、44顶板、5顶出组件、51活动板、52斜板、53弹簧、6注料斗、7限位板、8把手、9冷却管、10保护罩。
具体实施方式
20.请参阅图1-图7,一种高防护型轴承座铸造模具,包括支撑底座1,支撑底座1的表面安装有移动驱动组件2,移动驱动组件2的表面安装有侧模3,支撑底座1顶部的前侧和后侧均安装有底模组件4,支撑底座1顶部的右前方和右后方均安装有顶出组件5,侧模3的内部固定镶嵌连接有冷却管9,冷却管9的两端均延伸至侧模3的外部;
21.移动驱动组件2包括固定板一21,四个固定板一21分别固定焊接在支撑底座1顶部的四角,固定板一21的一侧通过轴承活动镶嵌连接有螺纹杆22,螺纹杆22两端的表面均螺纹套设有移动板23,移动板23的顶部与侧模3的底部焊接,螺纹杆22右端的表面套设焊接有蜗轮24,支撑底座1顶部的右前方和右后方均焊接有固定板二25,固定板二25相对的一侧通过轴承活动镶嵌连接有蜗杆26,蜗轮24与蜗杆26啮合,蜗杆26的前端焊接有手轮27,通过设置固定板一21、螺纹杆22、移动板23、蜗轮24、固定板二25、蜗杆26和手轮27,实现两个侧模3的相互远离或靠近,使在浇筑时两个侧模3与底模42进行对接完整形成整体,再进行后续的注料;
22.底模组件4包括支撑杆41,支撑杆41的底部与支撑底座1的顶部焊接,支撑杆41的顶部焊接有底模42,底模42的底部滑动贯穿设置有顶杆43,顶杆43的顶部焊接有顶板44,通过设置支撑杆41、顶杆43和顶板44,在两个侧模3往两侧移动时对顶出组件5进行作用,顶出
组件5上的活动板51将顶杆43和顶板44顶起,从而将底模42上的工件进行顶起方便拿取;
23.顶出组件5包括活动板51,活动板51的表面通过转轴与支撑底座1的顶部转动连接,活动板51顶部的右侧焊接有斜板52,活动板51底部的右侧固定连接有弹簧53,弹簧53的一端与支撑底座1的顶部固定连接,通过设置活动板51、斜板52和弹簧53,在侧模3移动挤压下对顶杆43和顶板44进行作用将成型的工件顶起;
24.侧模3的顶部滑动贯穿设置有注料斗6,注料斗6表面的底部套设焊接有限位板7,限位板7的底部与侧模3的顶部接触,注料斗6的表面焊接有把手8,通过设置注料斗6,方便对模腔内注料,通过设置限位板7,对注料斗6进行限位,避免其进入到模腔内过多,通过设置把手8,方便对注料斗6进行拿取;
25.支撑底座1顶部的右侧通过螺栓固定连接有保护罩10,底模42的顶部开设有与顶板44相适配的凹槽,通过设置保护罩10,对传动的蜗杆26和蜗轮24进行保护。
26.使用时,将冷却管9通过软管外接水管,正向转动手轮27带动蜗杆26转动,进而带动蜗轮24和螺纹杆22的转动,使两侧的移动板23相互靠近,从而使两个侧模3往中部移动与底模42进行对接完整形成整体,将注料斗6的一端插入到侧模3的顶部,在限位板7的作用对注料斗6进行限位,将浇筑液通过注料斗6注入到模腔内,完成后将注料斗6取下,冷却水通过冷却管9时对侧模3进行降温,进而对模腔内浇筑料进行冷却成型,避免取料时温度过高对人体造成损伤,冷却成型后反向转动手轮27使两个侧模3往两侧移动,使侧模3脱离底模42上的成型工件,随着右侧侧模3的一侧对斜板52进行挤压,进而使活动板51倾斜旋转和弹簧53进行压缩,活动板51左端的倾斜旋转与顶杆43接触并对其挤压上升,从而带动顶板44上移,将成型的工件顶升脱离底模42方便取下。
27.综上所述:该高防护型轴承座铸造模具,通过支撑底座1、移动驱动组件2、侧模3、底模组件4、顶出组件5和冷却管9进行配合,解决了现有的轴承座铸造模具无法在浇筑后进行冷却,只能通过模具的自冷,生产效率过低,并且成型后的轴承座不方便脱模和温度较高,容易对操作人员造成烫伤的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1