一种自动深孔磨缸机的制作方法
1.本实用新型涉及机械制造的技术领域,尤其是涉及一种自动深孔磨缸机。
背景技术:
2.现在使用的深孔磨缸机加工大多采用专用机床急速珩磨工艺,特是在大型油缸的大修工作中,油缸深孔由于内孔较深,一般都在800以上,在珩磨过程中,由于刀杆过长,机床运转只能采取较低转速,磨光效率非常低,且生产成本较高,还有的磨缸除锈采用人工简易电磨头磨光,全部手工操作,工人劳动强度大,工件中心无法准确有效控制,且工作人员手持带电工具安全系数不高,极易引发事故,对于人工磨光的产品,表面除锈不均匀,粗糙度,尺寸精度不符合工件技术要求,往往不能保证内缸完成装配以及试验保压和在井下工作面实际工作过程中的安全和正常使用。
3.一般情况下,珩磨需要在专用机床上进行,通过吊装、装夹、中心架支撑等繁琐的辅助工作才能正式进入珩磨工艺,进行珩磨时,机床转速只能控制在几十转甚至十几转,走刀方向移动只能控制在每转10mm以下甚至更慢。对于只是钢孔内表面轻微锈蚀,只需进行打磨抛光等,简单工艺进行处理即可在尺寸,粗糙度上符合工艺要求,但如果全部采用珩磨工艺,生产成本高,工作效率低,不能适应批量生产要求。
4.购置一台珩磨机,投资数额较大,对于资金实力较弱的小微企业来说是不小的负担。因此,如何提供一种造价低廉、使用方便、操作简单的、工作效率较高的油缸深孔自动磨缸、抛光机械,能够在油缸大修工作中提高工作效率、缩短辅助时间,减少中间环节,减轻工人劳动强度,进一步降低设备投入和生产成本,是本领域科研人员急需解决的一个技术难题。
技术实现要素:
5.针对现有技术存在的不足,本实用新型的目的是提供一种自动深孔磨缸机。
6.本实用新型的上述实用新型目的是通过以下技术方案得以实现的:
7.一种自动深孔磨缸机,包括磨削组件、夹缸组件和床身,所述磨削组件和所述夹缸组件并排设置所述床身的顶部,所述磨削组件包括走刀驱动模块、第一电机、磨轴、磨头、磨轮、轴套、轴承座和导杆滑动支座,所述走刀驱动模块和所述导杆滑动支座并排设置在所述床身的顶部,所述第一电机设置在所述走刀驱动模块的顶部,所述第一电机与所述磨轴的一端通过联轴器传动连接,所述磨头套设在所述磨轴的另一端,所述磨轮套设在所述磨头上,所述轴承座套设在所述磨轮的一部分上,所述轴套套设在所述磨轴外,所述导杆滑动支座上开设有供所述轴套穿过的贯穿孔,所述贯穿孔的轴心与所述轴套的轴心处于同一水平线,所述夹缸组件包括滑动平台、夹缸部、推拉油缸和液压机构,所述液压机构设置在所述床身一侧,所述滑动平台设置在所述床身上,所述推拉油缸与所述液压机构相连,所述推拉油缸设置在所述滑动平台的底部,所述夹缸部设置在所述滑动平台的顶部,所述夹缸部包括夹头座、大夹头、小夹头、加紧油缸和调节丝杆,所述夹头座设置在所述滑动平台的顶部,
所述加紧油缸与所述液压机构相连,所述大夹头上开设有滑槽,所述小夹头设置在所述大夹头上的所述滑槽内,所述夹头座内的左右两侧还对称开设有方孔,所述大夹头设置在所述方孔内,左侧的所述大夹头和所述小夹头与所述加紧油缸传动连接,右侧的所述大夹头和所述小夹头与所述调节丝杆传动连接。
8.本实用新型在一较佳示例中可以进一步配置为:所述走刀驱动模块包括驱动底座、第二电机、走刀链条、改向轮和线轨,所述线轨设置在所述床身顶部,所述驱动底座设置在所述线轨上,所述第二电机通过齿轮带动所述走刀链条运动,所述走刀链条和所述改向轮啮合连接,所述走刀链条与所述线轨传动连接。
9.本实用新型在一较佳示例中可以进一步配置为:所述大夹头和小夹头端面中间开有v型槽。
10.本实用新型在一较佳示例中可以进一步配置为:所述夹缸组件还包括用于支撑油缸的可调千斤,所述可调千斤通过旋转螺母连接设置在所述滑动平台的中心线上。
11.本实用新型在一较佳示例中可以进一步配置为:所述调节丝杆上设置有摇把。
12.本实用新型在一较佳示例中可以进一步配置为:所述磨削组件还包括罩筒和压盘,所述罩筒设置在所述联轴器的外侧且与所述第一电机通过螺栓连接,所述轴套从所述罩筒中心穿过,所述压盘通过螺栓固定在所述罩筒的一侧,所述轴套从所述压盘中心穿过,所述压盘、所述轴套和所述罩筒三者同心同轴。
13.本实用新型在一较佳示例中可以进一步配置为:所述夹头座顶部还设置有通过电器元件来控制所述磨削组件和所述夹缸组件的操作屏。
14.综上所述,本实用新型包括以下至少一种有益技术效果:
15.1.磨削组件和夹缸组件对床身有竖直向下的重力,床身对磨削组件和夹缸组件有竖直向上的支持力,第一电机对走刀驱动模块有竖直向下的重力,走刀驱动模块对第一电机有竖直向上的支持力;联轴器将第一电机的扭矩传递到磨轴,磨轴和第一电机同步转动,磨头套设在磨轴上,磨轴带动磨头同步转动,磨轮套设在磨头上,磨头带动磨轮同步转动,轴套套设在磨轴外对磨轴起到了定位的作用,轴承座套设在磨轮上对磨轮起到保护作用,轴套穿过导杆滑动支座上的贯穿孔且贯穿孔的轴心与所述轴套的轴心处于同一水平线,导杆滑动支座对轴套施加有支撑力和起到固定的作用;滑动平台对床身施加有竖直向下的重力,床身对滑动平台施加有竖直向上的支撑力,液压机构为推拉油缸提供了动力,推拉油缸在滑动平台底部对滑动平台施加有拉力或推力;夹头座对滑动平台施加有竖直向下的重力,滑动平台对夹头座施加有竖直向上的支撑力,小夹头设置在大夹头上的滑槽内,连接了小夹头与大夹头且方便了小夹头的拆装,大夹头设置在夹头座上的方孔内,连接了夹头座和大夹头且方便了大夹头的拆装,加紧油缸为左侧的大夹头和小夹头提供了动力,调节丝杆为右侧的大夹头和小夹头提供伸缩的动力,调节丝杆方便了设备的手动调节,左右两侧大夹头和小夹头的设置方便了对夹缸部油缸的固定和移动调节,该装置能够在油缸大修工作中提高工作效率、缩短辅助时间,减少中间环节,减轻工人劳动强度,进一步降了低设备投入和生产成本;
16.2.线轨对床身施加竖直向下的重力,床身对线轨施加有竖直向上的支撑力,驱动底座对线轨施加竖直向下的重力,线轨对驱动底座施加有竖直向上的支撑力,第二电机为走刀链条提供了动力,改向轮改变了走刀链条的运动方向,走刀链条将动力传递到线轨,线
轨带动驱动底座同步运动;
17.3.罩筒的设置保护了联轴器的正常旋转,防止了异物的进入干扰联轴器的正常运转,压盘的设置对轴套起到了固定和支撑的作用,压盘中心、轴套和罩筒中心三者同心同轴,确保了磨轴的稳定旋转。
附图说明
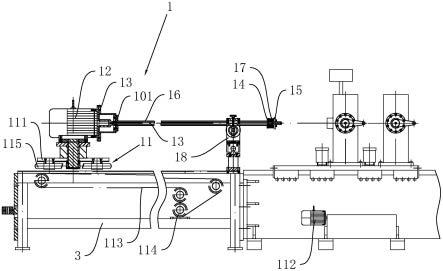
18.图1是一种自动深孔磨缸机的整体结构示意图。
19.图2是一种自动深孔磨缸机的夹缸组件俯视图。
20.图3是一种自动深孔磨缸机的夹缸组件侧视图。
21.附图标记:1、磨削组件;11、走刀驱动模块;111、驱动底座;112、第二电机;113、走刀链条;114、改向轮;115、线轨;12、第一电机;13、磨轴;14、磨头;15、磨轮;16、轴套;17、轴承座;18、导杆滑动支座;19、罩筒;101、压盘;2、夹缸组件;21、滑动平台;22、夹缸部;221、夹头座;222、大夹头;223、小夹头;224、加紧油缸;225、调节丝杆;226、摇把;23、推拉油缸;24、液压机构;25、可调千斤;26、操作屏;3、床身。
具体实施方式
22.以下结合附图对本实用新型作进一步详细说明。
23.参照图1,为本实用新型公开的一种自动深孔磨缸机,包括磨削组件1、夹缸组件2和床身3,磨削组件1和夹缸组件2并排设置床身3的顶部,磨削组件1和夹缸组件2对床身3有竖直向下的重力,床身3对磨削组件1和夹缸组件2有竖直向上的支持力。
24.磨削组件1包括走刀驱动模块11、第一电机12、磨轴13、磨头14、磨轮15、轴套16、轴承座17、罩筒19、压盘101和导杆滑动支座18,走刀驱动模块11和导杆滑动支座18并排设置床身3的顶部,第一电机12设置在走刀驱动模块11的顶部,第一电机12对走刀驱动模块11有竖直向下的重力,走刀驱动模块11对第一电机12有竖直向上的支持力,第一电机12与磨轴13的一端通过联轴器传动连接,联轴器将第一电机12的扭矩传递到磨轴13,磨轴13和第一电机12同步转动,磨头14套设在磨轴13的另一端,磨轴13带动磨头14同步转动,磨轮15套设在磨头14上,磨头14带动磨轮15同步转动,轴承座17套设在磨轮15的一部分上,轴承座17保护了磨轮15的正常运转,防止异物进入影响磨轮15的旋转,轴套16套设在磨轴13外,轴套16套设在磨轴13外对磨轴13起到了固定的作用,罩筒19设置在联轴器的外侧且与第一电机12通过螺栓连接,罩筒19的设置保护了联轴器的正常旋转,防止了异物的进入干扰联轴器的正常运转,压盘101通过螺栓固定在罩筒19的一侧,轴套16从压盘101中心穿过,压盘101、轴套16和罩筒19三者同心同轴,压盘101的设置对轴套16起到了固定和支撑的作用,压盘101中心、轴套16和罩筒19中心三者同心同轴,确保了磨轴13的稳定旋转,导杆滑动支座18上开设有供轴套16穿过的贯穿孔,贯穿孔的轴心与轴套16的轴心处于同一水平线,轴套16穿过导杆滑动支座18上的贯穿孔且贯穿孔的轴心与所述轴套16的轴心处于同一水平线,导杆滑动支座18对轴套16施加有支撑力和起到固定的作用;
25.走刀驱动模块11包括驱动底座111、第二电机112、走刀链条113、改向轮114和线轨115,线轨115设置在床身3顶部,轨对床身3施加竖直向下的重力,床身3对线轨115施加有竖直向上的支撑力,驱动底座111设置在线轨115上,驱动底座111对线轨115施加竖直向下的
重力,线轨115对驱动底座111施加有竖直向上的支撑力,第二电机112提供了动力通过齿轮带动走刀链条113运动,走刀链条113和改向轮114啮合连接,改向轮114改变了走刀链条113的运动方向,走刀链条113与线轨115传动连接,线轨115带动驱动底座111同步运动。
26.参照图2和图3,夹缸组件2包括滑动平台21、夹缸部22、推拉油缸23、液压机构24和用于支撑油缸的可调千斤25,液压机构24设置在床身3一侧,滑动平台21设置在床身3上,滑动平台21对床身3施加有竖直向下的重力,床身3对滑动平台21施加有竖直向上的支撑力,推拉油缸23与液压机构24相连,液压机构24为推拉油缸23提供了动力,推拉油缸23设置在滑动平台21的底部,推拉油缸23在滑动平台21底部对滑动平台21施加有拉力或推力,可调千斤25通过旋转螺母连接设置在滑动平台21的中心线上,可调千斤25对油缸有向上的支撑力,可调千斤25设置在滑动平台21的中心线上增加了对油缸支撑的稳定性;
27.夹缸部22设置在滑动平台21的顶部,夹缸部22包括夹头座221、大夹头222、小夹头223、加紧油缸224和调节丝杆225,夹头座221设置在滑动平台21的顶部,夹头座221对滑动平台21施加有竖直向下的重力,滑动平台21对夹头座221施加有竖直向上的支撑力,加紧油缸224与液压机构24相连,液压机构24为加紧油缸224提供了动力,大夹头222上开设有滑槽,小夹头223设置在大夹头222上的滑槽内,连接了小夹头223与大夹头222且方便了小夹头223的拆装,夹头座221内左右两侧还对称开设有方孔,大夹头222设置在方孔内,连接了夹头座221和大夹头222且方便了大夹头222的拆装,夹头和小夹头223端面中间开有120
°
角的v型槽,120
°
角的v型槽增大了油缸和小夹头223或大夹头222之间的接触面积,增大了小夹头223或大夹头222对油缸的夹取稳定性,左侧的大夹头222和小夹头223与加紧油缸224传动连接,加紧油缸224为左侧的大夹头222和小夹头223提供动力,使得大夹头222和小夹头223可以进行伸缩运动,右侧的大夹头222和小夹头223与调节丝杆225传动连接,调节丝杆225上设置有摇把226,调节丝杆225和摇把226的设置方便了设备的手动调节,左右两侧大夹头222和小夹头223的设置方便了对夹缸部22油缸的固定和尺寸调节。
28.夹头座221顶部还设置有通过电器元件来控制磨削组件1和夹缸组件2的操作屏26,操作屏26的设置实现了对磨削组件1和夹缸组件2的集成控制,提高了操作精度、缩短设备反应时间和生产效率。
29.使用一种自动深孔磨缸机时,启动操作屏26,将油缸放入夹头座221内,打开液压机构24,控制加紧油缸224调节左侧的大夹头222和小夹头223伸缩,手动转动摇把226控制调节丝杆225调节右侧的大夹头222和小夹头223伸缩,将油缸稳定固定在v型槽内,如果油缸放置的高度有问题,可以旋转可调千斤25的螺纹,调整可调千斤25的高度,用来调节缸体到合适的高度;如果此时磨轮15的位置与油缸之间的距离位置不匹配,磨轮15不能作用到油缸,则控制第二电机112,调节推拉油缸23控制滑动平台21,调节线轨115控制驱动底座111,调节磨轮15与油缸之间的距离到合适位置,继续打开第一电机12,转动联轴器和磨轴13,带动磨头14和磨轮15同步转动,此时开始对缸体的珩磨。该装置造价低廉、使用方便、操作简单的、工作效率高,能够在油缸大修工作中提高工作效率、缩短辅助时间,减少中间环节,减轻工人劳动强度,进一步降了低设备投入和生产成本。
30.本具体实施方式的实施例均为本实用新型的较佳实施例,并非依此限制本实用新型的保护范围,故:凡依本实用新型的结构、形状、原理所做的等效变化,均应涵盖于本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1