一种航空发动机叶片金刚石滚轮的制作方法
1.本实用新型涉及金刚石滚轮技术领域,特别涉及一种航空发动机叶片金刚石滚轮。
背景技术:
2.金刚石滚轮是一种通过砂轮复制自身外形到被加工的零件表面的修整工具,金刚石修整滚轮与传统的单点金刚石笔修整比较,生产效率较高,加工精度一致性好,复杂形面修整能力好,故零件加工质量较高,并且容易实现磨削加工自动化,特别适合高精度、大批量生产。
3.在金刚石滚轮用于航空发动机叶片的使用中时,由于航空发动机叶片在生产中需要使用到方形以及三角形的边沿,因此需要使用到方形槽与三角形槽的砂轮来对航空发动机叶片进行打磨,然而砂轮需要使用金刚石滚轮进行打磨复刻,但由于现有的大多金刚石滚轮在使用中只具有一种形状的打磨槽,不能够使一个金刚石滚轮具备两种不同的打磨槽来对砂轮进行打磨使用,此时则需要使用两个金刚石滚轮来对砂轮进行打磨,提高了金刚石滚轮在对砂轮进行不同形状打磨槽的打磨成本,降低单个金刚石滚轮的使用多样性,进一步降低整体装置的使用效果。
技术实现要素:
4.本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供可使一个金刚石滚轮使用两种不同形状打磨槽,能够解决能够使一个金刚石滚轮具备两种不同的打磨槽来对砂轮进行打磨使用,此时则需要使用两个金刚石滚轮来对砂轮进行打磨,提高了金刚石滚轮在对砂轮进行不同形状打磨槽的打磨成本,降低单个金刚石滚轮的使用多样性的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种航空发动机叶片金刚石滚轮,包括金刚石滚轮,所述金刚石滚轮的表面开设有打磨槽,打磨槽的内部滑动连接有第一连接环,打磨槽的前侧开设有第一凹槽,第一凹槽内设置有三角形打磨装置;
6.三角形打磨装置包括第二连接环,第二连接环在第一凹槽的内部滑动连接,第二连接环的前侧与第一凹槽的前壁之间固定连接有第一弹簧,第二连接环的侧截面形状为等腰梯形,第二连接环的后侧与第一连接环的前侧固定连接,第二连接环的后侧与第一连接环的前侧之间的侧切面形成直角三角形的三角槽。
7.优选的,所述第一凹槽的顶壁开设有滑槽,滑槽的内部滑动连接有滑块,滑块的底部固定连接在第二连接环的顶部。
8.优选的,所述滑块的顶部开设有第二凹槽,第二凹槽内滑动连接有限位块,限位块的顶部形状为等腰梯形,限位块的底部与第二凹槽的底壁之间固定连接有第二弹簧。
9.优选的,所述滑槽的顶壁开设有两个限位槽,两个限位槽分别开设在滑槽的顶壁前后位置,两个限位槽内的结构均相同,限位槽的顶壁开设有通道,通道内滑动连接有推
杆。
10.优选的,所述推杆的顶部延伸至通道的顶部,位于通道顶部的推杆的表面活动套接有第三弹簧,第三弹簧的顶部固定连接在推杆的底部,第三弹簧的底部固定连接在金刚石滚轮的顶部。
11.与现有技术相比,本实用新型的有益效果是:
12.(1)、该航空发动机叶片金刚石滚轮,通过向下按动顶部推杆,进而使限位块从限位槽内脱离,之后在第一弹簧的弹力作用下,使第二连接环与第一连接环移动至打磨槽内,使金刚石滚轮在对砂轮进行打磨时不仅能够使用矩形打磨槽同时能够使用三角形槽,进而提高了金刚石滚轮的使用多样性,使金刚石滚轮能够对砂轮进行不同形状的打磨,以便于砂轮后续对航空发动机叶片的打磨多样性,进而提高了整体装置的使用效果。
13.(2)、该航空发动机叶片金刚石滚轮,由于第二连接环的侧截面形状为等腰梯形,因此第二连接环的后侧与第一连接环的前侧之间的侧切面形成直角三角形的三角槽,进而使金刚石滚轮能够对砂轮打磨时使用不同形状的槽,更便于砂轮打磨后对航空发动机叶片进行使用。
14.(3)、该航空发动机叶片金刚石滚轮,由于限位块的顶部形状为等腰梯形,进而在限位块位于第二凹槽底部之后,在第二弹簧的弹力作用下,能够顺利的进入到限位槽的内部,提高了限位块进入到限位槽内的流畅性,更便于第二连接环与第一连接环移动后进行固定。
附图说明
15.下面结合附图和实施例对本实用新型进一步地说明:
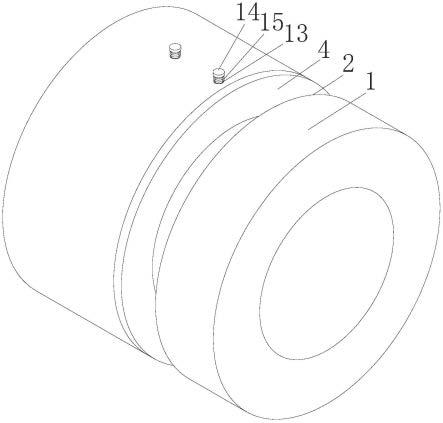
16.图1为本实用新型一种航空发动机叶片金刚石滚轮的结构示意图;
17.图2为本实用新型金刚石滚轮内部的左视图;
18.图3为本实用新型图2中a处放大的示意图。
19.附图标记:1、金刚石滚轮;2、打磨槽;3、第一凹槽;4、第一连接环;5、第二连接环;6、第一弹簧;7、滑槽;8、滑块;9、第二凹槽;10、限位块;11、第二弹簧;12、限位槽;13、通道;14、推杆;15、第三弹簧。
具体实施方式
20.请参阅图1-3,本实用新型提供一种技术方案:一种航空发动机叶片金刚石滚轮,包括金刚石滚轮1,金刚石滚轮1的表面开设有打磨槽2,打磨槽2的内部滑动连接有第一连接环4,第一连接环4在打磨槽2内前后滑动,打磨槽2的前侧开设有第一凹槽3,第一凹槽3的内部滑动连接有第二连接环5,第二连接环5在第一凹槽3内前后滑动,第二连接环5的前侧与第一凹槽3的前壁之间固定连接有多个第一弹簧6,具体数量根据实际情况来定,第二连接环5的侧截面形状为等腰梯形,第二连接环5的后侧与第一连接环4的前侧固定连接,第二连接环5的后侧与第一连接环4的前侧之间的侧切面形成直角三角形的三角槽。
21.静止状态下,第二连接环5位于第一凹槽3的内部,此时第一弹簧6处于压缩状态,第一连接环4位于打磨槽2的最前侧,此时打磨槽2与第一连接环4之间形成侧切面为方形的槽,此时使用金刚石滚轮1来进行打磨砂轮时,能够使砂轮复刻矩形的打磨槽2,使砂轮可对
后续航空发动机叶片进行矩形边框形状的打磨。
22.第一凹槽3的顶壁开设有滑槽7,滑槽7的内部滑动连接有滑块8,滑块8在滑槽7内前后滑动,滑块8的底部固定连接在第二连接环5的顶部,滑块8的顶部开设有第二凹槽9,第二凹槽9内滑动连接有限位块10,限位块10在第二凹槽9内上下滑动,限位块10的顶部形状为等腰梯形,限位块10的底部与第二凹槽9的底壁之间固定连接有第二弹簧11。
23.滑槽7的顶壁开设有两个限位槽12,两个限位槽12分别开设在滑槽7的顶壁前后位置,两个限位槽12内的结构均相同,限位槽12的顶壁开设有通道13,通道13内滑动连接有推杆14,推杆14的顶部延伸至通道13的顶部,位于通道13顶部的推杆14的表面活动套接有第三弹簧15,第三弹簧15的顶部固定连接在推杆14的底部,第三弹簧15的底部固定连接在金刚石滚轮1的顶部。
24.由于静止状态下,第二连接环5位于第一凹槽3的内部,此时第一弹簧6处于压缩状态,此时滑块8位于滑槽7的最前侧,在第二弹簧11的弹力作用下限位块10的顶部突出第二凹槽9的内部,同时限位块10的顶部位于前侧限位槽12的内部,此时限位块10的前后内壁与前侧限位槽12的前后内部相互阻挡,在第三弹簧15的弹力作用下,推杆14位于通道13的内部,当需要使用三角形槽来对砂轮进行打磨以便于后续使用时,向下移动前侧推杆14,前侧推杆14向下移动开始推动限位块10向下移动进入到第二凹槽9内,前侧推杆14向下移动开始压缩第三弹簧15,同时限位块10向下移动开始压缩第二弹簧11,此时限位块10不在位于前侧限位槽12的内部,在第一弹簧6的弹力作用下,第二连接环5开始向后移动,第二连接环5向后移动带动滑块8向后移动,此时限位块10受到滑槽7顶壁的阻挡,依旧位于第二凹槽9的内部,第二连接环5向后移动带动第一连接环4向后移动,当第一连接环4向后移动至打磨槽2的最后侧之后,此时滑块8成分移动到滑槽7的最后侧,同时滑块8带动限位块10移动至后侧限位槽12的底部,此时限位块10的顶部不再受到滑槽7顶壁的阻挡,在第二弹簧11的弹力作用下,限位块10开始向上移动进入到后侧限位槽12的内部,此时限位块10的前后内壁与后侧限位槽12的前后内壁进行相互阻挡,进而使第二连接环5与第一连接环4进行固定定位,此时可通过第二连接环5与第一连接环4之间的三角槽来对砂轮进行打磨工作。
25.通过向下按动顶部推杆14,进而使限位块10从限位槽12内脱离,之后在第一弹簧6的弹力作用下,使第二连接环5与第一连接环4移动至打磨槽2内,使金刚石滚轮1在对砂轮进行打磨时不仅能够使用矩形打磨槽2同时能够使用三角形槽,进而提高了金刚石滚轮1的使用多样性,使金刚石滚轮1能够对砂轮进行不同形状的打磨,以便于砂轮后续对航空发动机叶片的打磨多样性,进而提高了整体装置的使用效果。
26.由于第二连接环5的侧截面形状为等腰梯形,因此第二连接环5的后侧与第一连接环4的前侧之间的侧切面形成直角三角形的三角槽,进而使金刚石滚轮1能够对砂轮打磨时使用不同形状的槽,更便于砂轮打磨后对航空发动机叶片进行使用。
27.由于限位块10的顶部形状为等腰梯形,进而在限位块10位于第二凹槽9底部之后,在第二弹簧11的弹力作用下,能够顺利的进入到限位槽12的内部,提高了限位块10进入到限位槽12内的流畅性,更便于第二连接环5与第一连接环4移动后进行固定。
28.当需要恢复对方形打磨槽2的使用时,向下移动后侧推杆14,后侧推杆14向下移动与以上运动原理一致,当限位块10从限位槽12内离开之后,向前移动第一连接环4,第一连接环4向前移动带动第二连接环5,第二连接环5向前移动带动限位块10向前移动,当第二连
接环5带动滑块8充分进入到滑槽7的前侧之后,此时限位块10位于前侧限位槽12的底部,在第二弹簧11的弹力作用下,限位块10向上移动复位重新进入到前侧限位槽12的内部,此时第一连接环4位于打磨槽2的最前侧,同时恢复对打磨槽2的使用。
29.工作原理:由于静止状态下,第二连接环5位于第一凹槽3的内部,此时第一弹簧6处于压缩状态,此时滑块8位于滑槽7的最前侧,在第二弹簧11的弹力作用下限位块10的顶部突出第二凹槽9的内部,同时限位块10的顶部位于前侧限位槽12的内部,此时限位块10的前后内壁与前侧限位槽12的前后内部相互阻挡,在第三弹簧15的弹力作用下,推杆14位于通道13的内部,当需要使用三角形槽来对砂轮进行打磨以便于后续使用时,向下移动前侧推杆14,前侧推杆14向下移动开始推动限位块10向下移动进入到第二凹槽9内,前侧推杆14向下移动开始压缩第三弹簧15,同时限位块10向下移动开始压缩第二弹簧11,此时限位块10不在位于前侧限位槽12的内部,在第一弹簧6的弹力作用下,第二连接环5开始向后移动,第二连接环5向后移动带动滑块8向后移动,此时限位块10受到滑槽7顶壁的阻挡,依旧位于第二凹槽9的内部,第二连接环5向后移动带动第一连接环4向后移动,当第一连接环4向后移动至打磨槽2的最后侧之后,此时滑块8成分移动到滑槽7的最后侧,同时滑块8带动限位块10移动至后侧限位槽12的底部,此时限位块10的顶部不再受到滑槽7顶壁的阻挡,在第二弹簧11的弹力作用下,限位块10开始向上移动进入到后侧限位槽12的内部,此时限位块10的前后内壁与后侧限位槽12的前后内壁进行相互阻挡,进而使第二连接环5与第一连接环4进行固定定位,此时可通过第二连接环5与第一连接环4之间的三角槽来对砂轮进行打磨工作。
30.上面结合附图对本实用新型实施例作了详细说明,但是本实用新型不限于上述实施例,在所述技术领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1