杯体自动打磨设备的杯体摇晃打磨辅助机构的制作方法
1.本实用新型涉及一种对杯体外壁进行打磨的设备,尤其涉及一种杯体自动打磨设备的杯体摇晃打磨辅助机构。
背景技术:
2.保温杯一般是由陶瓷或不锈钢加上真空层做成的盛水的容器,顶部有盖,密封严实,真空绝热层能使装在内部的水等液体延缓散热,以达到保温的目的。
3.不锈钢杯体成型后,杯体上会形成一条焊缝,首先便要对该焊缝进行抛光打磨,工人将成型后的杯体放置在打磨设备对焊缝进行打磨。
4.现有的自动打磨设备,在对焊缝进行打磨时,杯体是保持不动的,在打磨装置沿着焊缝在杯身上上下移动,这样会使得在打磨完成后,杯身的焊缝处会被打磨成一平面,无法保证杯身所需求的圆柱形,打磨效果不好。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种打磨效果好、保持杯身圆润的杯体自动打磨设备的杯体摇晃打磨辅助机构。
6.本实用新型解决上述技术问题所采用的技术方案为:杯体自动打磨设备的杯体摇晃打磨辅助机构,包括可沿其自身轴心转动的工作台,所述工作台上设有若干个用于夹持杯体的夹持装置,所述夹持装置包括有转动连接在工作台上的下夹具,还包括辅助摇晃组件,所述辅助摇晃组件包括气动卡盘和伺服电机,所述气动卡盘用于夹持下夹具,所述伺服电机的输出端联接气动卡盘以驱动气动卡盘可沿自身轴心转动,所述伺服电机驱动气动卡盘做连续顺逆时针转动的往复运动,所述下夹具随气动卡盘运动从而带动待加工杯体做连续顺逆时针转动的往复运动。
7.本实用新型的进一步优选方案为:所述伺服电机的输出端设有输出齿轮,所述气动卡盘上连接有传动齿轮,所述输出齿轮与转动齿轮上套设有传动皮带。
8.本实用新型的进一步优选方案为:所述气动卡盘包括卡盘本体和两个卡爪,所述伺服电机驱动卡盘本体活动,两个所述卡爪均滑动设置在卡盘本体上,所述卡盘本体驱动两个卡爪相对滑动。
9.本实用新型的进一步优选方案为:所述卡爪的内侧设有与下夹具相适配的夹持面,卡爪对下夹具进行夹持时,夹持面贴设在下夹具的外壁上。
10.本实用新型的进一步优选方案为:所述夹持面的形状呈内凹式的圆弧状。
11.本实用新型的进一步优选方案为:所述辅助摇晃组件还包括有一支架,所述伺服电机和气动卡盘均安装在支架上。
12.本实用新型的进一步优选方案为:所述支架上开设有长槽,所述伺服电机的输出端穿过所述长槽并限制在长槽内移动。
13.本实用新型的进一步优选方案为:所述伺服电机上设有锁紧件用于将其固定在支
架上,所述支架上位于长槽的侧部开设有连接长槽,锁紧件穿过连接长槽与伺服电机连接固定。
14.与现有技术相比,本实用新型的优点是辅助摇晃组件包括气动卡盘和伺服电机,气动卡盘用于夹持下夹具,伺服电机的输出端联接气动卡盘以驱动气动卡盘可沿自身轴心转动,伺服电机驱动气动卡盘做连续顺逆时针转动的往复运动,下夹具随气动卡盘运动从而带动待加工杯体做连续顺逆时针转动的往复运动,辅助摇晃组件带动杯身运动,模拟手动打磨时手不停的转动杯体,使杯体打磨完成后更加圆润,打磨效果更好。
附图说明
15.以下将结合附图和优选实施例来对本实用新型进行进一步详细描述,但是本领域技术人员将领会的是,这些附图仅是出于解释优选实施例的目的而绘制的,并且因此不应当作为对本实用新型范围的限制。此外,除非特别指出,附图仅示意在概念性地表示所描述对象的组成或构造并可能包含夸张性显示,并且附图也并非一定按比例绘制。
16.图1为杯体自动打磨设备整体的结构示意图;
17.图2为图1的局部示意图;
18.图3为图2中a处的放大图;
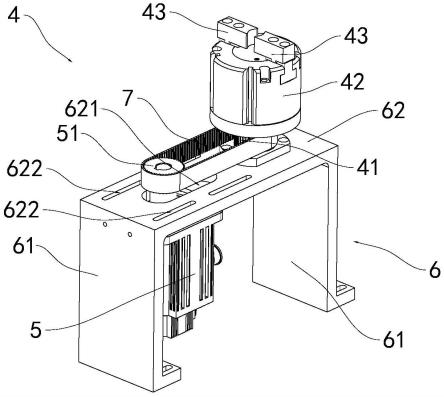
19.图4为本实用新型的优选实施例中辅助摇晃组件的示意图;
20.图5为本实用新型的优选实施例中卡爪的示意图。
21.图中:1、底座;11、工作台;2、夹持装置;21、上夹具;22、下夹具;23、架体;3、打磨装置;4、气动卡盘;41、传动齿轮;42、卡盘本体;43、卡爪;431、夹持面;5、伺服电机;6、支架;61、支脚;62、安装板;621、长槽;622、连接长槽;7、传动皮带。
具体实施方式
22.以下将参考附图来详细描述本实用新型的优选实施例。本领域中的技术人员将领会的是,这些描述仅为描述性的、示例性的,并且不应被解释为限定了本实用新型的保护范围。
23.应注意到:相似的标号在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中可能不再对其进行进一步定义和解释。
24.杯体自动打磨设备,包括底座1,底座1的中心处设有工作台11,工作台11可沿自身轴心转动。
25.工作台11上设有若干个夹持装置2,若干个夹持装置2的结构均相同,进一步的,夹持装置2包括上夹具21、下夹具22和架体23,架体23呈竖直设置并且固定连接在工作台11上,上夹具21设在架体23上并能在架体23上沿工作台11的轴向方向移动,将待加工的杯体放置在下夹具22上后,上夹具21向下位移将待加工杯体夹持,下夹具22设在工作台11上,下夹具22可沿自身轴心在工作台11上转动,使得下夹具22可以带动待加工杯体转动。
26.底座1的外圈上环绕工作台11设有若干个打磨装置3,打磨装置3用于对夹持在夹持装置2上的待加工杯体进行打磨。
27.打磨装置3有多种类别,包括有打磨杯子杯口用的打磨装置,有打磨杯子整体杯身的打磨装置,还有打磨杯子焊缝用的打磨装置。
28.待加工杯体夹在夹持装置2上,在工作台11的转动下,依次将待加工杯体移动至不同的打磨装置处进行打磨。
29.杯体摇晃打磨辅助机构,包括辅助摇晃组件,辅助摇晃组件包括气动卡盘4和伺服电机5,气动卡盘4用于夹持下夹具22,伺服电机5的输出端联接气动卡盘4以驱动气动卡盘4可沿自身轴心转动。
30.伺服电机5驱动气动卡盘4做连续顺逆时针转动的往复运动,气动卡盘4夹持下夹具22,使得下夹具22随气动卡盘4运动,从而下夹具22带动待加工杯体做连续顺逆时针转动的往复运动。
31.进一步的,辅助摇晃组件还包括有一支架6,支架6固定设置在底座1上且位于工作台11的下方,伺服电机5和气动卡盘4均安装在支架6上。
32.支架6包括支脚61和安装板62,支脚61的数量为两个,两个支脚61分别设在安装板62的两侧,伺服电机5和气动卡盘4均安装在安装板62上,伺服电机5安装在安装板62的下方,气动卡盘4安装在安装盘62的上方。
33.伺服电机5的输出端设有输出齿轮51,气动卡盘4上连接有传动齿轮41,输出齿轮51与转动齿轮41上套设有传动皮带7,伺服电机5驱动输出齿轮51转动,输出齿轮51通过传送皮带7带动传动齿轮41转动,传动齿轮41带动气动卡盘4转动。
34.安装板62上开设有长槽621,伺服电机5的输出端穿过长槽621并限制在长槽621内移动,伺服电机5上设有锁紧件用于将其固定在安装板62上,安装板62上位于长槽621的侧部开设有连接长槽622,锁紧件穿过连接长槽622与伺服电机5连接固定。
35.在长时间的使用过程中,传动皮带7可能会拉伸使其与齿轮之前的连接变松,使齿轮之间的传动效率下降,若不更换传动皮带7的情况,便需要移动伺服电机5,增加输出齿轮51和传动齿轮41之间的距离,使传动皮带7与齿轮之间的紧密连接,提高传动效率。
36.气动卡盘4包括卡盘本体42和两个卡爪43,伺服电机5驱动卡盘本体42活动,两个卡爪43均滑动设置在卡盘本体42上,卡盘本体42驱动两个卡爪43相对滑动。
37.卡爪43的内侧设有与下夹具22相适配的夹持面431,卡爪43对下夹具22进行夹持时,夹持面431贴设在下夹具22的外壁上,进一步的,夹持面431的形状呈内凹式的圆弧状,下夹具22的底端一般为圆柱状,夹持面431采用圆弧状的形状可以与下夹具22更加贴合。
38.辅助摇晃组件设在对于杯身的焊缝进行打磨的工序处,由于现有的焊缝打磨组件对杯身的焊缝进行打磨时,杯身是固定不动,在打磨后,在焊缝处便会打磨出一平面,这样,便需要辅助摇晃组件,对杯身进行转动,转动的方式是顺时针逆时针不断连接切换的往复运动,模拟人手工在打磨时对杯身的转动,使打磨装置对打磨出来后的杯身的外表面更加的圆润,打磨效果更好。
39.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“前”、“后”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.以上对本实用新型所提供的杯体自动打磨设备的杯体摇晃打磨辅助机构进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施
例的说明只是用于帮助理解本实用新型及核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以对本实用新型进行若干改进和修饰,这些改进和修饰也落入本实用新型权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1