一种汽车锁紧柱塞压铸模具的制作方法
1.本实用新型涉及汽车锁紧零件技术领域,尤其涉及一种汽车锁紧柱塞压铸模具。
背景技术:
2.现有的用于汽车零件的压铸模具例如中国实用新型专利(公开号cn207695591u)中公开的一种汽车压铸模具,包括上模具、下模具、堵气口、滑轨和定位孔,所述下模具的顶部端面上安装有定位销轴,所述堵气口通过旋转件安装在下模具的一侧外壁上,所述上模具的底部通过连接螺栓安装有凸起块,所述下模具的内部设置有型腔,所述下模具的两侧外壁上均安装有加紧螺栓,所述加紧螺栓的一端设置有固定移动块,所述滑轨安装在下模具的底面内壁上,所述固定移动块通过其底部安装的滑块滑动连接至滑轨,所述定位孔开设在上模具的一侧外壁上。在定位轴的外部安装有减震弹簧,在进行压铸工作中,弹簧会起到减震的作用,当上模具与下模具组合时,不会产生噪音,满足了工作的需求。
3.上述的汽车零件的压铸模具只能压铸一个零件,这样的压铸的成本过高,压铸效率太低;在压铸过程中,容易使压铸的锁紧柱塞出现多余的渣料,从而导致锁紧柱塞的压铸精度、压铸美观度受到影响,并且不容易进行排渣,导致渣料进行堆积从而对锁紧柱塞的质量产生影响。
技术实现要素:
4.本实用新型为了解决现有压铸模具的压铸效率低的技术问题,提供了一种汽车锁紧柱塞压铸模具,该模具通过每个支槽上设置多个零件型槽模块能同时压铸多个零件,进一步提升压铸效率。
5.为本实用新型之目的,采用以下技术方案予以实现:
6.一种汽车锁紧柱塞压铸模具,包括前模芯和后模芯;所述的前模芯和所述的后模芯相配合设置;所述的前模芯后侧面的中部设置有x形入料槽;所述的x形入料槽包括交点部、第一支槽、第二支槽、第三支槽和第四支槽;所述的交点部设置有入料圆槽,所述的入料圆槽的中心设置有入料通孔;入料圆槽的外圈与所述的第一支槽、所述的第二支槽、所述的第三支槽和所述的第四支槽分别连通;第一支槽、第二支槽、第三支槽和第四支槽上分别设置有多个零件型槽模块;所述的后模芯的前侧设置有多个与零件型槽模块相对应匹配的零件配合型槽。
7.作为优选,所述的第一支槽的上部规则排列设置有四个零件型槽模块,且每个零件型槽模块纵向设置。
8.作为优选,每个所述的第一支槽上的零件型槽模块由下往上依次包括支槽衔接部、零件模型部和排渣部;所述的支槽衔接部与第一支槽相连通,所述的零件模型部与支槽衔接部的顶部相连通;零件模型部用于形成产品的形状;所述的排渣部的下部与零件模型部的顶部相连通。
9.作为优选,所述的支槽衔接部上设置有衔接斜面。
10.作为优选,所述的零件模型部上还设置有零件顶杆通孔。
11.作为优选,所述的排渣部的下部呈倒三角形状的排渣槽,排渣部的上部设置有排渣顶杆通孔,且所述的排渣槽与排渣顶杆通孔相连通。
12.作为优选,所述的入料圆槽上位于入料通孔的外侧设置有多个第一顶杆通孔。
13.作为优选,所述的第一支槽、所述的第二支槽、所述的第三支槽和所述的第四支槽上均设置有多个第二顶杆通孔。
14.作为优选,所述的第一支槽、所述的第二支槽、所述的第三支槽和所述的第四支槽均呈水平设置;第一支槽和第二支槽水平对齐设置;第一支槽和第三支槽上下对称设置。
15.作为优选,所述的前模芯和所述的后模芯截面呈矩形状;前模芯后侧面的四个角上分别设置有配合凸块;后模芯前侧面的四个角上分别设置有与配合凸块相配合的配合凹面。
16.采用上述技术方案的一种汽车锁紧柱塞压铸模具,该模具通过入料圆槽能够将倒入的压铸材料更好的分向各个分支,便于更好的进行均匀分布。通过第一顶杆通孔便于将压铸成型后的压铸废料顶出。通过第二顶杆通孔便于将压铸成型后的压铸废料顶出。通过四个支槽一次性能压铸出十六个锁紧柱塞,进一步提升压铸效率。通过配合凸块和配合凹面便于压铸时更好的使前模芯和所述的后模芯贴合紧密,减少之间的间隙,防止空气进入。通过衔接斜面进行缓冲防止压铸材料一次性大量流入至零件模型部,这样能够进一步确保锁紧柱塞的质量和美观度。通过零件顶杆通孔便于在压合时使模型顶杆进入,防止压铸材料流出,并且在压铸完成开模时方便将锁紧柱塞的顶出。通过排渣槽便于使多余的渣料缓缓流入至排渣槽内,从而进一步确保压铸材料的美观度。
17.综上所述,本实用新型的优点是提升锁紧柱塞的压铸效率和压铸效果。
附图说明
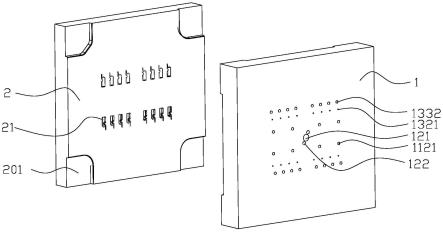
18.图1是本实用新型一种汽车锁紧柱塞压铸模具的爆炸结构示意图。
19.图2是本实用新型中前模芯的结构示意图。
20.图3是本实用新型中前模芯的局部放大示意图。
21.图4是本实用新型中锁紧柱塞的结构示意图。
22.其中:1、前模芯;101、配合凸块;111、交点部;112、第一支槽;1121、第二顶杆通孔;113、第二支槽;114、第三支槽;115、第四支槽;12、入料圆槽;121、入料通孔;122、第一顶杆通孔;13、零件型槽模块;131、支槽衔接部;1311、衔接斜面;132、零件模型部;1321、零件顶杆通孔;133、排渣部;1331、排渣槽;1332、排渣顶杆通孔;2、后模芯;201、配合凹面;21、零件配合型槽;3、锁紧柱塞。
具体实施方式
23.下面结合附图和具体实施方式对本实用新型作进一步说明。
24.如图1所示,在方位描述上,图中前模芯1的前方为前侧,图中后模芯2的后方为后侧;图中前模芯1的左方为左侧,图中前模芯1的右方为右侧;图中前模芯1的上方为上侧;图中前模芯1的下方为下侧。
25.如图1和图2所示,一种汽车锁紧柱塞压铸模具,包括前模芯1和后模芯2,前模芯1
和后模芯2相配合设置;前模芯1后侧面的中部设置有x形入料槽;x形入料槽包括交点部111、第一支槽112、第二支槽113、第三支槽114和第四支槽115;交点部111设置有入料圆槽12,入料圆槽12的外圈与第一支槽112、第二支槽113、第三支槽114和第四支槽115分别连通,通过入料圆槽12能够将倒入的压铸材料更好的分向各个分支,便于更好的进行均匀分布。入料圆槽12的中心设置有入料通孔121,压铸材料通过入料通孔121进入至前模芯1和后模芯2之间。入料圆槽12上位于入料通孔121的外侧设置有两个第一顶杆通孔122,通过第一顶杆通孔122便于通过入料圆槽废料顶杆将压铸成型后的压铸废料顶出。第一支槽112、第二支槽113、第三支槽114和第四支槽115上均设置有两个第二顶杆通孔1121。通过第二顶杆通孔1121便于将压铸成型后通过支槽废料顶杆的压铸废料顶出。第一支槽112、第二支槽113、第三支槽114和第四支槽115上分别设置有四个零件型槽模块13,这样通过四个支槽一次性能压铸出十六个锁紧柱塞3,进一步提升压铸效率。后模芯2的前侧设置有多个与零件型槽模块13相对应匹配的零件配合型槽21。前模芯1和后模芯2截面呈矩形状;前模芯1后侧面的四个角上分别设置有配合凸块101;后模芯2前侧面的四个角上分别设置有与配合凸块101相配合的配合凹面201,通过配合凸块101和配合凹面201便于压铸时更好的使前模芯1和后模芯2贴合紧密,减少之间的间隙,防止空气进入。
26.如图2和图3所示,x形入料槽整体呈中心对称设置;第一支槽112、第二支槽113、第三支槽114和第四支槽115均呈水平设置;第一支槽112和第二支槽113水平对齐设置,且所压铸的锁紧柱塞结构和方向均一致。第一支槽112和第三支槽114上下呈中心对称设置。第一支槽112的上部规则排列设置有四个零件型槽模块13,且每个零件型槽模块13纵向设置。每个第一支槽112上的零件型槽模块13由下往上依次包括支槽衔接部131、零件模型部132和排渣部133;支槽衔接部131与第一支槽112相连通,零件模型部132与支槽衔接部131的顶部相连通;支槽衔接部131上设置有衔接斜面1311,通过衔接斜面1311进行缓冲防止压铸材料一次性大量流入至零件模型部132,这样能够进一步确保锁紧柱塞3的质量和美观度。零件模型部132用于形成产品的结构,产品为锁紧柱塞3,锁紧柱塞3的结构如图4所示,并且锁紧柱塞3通过锌合金压铸而成。零件模型部132上还设置有零件顶杆通孔1321,通过零件顶杆通孔1321便于在压合时使用于定位的模型部顶杆进入,防止压铸材料流出,并且在压铸完成开模时使模型部顶杆方便将成型的锁紧柱塞3的顶出。排渣部133的下部与零件模型部132的顶部相连通,排渣部133的下部呈倒三角形状的排渣槽1331,通过排渣槽1331便于使多余的渣料缓缓流入至排渣槽1331内,从而进一步确保压铸材料的美观度。排渣部133的上部设置有排渣顶杆通孔1332,且排渣槽1331与排渣顶杆通孔1332相连通,通过排渣顶杆通孔1332便于排渣槽1331内的渣料固化后通过排渣顶杆将其顶出。
27.锁紧柱塞3的结构如图4所示。
28.综上所述,该汽车锁紧柱塞压铸模具的优点是提升锁紧柱塞3的压铸效率和压铸效果。
29.虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员,在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1