一种磁控溅射镀膜线防跑偏真空腔室的制作方法
1.本实用新型涉及磁控溅射真空镀膜玻璃生产设备技术领域,具体涉及一种磁控溅射镀膜线防跑偏真空腔室。
背景技术:
2.真空镀膜技术近年来发展迅速,从最初的蒸发镀到多弧离子镀、磁控溅射技术,设备结构也从单腔室间歇式镀膜机发展到多腔室连续式镀膜生产线,其产品主要应用在消费电子、平板显示、装饰饰品及建筑领域,磁控溅射镀膜生产线作为目前主流的真空镀膜生产设备,由于其终端产品的多样性及近年来国家相关节能政策的支持,得到了广阔的应用以及有着非常乐观的发展前景。
3.磁控溅射镀膜玻璃生产线主要由多个真空腔室拼接而成,为实现连续生产的功能及保持镀膜腔室内稳定的高真空环境,生产线前后腔室主要设计目的为实现真空缓冲功能,我们也把这部分腔室称之为进出片室、缓冲室以及过渡室,镀膜原片经过清洗后,依次进入这些腔室内,为保证高效的生产效率,玻璃会频繁的加减速以保证快速的进入镀膜腔室,而频繁的加减速会导致玻璃存在跑偏的风险,一旦出现此问题将直接造成玻璃原片在腔室内碰撞损坏,以至于用户不得不中断生产来处理此问题,造成较大的经济损失。
技术实现要素:
4.为了解决上述问题,本实用新型提供了一种磁控溅射镀膜线防跑偏真空腔室。
5.本实用新型采用了如下技术方案:
6.一种磁控溅射镀膜线防跑偏真空腔室,包括真空腔箱体,真空腔箱体内设有机架,机架上连接一组水平设置的输送辊道,其特征在于:所述输送辊道的轴向两边侧分别设有一组沿输送方向设置的矫正辊,每组矫正辊均连接在机架上,且矫正辊的轴线竖直设置。
7.进一步地,所述矫正辊包括轴承和套在轴承外圈上的辊套,轴承内圈连接固定轴,固定轴通过螺纹与机架连接。
8.进一步地,所述固定轴包括一体式连接的第一轴段和第二轴段,第一、第二轴段的轴线平行且不共线,第一轴段与轴承内圈连接,第二轴段为螺杆;所述机架上设有第二轴段对应的螺纹孔,第二轴段连接在螺纹孔上并通过锁紧螺母将其锁紧固定在机架上。
9.进一步地,所述第一轴段顶端通过螺钉连接用于轴承轴向限位的档盖。
10.进一步地,所述档盖周侧设有一对用于扳手工具夹持的平面。
11.进一步地,所述辊套为尼龙辊套。
12.相比于现有技术,本实用新型具的有益效果:
13.1、本方案在输送辊道的两侧分别设有一组矫正辊,通过矫正辊的限位及导向功能,在矫正辊受碰后被动转动,对玻璃基板进行纠偏,起到防跑偏作用。
14.2、矫正辊的固定轴采用偏心轴结构,实现对轴承的相对位置进行微调,以保证同侧的矫正辊辊面均对齐,有利于提高玻璃基板的防跑偏效果。
附图说明
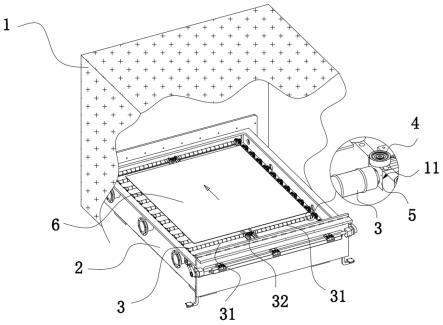
15.图1是本实用新型实施例的结构示意图;
16.图2是本实用新型实施例中矫正辊的结构示意图。
17.附图标记说明:1、真空腔箱体;11、安装槽;2、机架;3、输送辊道;31、辊道单元;32、联轴器;4、矫正辊;41、轴承;42、辊套;43、固定轴;431、第一轴段;432、第二轴段;44、档盖;45、锁紧螺母;5、带座轴承;6、玻璃基板。
具体实施方式
18.为使本实用新型更加清楚明白,下面结合附图对本实用新型的一种磁控溅射镀膜线防跑偏真空腔室进一步说明,此处所描述的具体实施例仅用于解释本实用新型,并不用于限定本实用新型。
19.如图1所示,一种磁控溅射镀膜线防跑偏真空腔室,包括真空腔箱体1,真空腔箱体1内设有框架形的机架2,机架2为承载件,用于支撑上方的零部件。在机架2上部的两侧边上分别沿其长度方向均布一组安装槽11,安装槽11固定连接带座轴承5,相对侧的带座轴承5同轴设置,且该对带座轴承5上共同连接一个输送辊道3,输送辊道3呈水平设置,通过驱动同步带轮实现该组输送辊道3的同步转动。考虑到镀膜基板的宽度较宽,此处的输送辊道3可以为组合件,例如图示中由两个辊道单元31通过联轴器32串联形成一个输送辊道3,且两个辊道单元31靠近联轴器32的端侧均可转动支撑在机架2上,以形成较好的受力形式。
20.在输送辊道3的轴向两边侧分别设有一组沿输送方向设置的矫正辊4,每组矫正辊4均连接在机架2上,且矫正辊4的轴线竖直设置。沿着输送方向看,每组矫正辊4的内侧辊面边缘对齐。此处需要说明的是,矫正辊4可以直接连接在机架2上,也可以通过带座轴承5间接连接在机架2上。
21.如图2所示,所述矫正辊4包括轴承41和套在轴承外圈上的辊套42,轴承41采用深沟球轴承,辊套42采用尼龙辊套以减缓撞击力。轴承41的内圈连接在固定轴43上。固定轴43的具体结构为:包括一体式连接的第一轴段431和第二轴段432,通过机械加工成型。第一、第二轴段的轴线平行且不共线,形成偏心结构,二者轴线之间设有一段微小距离,此距离根据矫正辊4的制造和安装而引起的位置误差设定,一般为2-5mm。第一轴段431为圆柱光轴,其与轴承41内圈连接,轴端略低于轴承41端面,第一轴段431顶端通过螺钉连接档盖44,档盖44用于轴承41的轴向限位。第二轴段432为螺杆,且螺杆上配合有锁紧螺母45。所述机架2上设有第二轴段432对应的螺纹孔,第二轴段432连接在螺纹孔中,通过旋转锁紧螺母45,使锁紧螺母45端面与机架2上表面抵紧形成防松锁紧结构。
22.在矫正辊4安装时,首先将轴承41安装在固定轴43上、档盖44压紧在轴承41上,固定轴43上旋入锁紧螺母45;然后将矫正辊4整体拧入机架2上;再然后,通过偏心轴结构调整矫正辊4辊面的相对位置,即通过转动固定轴43,使第一轴段431绕着第二轴段432相对转动,第一轴段431与第二轴段432在垂直于输送方向上的相对距离发生变化,从而保证每组矫正辊4的内侧辊面边缘对齐;最后,通过锁紧螺母45旋转与机架2上表面抵紧形成锁紧。其中为了方便固定轴43转动微调,档盖44周侧设有一对用于扳手工具夹持的平面(图中未示)。由于档盖44与固定轴43通过螺钉相对固定,扳手的扭力远小于螺钉的紧固力,当扳手工具作用在档盖44时,不会使档盖44与固定轴43发生相对转动。
23.本装置的使用过程:当玻璃基板6即将进入真空腔箱体1时,输送辊道3开始加速,玻璃基板6进入真空腔箱体1内并达到第一指定位置后,输送辊道3开始减速,直至玻璃基板6完全停止在第二指定位置。在整个输送过程中,由于输送辊道3的加速度较大及瞬间减速较快,玻璃基板如果因某种意外情况就会发生些许偏斜,例如遇到辊道胶圈磨损不均、摩擦系数选择不合适等其他意外因素,此时将可能会发生跑偏现象,玻璃基板在发生跑偏后将会先接触到输送辊道3两侧密集排布的矫正辊4,矫正辊4在玻璃基板的推动下被动转动,并对玻璃基板导向纠偏,对玻璃基板进行位置矫正,避免发生因玻璃基板持续跑偏而出现较大的位置偏差,使其与真空腔箱体内壁或门阀通道发生碰撞。
24.总的来说,本实用新型结构简单,矫正辊的位置误差便于调节消除;玻璃基板在输送时能自行矫正位置,防止玻璃基板发生碰撞,避免了由此带来的经济损失。
25.本实用新型的上述实施例仅仅是为清楚地说明本实用新型所作的举例,而并非是对本实用新型的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而这些属于本实用新型的实质精神所引伸出的显而易见的变化或变动仍属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1