一种可监控喷铝厚度的镀铝装置的制作方法
1.本实用新型涉及镀铝设备技术领域,具体涉及一种可监控喷铝厚度的镀铝装置。
背景技术:
2.防伪镭射膜生产工艺过程分为涂布、模压、镀铝、分条工序等,最终得到防伪镭射膜。涂布工序是在pet膜涂布转移层,用以承载镭射信息,模压工序则是通过模压版将镭射信息复制到pet膜的涂布层上,通过镀铝工序在模压过的转移涂料表面镀上铝层,最后经过分条工序裁切为所需要的尺寸。在众多生产工序中镀铝工序尤为重要,铝层的厚薄、均匀度、真空度对镭射效果的呈现影响很大,尤其是转移后眼观色相,对后续印品有极大影响。目前pet膜的镀铝的铝层控制主要是通过镀铝设备电流、速度的设定,然后辅助肉眼观察,通过观察窗观察铝层厚度变化,再通过控制器来调整镀铝设备的真空压力、pet膜的镀铝速度和蒸汽铝的流速。这种方法因操作人员的经验不同容易出现偏差,导致产品质量不稳定。且现有的真空镀铝设备在打开真空盖时不便移动真空盖,使操作人员及时上料和取料,影响镀铝设备的加工效率。
技术实现要素:
3.鉴于现有技术中的上述缺陷或不足,期望提供一种可监控喷铝厚度的镀铝装置。
4.根据本技术实施例提供的技术方案,一种可监控喷铝厚度的镀铝装置,包括机头和监控组件,所述监控组件安装在所述机头上,密封盖与所述机头连接,所述机头安装在工作台上,所述工作台上设置有滑槽,所述密封盖底端安装的滑块与滑槽卡接,且所述滑块上安装有移动机构,所述机头上安装有放卷轴、所述监控组件、导辊、收卷轴和蒸发舟组,所述蒸发舟组安装在所述机头底端,控制柜通过连接线与所述机头连接。
5.本实用新型中,所述监控组件包括照明灯a、透光检测器a、照明灯b和透光检测器b,照明灯a与照明灯b与pet膜连接,透光检测器a和透光检测器b与照明灯a与照明灯b呈对称状安装在所述机头上。
6.本实用新型中,所述透光检测器a和所述透光检测器b结构相适,且所述透光检测器a和所述透光检测器b电联所述控制柜。
7.本实用新型中,pet膜穿过所述照明灯a与所述透光检测器a连接处和所述照明灯b与所述透光检测器b连接处,所述导辊安装在所述收卷辊与所述放卷辊底端,所述导辊安装在所述蒸发舟组两侧。
8.本实用新型中,所述移动机构包括齿条、导轨、齿轮a、齿轮b和电机a,电机a通过转轴与齿轮b连接,齿轮b与齿轮a啮合,齿轮a与齿条啮合,齿条穿过所述滑块上移动槽,导轨安装在所述滑块上移动孔内。
9.本实用新型中,所述齿条与所述导轨安装在所述工作台上所述滑槽内。
10.本实用新型中,所述机头上设置有密封槽,所述密封盖与密封槽卡接。
11.综上所述,本技术的有益效果:
12.一、监控组件,通过在机头上设置监控组件,使监控组件上的透光检测器a和透光检测器b电联控制柜,使机头上的放卷轴在电机带动下转动,对pet膜进行放卷,放卷的pet膜经过导辊的导引穿过监控组件上照明灯a与透光检测器a连接处,对未进行镀铝的pet膜进行透光值检测,检测后获取的透光值传送给控制柜,pet膜经过导辊的导引下进入蒸发舟组进行镀铝,镀铝后经过导辊的导引穿过监控组件上照明灯b与透光检测器b连接处,透光检测器b对镀铝后的pet膜进行透光检测,获取透光值,传输给控制柜,控制柜进行透光值对比后获取镀铝厚度,当发现对比浮动较大时,控制柜调整镀铝设备的真空压力、收放卷轴的转速和蒸汽铝的流速,调整pet膜的镀铝厚度,保证镀铝的厚度一致且提高质量;
13.二、移动机构,通过在工作台上滑槽内设置移动机构,使移动机构安装在密封盖底端的滑块上,使滑块内的电机a启动后,带动齿轮b转动,使齿轮b啮合的齿轮a转动,使与齿条啮合的齿轮a带动滑块在齿条和导轨上移动,使滑块连接的密封盖在滑槽内移动,便于密封盖与机头上密封槽连接和打开,避免施工人员在机头上收放卷轴上上下料时,不便打开真空密封盖,影响镀铝设备的加工效率。
附图说明
14.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
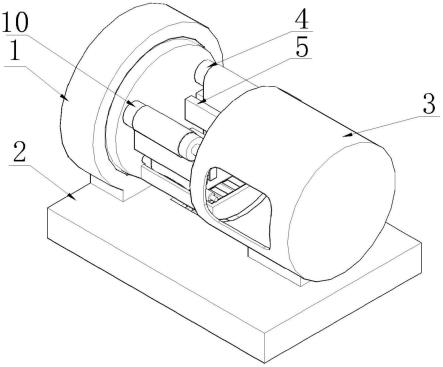
15.图1为本实用新型前视整体结构示意图;
16.图2为本实用新型后视整体结构示意图;
17.图3为本实用新型分解结构示意图;
18.图4为本实用新型监控组件连接结构示意图;
19.图5为本实用新型镀铝pet膜的镀铝绕行结构示意图;
20.图6为本实用新型移动机构结构示意图;
21.图7为本实用新型pet膜镀铝厚度监控流程图。
22.图中标号:机头-1、密封槽-1.1、工作台-2、滑槽-2.1、密封盖-3、滑块-3.1、放卷轴-4、照明灯a-5、透光检测器a-6、导辊-7、照明灯b-8、透光检测器b-9、收卷轴-10、控制柜-11、移动机构-12、齿条-12.1、齿轮a-12.3、齿轮b-12.4、电机a-12.5、导轨-12.2、蒸发舟组-13、连接线-14。
具体实施方式
23.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与发明相关的部分。
24.需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本技术。
25.如图1和图2所示,一种可监控喷铝厚度的镀铝装置,监控组件安装在机头1上,机头1上设置有密封槽1.1,密封盖3与密封槽1.1卡接,机头1安装在工作台2上,工作台2上设置有滑槽2.1,密封盖3底端安装的滑块3.1与滑槽2.1卡接,且滑块3.1上安装有移动机构12,机头1上安装有放卷轴4、监控组件、导辊7、收卷轴10和蒸发舟组11,蒸发舟组10安装在
机头1底端,控制柜11通过连接线14与机头1连接。
26.如图4和图5所示,在对pet膜进行镀铝过程中,监控组件包括照明灯a5、透光检测器a6、照明灯b8和透光检测器b9,照明灯a4与照明灯b8与pet膜连接,透光检测器a6和透光检测器b9与照明灯a5与照明灯b8呈对称状安装在机头1上,透光检测器a6和透光检测器b9结构相适,且透光检测器a6和透光检测器b9电联控制柜11,pet膜穿过照明灯a5与透光检测器a6连接处和照明灯b8与透光检测器b9连接处,导辊7安装在收卷辊4与放卷辊10底端,导辊7安装在蒸发舟组13两侧。
27.如图5和图7所示,在对pet膜进行镀铝过程中,机头1上设置监控组件,监控组件上的透光检测器a6和透光检测器b9电联控制柜11,使机头1上的放卷轴4在电机带动下转动,对pet膜进行放卷,放卷的pet膜经过导辊7的导引穿过监控组件上照明灯a5与透光检测器a6连接处,对未进行镀铝的pet膜进行透光值检测,检测后获取的透光值传送给控制柜11,pet膜经过导辊7的导引下进入蒸发舟组13进行镀铝,镀铝后经过导辊7的导引穿过监控组件上照明灯b8与透光检测器b9连接处,透光检测器b对9镀铝后的pet膜进行透光检测,获取透光值,传输给控制柜11,控制柜11进行透光值对比后获取镀铝厚度,当发现对比浮动较大时,控制柜11调整镀铝设备的真空压力、收放卷轴的转速和蒸汽铝的流速,调整pet膜的镀铝厚度,保证镀铝的厚度一致且提高质量,相较于传统喷铝工艺本技术,本实用新型不再依靠传统的施工人员靠经验、肉眼观察等对喷铝厚度进行控制,而是通过透光值对比度的变化将对铝层厚度的调整具体化、数字化,从而达到对铝层厚度精准控制。
28.如图3和图6所示,在对镀铝设备进行上下料过程中,移动机构12电机a12.5通过转轴与齿轮b12.4连接,齿轮b12.4与齿轮a12.3啮合,齿轮a12.3与齿条12.1啮合,齿条12.1穿过滑块3.1上移动槽,导轨12.2安装在滑块3.1上移动孔内,齿条12.1与导轨12.2安装在工作台2上滑槽2.1内;通过在工作台2上滑槽2.1内设置移动机构12,使移动机构12安装在密封盖3底端的滑块3.1上,使滑块3.1内的电机a12.5启动后,带动齿轮b12.4转动,使齿轮b12.4啮合的齿轮a12.3转动,使与齿条12.1啮合的齿轮a12.3带动滑块3.1在齿条12.1和导轨12.2上移动,使滑块3.1连接的密封盖3在滑槽2.1内移动,便于密封盖3与机头1上密封槽1.1连接和打开,避免施工人员在机头1上收放卷轴上上下料时,不便打开真空密封盖3,影响镀铝设备的加工效率。
29.以上描述仅为本技术的较佳实施例以及对所运用技术原理等方案的说明。同时,本技术中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离所述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本技术中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1