一种冲压模具导套用打磨装置的制作方法
1.本实用新型涉及冲压模具领域,特别涉及一种冲压模具导套用打磨装置。
背景技术:
2.模具导套本体又称高力黄铜轴承,是在高力黄铜的基体上,镶嵌石墨或固体润滑剂的一种高性能固体润滑产品,它突破了一般轴承依靠油膜润滑的局限性,在使用过程中,通过摩擦热使固体润滑与轴摩擦,形成油、粉末并存润滑的优异条件,即保护轴不磨损,又使固体润滑特性永恒,冲压模具中的导柱和导套本体最主要的功能是导向,在冷冲模中用于保护冲头,凹模,提高冷冲模的精度,延长模具的使用寿命,因此对模具导套本体的需求日益增长。
3.例如,在专利cn215965884u中就提到了一种具有防滑效果的冲压模具导套,包括导柱和导套本体,所述导套本体内侧壁固定连接有光滑耐磨层,所述导套本体表面开设有均匀排布的散热孔,所述导柱与导套本体相契合,所述导柱底部固定连接有环板,所述环板上表面安装有缓冲弹簧。
4.上述的结构中的导套本体在进行加工时,需要加工出若干的散热孔,一般的散热孔的加工方式都是采用的钻孔的方式,在钻孔后,导套本体上位于各个散热孔处不可避免的会产生一些飞边、毛刺等现象,此时需要对导套本体的外壁进行打磨,以消除这些飞边、毛刺。现有的打磨加工采用的是人工打磨的方式,即由人手持打磨机来对导套本体进行打磨,这样打磨方式人工劳动强度大,而且一次只能实现对一个导套本体的打磨,工作效率不高。
技术实现要素:
5.本实用新型要解决的技术问题是提供一种能够方便对冲压模具导套进行打磨且效率快的冲压模具导套用打磨装置。
6.为解决上述技术问题,本实用新型的技术方案为:一种冲压模具导套用打磨装置,其创新点在于:包括
7.一装夹组件,所述装夹组件包括装夹支架以及安装在装夹支架上的装夹轴,所述装夹轴水平设置,并由安装在装夹支架上的电机驱动进行转动,所述装夹轴的两侧分别连接有第一夹紧板、第二夹紧板,第一夹紧板固定在装夹轴上,在第二夹紧板上开有容装夹轴嵌入的凹槽,所述第二夹紧板由安装在装夹支架上的驱动缸驱动靠近或远离第一夹紧板,且第二夹紧板与驱动缸之间活动连接;
8.一打磨组件,所述打磨组件包括一打磨支架,在打磨支架上安装有一打磨输送带,该打磨输送带由安装在打磨支架上的打磨电机驱动进行工作,且打磨输送带由水平移动机构驱动靠近或远离装夹轴。
9.进一步的,所述装夹轴的圆周外壁上还设置有若干并列分布的凸点。
10.进一步的,所述装夹轴靠近第二夹紧板的一侧还设置有导向段,所述导向段呈圆
台状,且导向段尺寸大的底面与装夹轴相固定,导向段尺寸小的底面的尺寸小于第二夹紧板上的通孔的尺寸。
11.进一步的,所述第二夹紧板与驱动缸之间的连接为:在第二夹紧板的一侧开有一安装槽,该安装槽呈t字形状,在驱动缸的活塞杆的顶端还连接有一嵌入安装槽内的安装块,所述安装块也呈t字形状,在安装块与安装槽之间还设置有平面轴承。
12.进一步的,所述水平移动机构为:打磨支架由上下分布的第一支架、第二支架共同组成,打磨输送带安装在第一支架上,在第二支架上安装有一对并列分布的移动导轨,在第一支架的底端安装有与移动导轨相配合使用的移动滑块,所述第一支架由安装在第二支架上的驱动缸驱动沿着移动导轨进行水平移动,从而带动打磨输送带靠近或远离装夹轴。
13.本实用新型的优点在于:本实用新型中,通过装夹组件与打磨组件的共同配合,从而能够实现对冲压模具导套的自动打磨,无需再由人工打磨,减少了人工劳动;而通过装夹轴、第一夹紧板、第二夹紧板的配合,一次可以装夹多个冲压模具导套,再通过打磨输送带的配合,从而一次可以对多个冲压模具导套进行打磨,大大提高了打磨效率。
14.装夹轴的圆周外壁上的凸点设计,则是为了在对冲压模具导套进行装夹时,能够对冲压模具导套与装夹轴之间起到一个辅助固定的作用,降低冲压模具导套与装夹轴之间出现相对转动的概率,保证打磨效果。
15.装夹轴上的导向段的设计,则是为了在对第二夹紧板进行移动时,能够对第二夹紧板起到一个导向的作用,以使得第二夹紧板能够顺利的移动至装夹轴上。
16.第二夹紧板与驱动缸之间的连接采用t字形状的安装槽配合t字形状的安装块,从而实现了第二夹紧板与驱动缸之间的连接,再配合平面轴承的设计,使得第二夹紧板能够相对于驱动缸进行转动,实现在对冲压模具导套夹紧的基础上,又不影响冲压模具导套的转动。
附图说明
17.下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
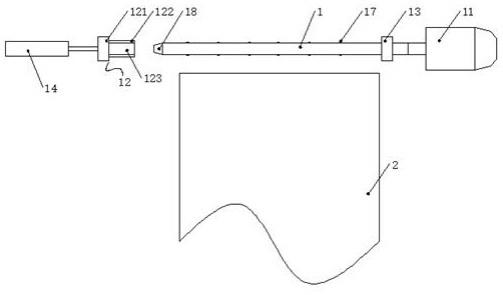
18.图1为本实用新型的冲压模具导套用打磨装置的示意图。
19.图2为本实用新型中第二夹紧板与驱动缸的连接示意图。
20.图3为本实用新型中水平移动机构的示意图。
具体实施方式
21.下面的实施例可以使本专业的技术人员更全面地理解本实用新型,但并不因此将本实用新型限制在所述的实施例范围之中。
22.如图1-图3所示的一种冲压模具导套用打磨装置,包括
23.一装夹组件,装夹组件包括装夹支架以及安装在装夹支架上的装夹轴1,装夹轴1水平设置,装夹轴1的一侧通过轴承与轴承座的配合安装在装夹支架上,且装夹轴1的该侧由安装在装夹支架上的电机11驱动进行转动,装夹轴1的另一侧悬空,不与装夹支架连接。
24.在装夹轴1的圆周外壁上还设置有若干并列分布的凸点17,凸点17呈弧形状,且凸点17采用弹性材料制成。对于装夹轴1的圆周外壁上的凸点17设计,则是为了在对冲压模具导套进行装夹时,能够对冲压模具导套与装夹轴之间起到一个辅助固定的作用,降低冲压
模具导套与装夹轴1之间出现相对转动的概率,保证打磨效果。
25.在装夹轴1的两侧分别连接有第一夹紧板13、第二夹紧板12,第一夹紧板13固定在装夹轴1上,并随着装夹轴1进行转动,第二夹紧板12由第一分段121、第二分段122共同连接而成,在第二夹紧板12的第二分段122上开有容装夹轴1嵌入的凹槽123,第二夹紧板12由安装在装夹支架上的驱动缸14驱动靠近或远离第一夹紧板13,且第二夹紧板12与驱动缸14之间活动连接,驱动缸14为气缸。
26.如图2所示的示意图可知,第二夹紧板12与驱动缸14之间的连接为:在第二夹紧板12的第一分段121的一侧开有一安装槽,该安装槽呈t字形状,在驱动缸14的活塞杆的顶端还连接有一嵌入安装槽内的安装块15,安装块15也呈t字形状,在安装块15与安装槽之间还设置有平面轴承16,平面轴承16一共有两个,分别位于安装块15的两侧,且两个平面轴承16的外侧分别与安装槽的两个内侧壁相贴合。对于第二夹紧板12与驱动缸14之间的连接采用t字形状的安装槽配合t字形状的安装块15,从而实现了第二夹紧板12与驱动缸14之间的连接,再配合平面轴承16的设计,使得第二夹紧板12能够相对于驱动缸14进行转动,实现在对冲压模具导套夹紧的基础上,又不影响冲压模具导套的转动。
27.在装夹轴1靠近第二夹紧板12的一侧还设置有导向段18,导向段18呈圆台状,且导向段18尺寸大的底面与装夹轴相固定,导向段18尺寸小的底面的尺寸小于第二夹紧板12上的通孔的尺寸。装夹轴1上的导向段18的设计,则是为了在对第二夹紧板12进行移动时,能够对第二夹紧板12起到一个导向的作用,以使得第二夹紧板12能够顺利的移动至装夹轴1上,同时导向段18也能够在冲压模具导套套装的时候起到一定的导向的作用,方便冲压模具导套的套装。
28.一打磨组件,打磨组件包括一打磨支架,在打磨支架上安装有一打磨输送带2,该打磨输送带2由安装在打磨支架上的打磨电机驱动进行工作,且打磨输送带2由水平移动机构驱动靠近或远离装夹轴1。
29.如图3所示的示意图可知,水平移动机构为:打磨支架由上下分布的第一支架21、第二支架22共同组成,打磨输送带2安装在第一支架上,在第二支架22上安装有一对并列分布的移动导轨23,移动导轨23沿着打磨支架、装夹轴1的分布方向延伸,在第一支架21的底端安装有与移动导轨23相配合使用的移动滑块24,第一支架21由安装在第二支架22上的驱动缸25驱动沿着移动导轨进行水平移动,从而带动打磨输送带2靠近或远离装夹轴,在本实施例中,驱动缸25为气缸。
30.工作原理:在对冲压模具导套进行打磨时,首先,将需要打磨的冲压模具导套依次套装在装夹轴1上,并在套装后,由驱动缸14驱动第二夹紧板12向第一夹紧板13的方向移动,使得装夹轴1的一侧嵌入第二分段122的凹槽123内,利用第二夹紧板12与第一夹紧板13的共同配合实现对冲压模具导套的夹紧,在夹紧后,再由驱动缸25驱动第一支架21沿着移动导轨23进行水平移动,使得打磨输送带2的端部贴合冲压模具导套,装夹轴1开始转动,带动所有的冲压模具导套进行转动,同时,打磨输送带2也开始工作,对旋转中的所有的冲压模具导套进行同时打磨,去除冲压模具导套上的飞边、毛刺,只需一次打磨即可对多个冲压模具导套进行打磨,非常的方便。
31.本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,
本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1