一种铜合金红锭铸造机的制作方法
1.本实用新型涉及铸造机领域,尤其涉及一种铜合金红锭铸造机。
背景技术:
2.铜合金的铸造分为两个过程:一次结晶与二次冷却,一次结晶主要是高温液态铜液经过一次冷却水在一定压力下实现表层凝壳的过程,二次冷却主要是一次凝壳后的铜锭在二次水的极冷条件下实现液穴深度不断减少直至消失的过程,铜液经过两次冷却后变成铜锭,实现了铸造牵引。目前的铜合金铸造中,在水质一定条件下,整体流量受到限制,进而影响了高速铸造状态下的冷却效果。为此,我们提出一种铜合金红锭铸造机。
3.本背景技术部分中公开的以上信息仅用于理解本发明构思的背景技术,并且因此,它可以包含不构成现有技术的信息。
技术实现要素:
4.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种铜合金红锭铸造机。
5.为了实现上述目的,本实用新型采用了如下技术方案:
6.一种铜合金红锭铸造机,包括工作台和液压缸,所述工作台和液压缸设置在铸造井内,铸造井通过浇筑成型,工作台顶端设置有导轨,导轨间滑动设置升降台,升降台顶端设置有引锭架,液压缸伸缩部顶端贯穿工作台与升降台底端相连接,导轨顶端设置有振动平移小车,振动平移小车顶部设置有结晶器,振动平移小车外壁设置有水冷壁保护层,振动平移小车外壁与水冷壁保护层之间形成腔体,且腔体内振动平移小车外壁设置螺纹状凸起,螺纹状凸起在腔体内形成螺纹水道。
7.优选的,所述振动平移小车一侧设置有进水管,振动平移小车另一侧设置有出水管,进水管和出水管与螺纹水道相连通。
8.优选的,所述导轨内设置有可以进行通水保护的铜管。
9.优选的,所述结晶器一侧设置有应急进水管,应急进水管嵌入设置有应急阀门。
10.优选的,所述结晶器的入口通过第一阀门与进水管相连通,铸造井壁和导轨内铜管的入口通过第二阀门连接应急阀门,铸造井壁和导轨内铜管的入口嵌入设置有第三阀门。
11.优选的,所述振动平移小车下方吊装设置有环形水冷环,环形水冷环内侧设置有若干个喷嘴。
12.本实用新型的有益效果是:
13.本实用新型中,振动平移小车的水冷壁内设置了螺纹状凸起,增大热交换面积,有效保证冷却效果,此外水循环管路的设计一方面延长结晶器、振动平移小车、冷却壁及导轨的使用寿命,另一方面使得该设计可同时满足红锭和湿式铸造工艺的冷却效果需求。
附图说明
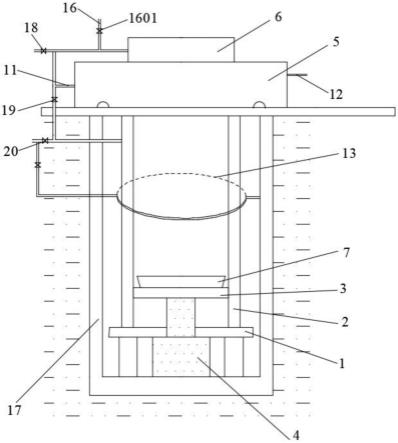
14.图1为本实用新型提出的一种铜合金红锭铸造机的结构示意图;
15.图2为本实用新型提出的一种铜合金红锭铸造机的振动平移小车水冷壁剖面示意图;
16.图3为本实用新型提出的一种铜合金红锭铸造机的环形水冷环结构示意图;
17.图4为本实用新型提出的一种铜合金红锭铸造机的导轨的剖面示意图。
18.图中:1工作台、2导轨、201铜管、3升降台、4液压缸、5振动平移小车、6结晶器、7引锭架、8水冷壁保护层、9螺纹状凸起、10腔体、11进水管、12出水管、13环形水冷环、14喷嘴、15螺纹水道、16应急进水管、1601应急阀门、17铸造井、18第一阀门、19第二阀门、20第三阀门。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
20.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
21.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
22.参照图1-4,一种铜合金红锭铸造机,包括工作台1和液压缸4,工作台1和液压缸4设置在铸造井17内,铸造井17通过浇筑成型,工作台1顶端设置有导轨2,导轨2间滑动设置升降台3,升降台3顶端设置有引锭架7,液压缸4伸缩部顶端贯穿工作台1与升降台3底端相连接,导轨2顶端设置有振动平移小车5,振动平移小车5顶部设置有结晶器6;
23.通过该设计,液压缸4伸出将引锭架7升高至最顶部,振动平移小车5移至引锭架7正上方工作区,向结晶器6倒浇铸液,冷却水系统开启,液压缸4按照设定的程序向下缓慢的下降,从而完成连续的浇铸,液压缸4回至设定的位置后,停止浇铸,等待冷却完成后,推开振动平移小车5,液压缸4升起,取走铸锭。
24.振动平移小车5外壁设置有水冷壁保护层8,振动平移小车5外壁与水冷壁保护层8之间形成腔体10,且腔体10内振动平移小车5外壁设置螺纹状凸起9,螺纹状凸起9在腔体10内形成螺纹水道15;
25.在其他实施例中,振动平移小车5一侧设置有进水管11,振动平移小车5另一侧设置有出水管12,进水管11和出水管12与螺纹水道15相连通;
26.通过该设计,螺纹状凸起9增大热交换面积,有效保证冷却效果,而且水流在螺纹水道15旋转可以带走产生的水垢,防止水垢的聚集。
27.在其他实施例中,导轨2内设置有可以进行通水保护的铜管201,结晶器6的入口通过第一阀门18与进水管11相连通,铸造井17壁和导轨内铜管201的入口通过第二阀门19连接应急阀门1601,铸造井17壁和导轨内铜管201的入口嵌入设置有第三阀门20;
28.通过该设计,进行冷却时,开启第一阀门18对振动平移小车5和结晶器6采用净水冷却,冷却后通过管路直接连接至工厂净水循环,同时开启第三阀门20对铸造井壁和主导轨采用浊水冷却,通过管路直接送至工厂浊水循环,完成红锭铸造工艺的冷却。
29.在其他实施例中,振动平移小车5下方吊装设置有环形水冷环13,环形水冷环13内侧设置有若干个喷嘴14;
30.通过该设计,喷嘴14通过浊水喷淋对铸锭进行冷却,并通过泵送至工厂浊水循环,满足湿式铸造工艺冷却需求。
31.在其他实施例中,结晶器6一侧设置有应急进水管16,应急进水管16嵌入设置有应急阀门1601;
32.进水端总管配有温度传感器、压力传感器和流量计,通过该设计,当进水压力低于警戒压力时系统自动报警,并根据实际流量来判断是否启动应急水装置以及是否启动应急铸造程序。
33.本实施例中,振动平移小车5的水冷壁内设置了螺纹状凸起9,增大热交换面积,有效保证冷却效果,而且水流在螺纹水道15旋转可以带走产生的水垢,防止水垢的聚集,此外水循环管路的设计一方面延长结晶器6、振动平移小车5、冷却壁及导轨2的使用寿命,另一方面使得该设计可同时满足红锭和湿式铸造工艺的冷却效果需求。
34.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1