一种可转位刀片侧压夹具的制作方法
1.本实用新型涉及自动化加工技术领域,尤其涉及一种可转位刀片侧压夹具。
背景技术:
2.现有的刀片侧压夹具,一般是通过侧压的方式将刀片定位并进行固定,同时要将被磨削的位置露出来,方便对刀片进行磨削加工。然而,这类夹具存在以下问题:
3.1、此类型夹具由于刀片底部悬空导致刚性不足,在磨削过程中容易出现震刀和让刀的情况,导致刀片精度不稳定,磨削面质量难以达标,存在多面、光洁度不足、崩刃等问题,无法承受重载切削和快速切削,当切削量大的时候,必须慢速切削,或者分刀进行切削,这个问题导致刀片的生产质量和生产效率都达不到要求。
4.2、当对夹具上的定位片进行拆装后,需要对刀片再次进行对刀,否则容易发生撞机的情况,因为定位片的安装没有进行相应对的位置定位,安装后的尺寸最大可以出现1mm的偏差值,因此必须重复调机,大大增加了调机的时间,极大增加了设备空置时间,并且会占用更多的人工时间。
5.3、此类型夹具分为左手刀与右手刀两种类型,用户需要根据其所使用的刀片选配相应的类型的夹具。但是如果用户所采用的刀具包含两种类型,配置两款相似的夹具成本较高,空置率也相对较高。而如果用户因成本问题而只采用一种类型的夹具对不同刀具进行装夹,则会导致有款刀具在进行定位时基准面与原基准面相反,大大降低了刀片的生产加工精度。
6.4、现有夹具的上表面高于刀片的上表面,使得刀具在加工过程中极易产生干涉,即使刀片装夹部分低于刀片上表面,但是后端部分仍然存在干涉问题,导致部分刀具无法通过此类型的夹具进行夹持固定。
7.上述问题如果不能加以解决,则会严重影响使用效果以及加工效率。
8.因此,现有技术存在缺陷,需要改进。
技术实现要素:
9.本实用新型的目的是克服现有技术的不足,提供一种可转位刀片侧压夹具。
10.本实用新型的技术方案如下:提供一种可转位刀片侧压夹具,包括:夹具垫块、设置于所述夹具垫块上的夹具机构、以及设置于所述夹具机构上的定位片,所述夹具机构为上下对称结构,所述夹具机构的上表面与下表面均可与夹具垫块连接,所述夹具机构包括:设置于所述夹具垫块上的夹具主体、设置于所述夹具主体一端的气缸、与所述气缸的输出端连接的楔形夹紧块、与所述楔形夹紧块的楔形面活动接触的滚子随动器、与所述滚子随动器铰接的夹紧出力杆、以及设置于所述夹紧出力杆上的刀片压头,所述夹紧出力杆的一端铰接于滚子随动器上,所述夹紧出力杆的另一端与刀片压头连接,所述夹紧出力杆通过转轴铰接于夹具主体上,所述夹具主体远离气缸的一端设置有定位台,所述定位台对应定位片设置有两个固定位,两个所述固定位分别设置于靠近定位台顶面与底面的位置,所述
定位片的定位面为刀片仿形的结构从而形成刀片放置位,所述定位片设置于刀片压头与定位台之间,所述定位片的上表面高于夹具主体的上表面。
11.进一步地,所述夹具主体对应楔形夹紧块以及滚子随动器设置有通道,所述楔形夹紧块与滚子随动器在通道内活动接触。
12.进一步地,所述夹具主体上设置有弹簧固定件,所述弹簧固定件内设置有压缩弹簧,所述夹紧出力杆对应压缩弹簧设置有弹簧槽,所述压缩弹簧的一端与弹簧固定件连接,所述压缩弹簧的另一端设置于弹簧槽内。
13.进一步地,所述固定位上设置有定位垫片,所述定位片、定位垫片以及固定位上对应设置有若干连接孔,通过螺丝或销钉穿过连接孔从而将定位垫片以及定位片依次设置于固定位上。
14.进一步地,所述定位台对应固定位的周边设置有加强筋。
15.进一步地,所述刀片压头设置有若干调节位,所述调节位采用条孔或u型孔,所述夹紧出力杆对应调节位设置有螺纹孔,通过螺丝穿过调节位并锁紧于螺纹孔中以将刀片压头固定于夹紧出力杆上。
16.进一步地,所述气缸的输出端通过浮动接头与楔形夹紧块进行连接。
17.采用上述方案,本实用新型通过将夹具机构设计为上下对称结构,从而通过进行上下翻转,以此在只需更换刀片压头的情况下实现左右手刀片的基准面调换,同时通过定位片为刀片的后方及下方提供定位支撑,以此避免在加工过程中产生震刀或让刀的情况,极大的提高生产效率与良率。
附图说明
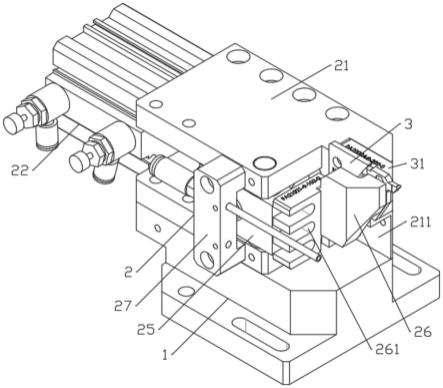
18.图1为本实用新型的结构示意图。
19.图2为夹具机构的剖面图。
20.图3为夹具机构的左视图。
具体实施方式
21.以下结合附图和具体实施例,对本实用新型进行详细说明。
22.请参阅图1至图3,本实用新型提供一种可转位刀片侧压夹具,包括:夹具垫块1、设置于所述夹具垫块1上的夹具机构2、以及设置于所述夹具机构2上的定位片3。所述夹具机构2为上下对称结构,所述夹具机构2的上表面与下表面均可与夹具垫块1连接。所述夹具机构2包括:设置于所述夹具垫块1上的夹具主体21、设置于所述夹具主体21一端的气缸22、与所述气缸22的输出端连接的楔形夹紧块23、与所述楔形夹紧块23的楔形面活动接触的滚子随动器24、与所述滚子随动器24铰接的夹紧出力杆25、以及设置于所述夹紧出力杆25上的刀片压头26。所述夹紧出力杆25的一端铰接于滚子随动器24上,所述夹紧出力杆25的另一端与刀片压头26连接。所述夹紧出力杆25通过转轴251铰接于夹具主体21上。所述夹具主体21远离气缸22的一端设置有定位台211,所述定位台211对应定位片3设置有两个固定位212,两个所述固定位212分别设置于靠近定位台211顶面与底面的位置。所述定位片3的定位面为刀片仿形的结构从而形成刀片放置位,所述定位片3设置于刀片压头26与定位台211之间,所述定位片3的上表面高于夹具主体21的上表面。工作时,气缸22启动并将楔形夹紧
块23推出,从而通过楔形面推动滚子随动器24,使得夹紧出力杆25绕转轴251进行旋转,通过杠杆原理将刀片压头26压紧于定位片3上的刀片4,实现对刀片4的固定。将刀片4放置于定位片3的放置位上,从而在进行加工的过程中,使得刀片4底部以及后方可以受到定位片3的支撑,避免出现震刀或让刀的情况,保证刀片4的加工精度。夹具主体1的上表面低于定位片3的上表面,从而保证在加工的过程中,夹具机构2不会对刀片4的磨削工作造成干涉,因此可以适应更多不同规格的刀片4的磨削加工需求。夹具机构2为上下对称结构,在需要更换左、右手刀时,可以直接将夹具机构2上下翻转180
°
,并更换固定位212进行定位片3的安装,同时变更对应方向的刀片压头26,从而大大缩短的变更夹具的时间成本,同并且只需要更换刀片压头26,因此可以极大的减少材料成本,满足用户的需求。
23.所述夹具主体21对应楔形夹紧块23以及滚子随动器24设置有通道,所述楔形夹紧块23与滚子随动器24在通道内活动接触,以此将楔形夹紧块23与滚子随动器24设置于夹具主体21的内腔体中,以减小夹具机构2的整体外型尺寸,同时避免与其他机构发生干涉。
24.所述夹具主体21上设置有弹簧固定件27,所述弹簧固定件27内设置有压缩弹簧271,所述夹紧出力杆25对应压缩弹簧271设置有弹簧槽252,所述压缩弹簧271的一端与弹簧固定件27连接,所述压缩弹簧271的另一端设置于弹簧槽252内。当气缸22复位时,楔形夹紧块23与滚子随动器24分离,此时在压缩弹簧271的弹性作用下,推动夹紧出力杆25进行复位,从而将刀片压头26与刀片4分离,以便于将刀片4取出。
25.所述固定位212上设置有定位垫片31,所述定位片3、定位垫片31以及固定位212上对应设置有若干连接孔213,通过螺丝或销钉穿过连接孔213从而将定位垫片31以及定位片3依次设置于固定位212上。通过定位垫片31为刀片4的侧面提供定位并且可以作为刀片4加工过程中的基准面,从而保证刀片4的加工精度。同时,当定位垫片31磨损时,可以通过更换的方式,从而以最短的时间完成校正与更换,保证加工效果。通过多个连接孔213对定位垫片31以及定位片3进行固定,以提高定位片3与定位垫片31的稳定性,避免出现震刀或让刀的情况。
26.所述定位台211对应固定位212的周边设置有加强筋214。加强筋214不但起到增加结构刚性的作用,而且可以为定位片3提供定位,当切换产品生产时,更换定位片3只需紧靠加强筋214,因此定位片3的安装可以做到很高的重复装夹进度,无需进行对刀就可以进行生产加工,大大的节约了调机时间。
27.所述刀片压头26设置有若干调节位261,所述调节位261采用条孔或u型孔,所述夹紧出力杆25对应调节位设置有螺纹孔,通过螺丝穿过调节位261并锁紧于螺纹孔中以将刀片压头26固定于夹紧出力杆25上。通过设置调节位,便于进行刀片夹头26的前后位置,以此调节刀片4压合角度和张开的距离。
28.所述气缸22的输出端通过浮动接头221与楔形夹紧块23进行连接。浮动接头221用来连接气缸22和楔形夹紧块23,并且产生一定的浮动量,避免因不理想因素而使得气缸22的输出端与楔形夹紧块23相互卡死或损伤。
29.本实用新型可以解决现有技术中所存在的上述四个问题:
30.1.解决夹具刚性不足的问题。现有夹具因刀片与夹具悬空量,使得在加工过程中容易产生震刀或让刀的情况,导致不良率难以控制。本实用新型通过l型结构的定位片3为刀片4的底部及后方提供承托,使得刀片4下方及后方不会处于悬空状态,提高装夹中的刀
片4的稳定性;定位片3紧靠在加强筋214上,从而限制定位片3的活动,保证定位片3的稳定性;夹具垫块1与夹具主体21的整个底面接触,从而避免夹具处于悬空状态,以此避免震刀或让刀的情况发生,提高生产良率。
31.2.解决定位片3拆装对位问题。通过加强筋214为定位片3提供有效的限位及定位,从而实现在更换生产刀片4配套的定位片3时,可以做到随换随用,减少调机时间。
32.3.夹具主体21的上表面低于定位片3以及刀片4的上表面,达到完全避空的目的,从而避免在加工过程中产生干涉,满足不同规格尺寸的刀片4的生产需求。
33.4.通过将夹具主体21上下翻转180
°
,并更换相应的刀片压头26,从而实现左右手刀片基准面的吊环,降低了用户的投入成本,方便生产管理,同时节约了社会资源。
34.以上仅为本实用新型的较佳实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1