一种冰盘压铸模具的制作方法
1.本实用新型属于制冰设备技术领域,尤其涉及一种冰盘压铸模具。
背景技术:
2.现有的冰盘即制冰单元,设有多个呈围合布置的格壁。为了表面平整,冰盘通常采用合金压铸而成。压铸时需要使用模具,压铸模具由两部分组成,分别是定模与动模,它们结合的部分则被称为分型面。定模设有浇口,动模上设有流道,熔融金属可以从浇口进入模具,流道是浇口和模腔之间的通道,熔化的金属通过这个通道进入模腔。由于冰盘具有多个格壁,如果注入流道的熔融金属冲力太小则容易导致格壁不饱满、不充实,如果冲力太大则容易卡住模具引起变形。
技术实现要素:
3.本实用新型的目的在于提供一种冰盘压铸模具,旨在解决现有技术中由于冰盘具有多个格壁,如果注入流道的熔融金属冲力太小则容易导致格壁不饱满、不充实,如果冲力太大则容易卡住模具引起变形的技术问题。
4.为实现上述目的,本实用新型实施例提供的一种冰盘压铸模具,包括定模和动模,所述动模上设有主流道、支路流道和第一成型腔,所述主流道内熔融金属的流动方向垂直于所述动模的分型面,所述支路流道数量为多个,多个所述支路流道呈竖向间隔设置且分别与所述主流道连通,所述第一成型腔分别与多个所述支路流道一一连通且沿远离所述支路流道方向倾斜向下设置。
5.优选地,所述第一成型腔向下倾斜的角度为18
°
~25
°
。
6.优选地,所述支路流道设有出料口,所述出料口的孔径沿靠近所述第一成型腔的方向逐渐减小。
7.优选地,所述动模上设有与所述第一成型腔相对应的第二成型腔,所述第一成型腔与所述第二成型腔形成模腔,所述第二成型腔沿远离所述主流道方向倾斜向下设置。
8.伏选地,所述第二成型腔的底壁上设有限位结构。
9.优选地,所述限位结构呈u形状。
10.优选地,所述定模的四角和所述动模的四角通过四组导向结构相连。
11.本实用新型实施例提供的冰盘压铸模具的上述一个或多个技术方案至少具有如下技术效果之一:该冰盘压铸模具通过设置多个竖向间隔分布的支路流道和倾斜向下设置的第一成型腔控制注入流道的熔融金属冲力大小适中,可根据实际情况调节支路流量数量和第一成型腔的倾斜角度,具有避免冲力太小导致格壁不饱满、不充实,而且避免冲力太大卡住模具引起变形的优点。
附图说明
12.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术
描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
13.图1为本实用新型实施例提供的冰盘压铸模具的结构示意图。
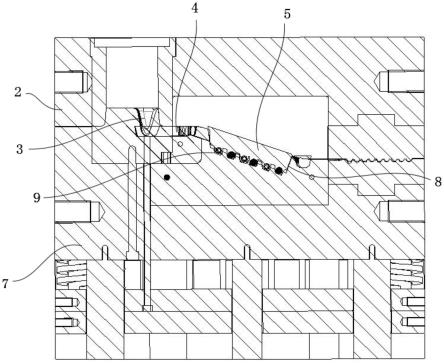
14.图2为本实用新型实施例提供的冰盘压铸模具的剖切图。
15.图3为本实用新型实施例提供的冰盘压铸模具的半剖图。
具体实施方式
16.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型的实施例,而不能理解为对本实用新型的限制。
17.在本实用新型实施例的描述中,需要理解的是,术语“上”、“下”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
18.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
19.在本实用新型的一个实施例中,如图1~3所示,提供的一种冰盘压铸模具1,包括定模2和动模7,所述动模7上设有主流道3、支路流道4和第一成型腔5,所述主流道3内熔融金属的流动方向垂直于所述动模7的分型面,所述支路流道4数量为多个,多个所述支路流道4呈竖向间隔设置且分别与所述主流道3连通,所述第一成型腔5分别与多个所述支路流道4一一连通且沿远离所述支路流道4方向倾斜向下设置。
20.该冰盘压铸模具通过设置多个竖向间隔分布的支路流道4和倾斜向下设置的第一成型腔5控制注入流道的熔融金属冲力大小适中,可根据实际情况调节支路流量4数量和第一成型腔5的倾斜角度,具有避免冲力太小导致格壁不饱满、不充实,而且避免冲力太大卡住模具引起变形的优点。
21.在本实用新型的另一个实施例中,为控制注入流道的熔融金属冲力大小适中,如图1所示,所述第一成型腔5向下倾斜的角度为18
°
~25
°
。
22.在本实用新型的另一个实施例中,如图2所示,所述支路流道4设有出料口6,所述出料口6的孔径沿靠近所述第一成型腔5的方向逐渐减小,这样的设计便于熔融金属流入所述第一成型腔5。
23.在本实用新型的另一个实施例中,如图2所示,所述动模7上设有与所述第一成型腔5相对应的第二成型腔8,所述第一成型腔5与所述第二成型腔8形成模腔,所述第二成型腔8沿远离所述主流道3方向倾斜向下设置。
24.在本实用新型的另一个实施例中,如图2所示,所述第二成型腔8的底壁上设有限位结构9,所述限位结构9用于固定压铸在冰盘底部的铜管。
25.在本实用新型的另一个实施例中,如图2所示,所述限位结构9呈u形状,这样的设计可以使用于固定压铸在冰盘底部的铜管更好地限定位置,从而避免因为铜管位置偏移导致压铸件漏铜。
26.在本实用新型的另一个实施例中,如图3所示,所述定模2的四角和所述动模7的四角通过四组导向结构10相连,导向结构10保证了所述定模2和所述动模7合模时的对位精度。
27.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
技术特征:
1.一种冰盘压铸模具(1),包括定模(2)和动模(7),其特征在于,所述动模(7)上设有主流道(3)、支路流道(4)和第一成型腔(5),所述主流道(3)内熔融金属的流动方向垂直于所述动模(7)的分型面,所述支路流道(4)数量为多个,多个所述支路流道(4)呈竖向间隔设置且分别与所述主流道(3)连通,所述第一成型腔(5)分别与多个所述支路流道(4)一一连通且沿远离所述支路流道(4)方向倾斜向下设置。2.根据权利要求1所述的冰盘压铸模具(1),其特征在于,所述第一成型腔(5)向下倾斜的角度为18
°
~25
°
。3.根据权利要求1所述的冰盘压铸模具(1),其特征在于,所述支路流道(4)设有出料口(6),所述出料口(6)的孔径沿靠近所述第一成型腔(5)的方向逐渐减小。4.根据权利要求1所述的冰盘压铸模具(1),其特征在于,所述定模(2)上设有与所述第一成型腔(5)相对应的第二成型腔(8),所述第一成型腔(5)与所述第二成型腔(8)形成模腔,所述第二成型腔(8)沿远离所述主流道(3)方向倾斜向下设置。5.根据权利要求4所述的冰盘压铸模具(1),其特征在于,所述第二成型腔(8)的底壁上设有限位结构(9)。6.根据权利要求5所述的冰盘压铸模具(1),其特征在于,所述限位结构(9)呈u形状。7.根据权利要求4所述的冰盘压铸模具(1),其特征在于,所述定模(2)的四角和所述动模(7)的四角通过四组导向结构(10)相连。
技术总结
本实用新型属于制冰设备技术领域,尤其涉及一种冰盘压铸模具。冰盘压铸模具,包括定模和动模,所述动模上设有主流道、支路流道和第一成型腔,所述主流道内熔融金属的流动方向垂直于所述动模的分型面,所述支路流道数量为多个,多个所述支路流道呈竖向间隔设置且分别与所述主流道连通,所述第一成型腔分别与多个所述支路流道一一连通且沿远离所述支路流道方向倾斜向下设置。该冰盘压铸模具具有避免冲力太小导致格壁不饱满、不充实,而且避免冲力太大卡住模具引起变形的优点。大卡住模具引起变形的优点。大卡住模具引起变形的优点。
技术研发人员:蒋林松
受保护的技术使用者:虎艺精密压铸(惠州)有限公司
技术研发日:2022.10.13
技术公布日:2023/3/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1