一种高强度焊钉热处理设备的制作方法
1.本技术涉及焊钉加工设备的技术领域,尤其是涉及一种高强度焊钉热处理设备。
背景技术:
2.焊钉是一种高轻度刚度连接的紧固件,通过特殊的焊枪进行电焊后固定在金属物体表面上。焊钉的质量一方面由自身强度决定,另一方面由焊接的强度决定。
3.焊钉为了提高自身强度,一般都会经过退火等热处理工艺进行加工,在成型后,将浸过药液的焊钉再经过一定时间的高温热处理会明显提高焊钉自身的强度。但是焊钉在进行表面热处理时,是平铺在架体的平板上,即使平板上含有透气的孔,位于中层平板上的焊钉的表面热度和外侧焊钉的表面热度还是具有差距,导致热处理设备内的焊钉热处理效果不同。
4.因此需要对现有热处理设备进行改进,以改善焊钉浸过药液后热处理表面温度不均而导致焊钉质量参差不齐的问题。
技术实现要素:
5.本技术实用新型提出的目的是为了改善焊钉浸过药液后热处理表面温度不均而导致焊钉质量参差不齐的问题。
6.本技术提供的一种高强度焊钉热处理设备采用如下技术方案:
7.一种高强度焊钉热处理设备,包括加热箱体、放置架、放置板和放置框;
8.所述加热箱体内部设置有单侧开口的加热腔;
9.所述加热箱体转动连接有将所述加热腔封闭的封闭门;
10.所述放置架放置在所述加热腔内;
11.所述放置板固设在所述放置架相对的侧部且在水平面上两两相对;
12.所述放置框为多个且上下排列,放置框抵接在同一水平面的两个所述放置板上;
13.所述放置框上固设有多个夹料杆;
14.所述夹料杆两个为一组,每组所述夹料杆之间的距离无法供焊钉的头部通过。
15.通过采用上述技术方案,将浸泡好药液的焊钉排列放在夹料杆之间并挂在夹料板上,再将放置框搭在同一水平面上的另两个放置板上,完成放置框在放置架上的放置,在多层放置框均放置好后,关闭封闭门开始对焊钉进行热处理。由于放置框的设置,在垂直空间上仅有夹料杆和焊钉能够对热空气的流动进行阻碍,相比于之前带孔的板能够有效的提高热空气流动的效率,进而减少位于放置架中间部位的焊钉和外侧的焊钉表面温度差,提高焊钉表面热处理的效率和同批次产品的质量。
16.可选的,上下相邻的所述放置框上的每组放置杆相错设置。
17.通过采用上述技术方案,上下相邻的放置框上的放置杆错位设置能够使得上下移动的热空气能够充分的与放置杆上的焊钉进行表面接触,进而提高对焊钉热处理的效率,也提高了对加热腔内空间利用的合理性。
18.可选的,所述夹料杆由多节向上和向下倾斜的杆首尾相接组成。
19.通过采用上述技术方案,夹料杆的形状设置能够有效的提高对焊钉的承载量。
20.可选的,相邻所述放置框之间的距离不小于单个焊钉的长度。
21.通过采用上述技术方案,放置框之间的距离设置,能够方便将承载有焊钉的放置框进行取出,提高了结构设计的合理性。
22.可选的,所述夹料杆首尾两端的连线相互平行;
23.所述放置框能够沿着所述夹料杆首尾两端的连线从所述加热腔内抽出。
24.通过采用上述技术方案,夹料杆的位置排列设置使得放置框取出的过程中,不会对相邻放置框上的焊钉进行触碰,不仅方便放置框的取出,还提高了位置设计的合理性。
25.可选的,同一水平面上的两个所述放置板上表面相近的位置固设有拦截板;
26.所述放置框放置在所述放置板上后,所述拦截板在所述放置框所围空间内。
27.通过采用上述技术方案,拦截板的设计有效的提高了放置框在放置板上放置的稳定性。
28.可选的,所述拦截板远离所述封闭门的一端为向上倾斜设置的斜面。
29.通过采用上述技术方案,拦截板的倾斜面设置能够方便的将放置框向外提起,使得放置框沿着拦截板的倾斜面滑到拦截板上,方便放置框的取出。
30.可选的,同一水平面上的两个所述放置板上表面靠近所述封闭门的位置固设有定位板;
31.所述放置框靠近所述封闭门的部分能够放置于所述定位板和所述拦截板之间。
32.通过采用上述技术方案,放置框放置在放置板上后,部分位于定位板和拦截板之间,对放置框在放置板上的位置进行进一步的固定,有效的提高了放置框在放置板上放置的稳定性。
33.综上所述,本技术包括以下至少一种有益技术效果:
34.放置框上的放置杆不仅能够对焊钉进行挂起排列,还能够提高热空气在放置框之间的流通效率,进而使得放置框中部的焊钉表面温度与外侧的焊钉表面温度差距降低,提高焊钉热处理后的质量;
35.放置杆的排列方式和自身的形状设计,有效的提高了可承载的焊钉数量,还方便放置框的取出;
36.拦截板和定位板的设计有效的提高了放置框在放置板上位置的稳定性,拦截板的倾斜面设计也方便将放置框取出,提高了结构设计的合理性。
附图说明
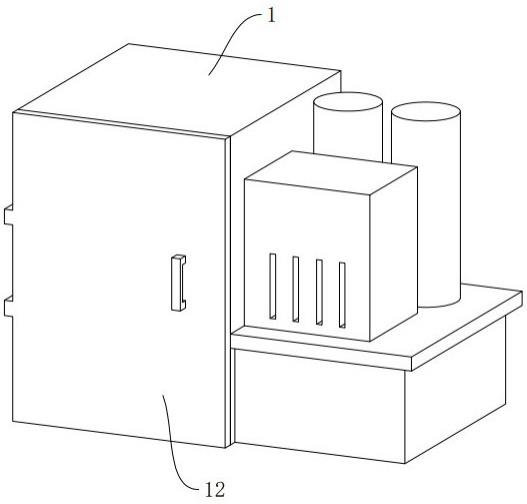
37.图1是本技术实施例的结构示意图;
38.图2是显示放置架的局部示意图;
39.图3是显示放置板的局部示意图。
40.图中,1、加热箱体;11、加热腔;12、封闭门;13、底座板;131、滑移槽;2、放置架;3、放置板;31、拦截板;32、定位板;4、放置框;41、夹料杆。
实施方式
41.以下结合附图1-3对本技术作进一步详细说明。
42.本技术实施例公开一种高强度焊钉热处理设备。
43.参考图1和图2,高强度焊钉热处理设备包括加热箱体1、放置架2、放置板3和放置框4。加热箱体1内部设置有单面开口的加热腔11,加热腔11内部分布有加热管,加热箱体1转动连接有将加热腔11封闭的封闭门12。加热腔11内底壁两侧位置固设有底座板13,底座板13上表面开设有供放置架2放置底部进行放置的滑移槽131,滑移槽131朝向封闭门12的开口为倒圆角过度设置,放置架2能够沿着滑移槽131从加热腔11内滑出。放置板3固设在放置架2相对的两侧部,且不在与封闭门12所正对的侧部,放置板3在同一水平面上两两相对。放置框4放置在放置板3上,放置框4上固设有多组夹料杆41,每组夹料杆41之间的距离供焊钉的杆通过且无法使得焊钉的头部通过。
44.将浸泡过药液的焊钉挂在夹料杆41之间,进而将焊钉整齐的挂在放置框4上,将放置框4整齐的上下排列的安装在放置架2上,再将放置架2通过滑移槽131滑移到加热腔11内,关闭封闭门12,对加热箱体1内的焊钉进行表面热处理,完成焊钉的表面热处理加工。
45.参考图3,夹料杆41首尾两端的连线相互平行且平行于放置架2从加热箱内取出时的滑移方向。夹料杆41由多个向上和向下倾斜的杆依次首尾相接组成,且轴线均在同一竖直面上。每组内的两个夹料杆41的小杆位置相对。上下相邻的两个放置框4上的每组夹料杆41错位设置。上下相邻的放置板3之间的距离不小于焊钉的长度。
46.夹料杆41的形状设计能够搭载更多的焊钉,有效的提高了焊钉的载量。夹料杆41的位置交错设计和首尾两端的连线方向设计能够方便的将单个放置框4抽出而不影响相邻的放置框4,还能够有效的对空间进行利用,减少了加热腔11内的空间浪费,使得焊钉在加热腔11内的分布更加均匀,提高了加热腔11内的热空气与焊钉接触进行热传递的效果,提高了对焊钉进行热处理的效率。
47.参考图3,同一水平面上相对的两个放置板3上表面相互靠近的位置固设有拦截板31,拦截板31远离封闭门12的一端向上表面倾斜设置。放置板3上表面靠近封闭门12的位置固设有定位板32,在放置框4放在放置板3上后,拦截板31位于放置框4所围空间内,放置框4靠近封闭门12的部分位于定位板32和拦截板31之间。
48.拦截板31和定位板32的设置能够有效的对放置框4在放置板3上的位置进行固定,提高了放置框4在放置板3上放置的稳定性。在需要将放置框4取出时,将放置框4从定位板32和拦截板31之间的空间抬出后向外拉,使得放置框4与拦截板31的倾斜面抵接滑移到拦截板31上,进而提高放置框4取出的效率。
49.本技术实施例一种高强度焊钉热处理设备的实施原理为:将浸泡过药液的焊钉放在放置架2的每组内的两个夹料杆41之间,将焊钉挂在夹料杆41上,再通过放置框4挂在放置架2上,通过将焊钉挂起的方式有效的减少了对上下流动的热空气的阻碍,使得放置架2中心位置的焊钉和边缘位置的焊钉表面温度差距减小,进而提高对焊钉进行表面热处理的效率和同批次热处理后的焊钉的质量。
50.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1