一种基于气缸加力的快速冲毛刺治具的制作方法
1.本实用新型涉及机加工技术领域,具体涉及一种基于气缸加力的快速冲毛刺治具。
背景技术:
2.现有一种5g通讯信号盒子,包括盒体和盒盖两部分,其中盒盖外部设置有散热鳍片,参阅图8和图9,内部还左右对称设置有矩形孔和跑道形孔,在经过铸造成型后,按照模具一贯的设计理念,盒盖的分型面势必设置在矩形孔和跑道形孔边缘,再加上众多散热鳍片的槽深,成型压力较大,还需要设计溢流槽承接渣包结构,故在冷却成型后的盒盖去除渣包后,对于分型面上留存的边料或者毛刺需要裁剪去除,由于该盒盖的构型较为辅助,并且内部设置的矩形孔和跑道形孔也在需要去除边料或者毛刺的范围之内,故人工利用工具手动去除较为不便,有必要针对该产品特别设计能够一次性去除所有边料或者毛刺的治具设备。
技术实现要素:
3.本实用新型目的:鉴于背景技术中针对复杂造型的盒盖需要便捷快速地去除周边渣包残留的边料或者毛刺,以及内部的矩形孔和跑道形孔所在分型面残留的边料或者毛刺的技术要求,我们设计一种基于气缸加力的快速冲毛刺治具,以提升对该盒盖快速去除边料或者毛刺的效率,并且去除表面规格整齐,避免人工干预造成的精度偏差,提升产品质量。
4.为解决上述问题采取的技术方案是:
5.一种基于气缸加力的快速冲毛刺治具,包括底座、导柱导套组件、冲压板、顶板、气缸和用于冲切边料或者毛刺下料的定位上模、冲切下模以及若干冲切块,
6.所述底座四角设置有导柱导套组件,所述导柱上端水平固连顶板,所述导套与冲压板连接,所述冲压板在中部连接气缸的按压杆,所述气缸固连在顶板上,由气缸带动冲压板升降动作,
7.所述冲压板下端面固连有定位上模,所述定位上模包括上下两块定位板,所述下定位板对应待冲切边料或者毛边的盒盖位置设置有冲切块槽,所述冲切块槽内放置对应型号的冲切块,并由锁紧螺栓锁紧的上下两块定位板将冲切块定位夹紧,
8.所述冲切块包括左右对称布置的外周冲切块、矩形冲切块和跑道形冲切块,
9.所述冲切下模定位设置在底座上,包括下模板和下模仁,所述下模板两侧通过支撑块顶撑,下模仁定位在下模板上端面,所述下模仁中部设有横向限位槽、外周冲孔、矩形冲孔和跑道形冲孔,以及后侧的纵向限位槽,所述外周冲孔正对外周冲切块下端面,所述矩形冲孔正对矩形冲切块下端面,所述跑道形冲孔正对跑道形冲切块下端面。
10.进一步地,所述矩形冲孔和跑道形冲孔设置在承托限位块上,所述承托限位块外周设置成盒盖对应位置的仿形结构,以充分承托盒盖,并配合冲切块实施冲切边料或毛刺
的加工过程。
11.进一步地,所述下模仁设有的外周冲孔、矩形冲孔和跑道形冲孔下方留有空隙,便于冲切废料落料。
12.进一步地,所述横向限位槽将盒盖左右两侧限位,并使其纵向推进下模仁内,并由纵向限位槽截停盒盖后,确定盒盖的冲切位置基准。
13.进一步地,所述纵向限位槽对边还设置有限位销,用于放置盒盖在冲切过程中回退。
14.本实用新型的有益效果是:
15.该基于气缸加力的快速冲毛刺治具采用气缸动作弥补传统采用的液压缸动作缓慢的缺点,冲切速度快,效率高,在去除边料或者毛刺阻力不大的情况下完全适用,采用分离设计的多块冲切块,可以独立进行更换维修,减少一体式冲切模具产生的维修成本,提升对该盒盖快速去除边料或者毛刺的效率,并且去除表面规格整齐,避免人工干预造成的精度偏差,提升产品质量。
附图说明
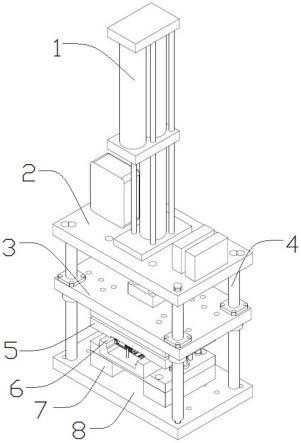
16.图1为本实施例基于气缸加力的快速冲毛刺治具的立体图;
17.图2为本实施例基于气缸加力的快速冲毛刺治具的正视图;
18.图3为本实施例下模仁、各个冲切块和盒盖实施冲切动作的后侧俯视图;
19.图4为本实施例下模仁、各个冲切块和盒盖实施冲切动作的前侧俯视图;
20.图5为本实施例下模仁、各个冲切块和盒盖实施冲切动作的前侧仰视图;
21.图6为本实施例所述下模仁和下模板配合的结构示意图;
22.图7为图6中a处的局部放大图;
23.图8为本实施例所述盒盖的侧俯视图;
24.图9为本实施例所述盒盖的侧仰视图;
25.图10为图9中b处的局部放大图;
26.其中,1-气缸,2-顶板,3-冲压板,4-导柱导套组件,5-定位上模,6-下模仁,7-下模板,8-底座,9-盒盖,10-锁紧螺栓,11-按压杆,12-上定位板,13-第一外周冲切块,14-第一跑道形冲切块,15-第二外周冲切块,16-第一矩形冲切块,17-第二矩形冲切块,18-第三外周冲切块,19-第二跑道形冲切块,20-第四外周冲切块,21-限位销,22-外周冲孔,23-跑道形冲孔,24-矩形冲孔,25-纵向限位槽,26-锁紧孔,27-横向限位槽,28-空隙,29-第一外周冲孔,30-第一跑道形冲孔,31-仿形结构,32-第一矩形冲孔,33-左侧跑道形孔,34-左侧矩形孔,35-右侧矩形孔,36-散热鳍片,37-跑道形孔台阶结构,38-右侧跑道形孔,39-承托限位块。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
28.请参阅图1-10,本实施例提出一种基于气缸1加力的快速冲毛刺治具,包括底座8、导柱导套组件4、冲压板3、顶板2、气缸1和用于冲切边料或者毛刺下料的定位上模5、冲切下
模以及8个冲切块。
29.具体地说,参阅图1和图2,所述底座8四角设置有导柱导套组件4,所述导柱上端水平固连顶板2,所述导套与冲压板3连接,所述冲压板3在中部连接气缸1的按压杆11,所述气缸1固连在顶板2上,由气缸1带动冲压板3升降动作。
30.参阅图2和图3,所述冲压板3下端面固连有定位上模5,所述定位上模5包括上定位板12和下定位板,所述下定位板对应待冲切边料或者毛边的盒盖9位置设置有冲切块槽,所述冲切块槽内放置对应型号的冲切块,并由锁紧螺栓10锁紧的上下两块定位板将冲切块定位夹紧。
31.参阅图3和图4,所述冲切块包括左右对称布置的外周冲切块、矩形冲切块和跑道形冲切块,包括第一外周冲切块13、第二外周冲切块15、第三外周冲切块18、第四外周冲切块20、第一跑道形冲切块14、第二跑道形冲切块19、第一矩形冲切块16和第二矩形冲切块17。
32.参阅图2、图4和图6,所述冲切下模定位设置在底座8上,包括下模板7和下模仁6,所述下模板两侧通过支撑块顶撑,下模仁6定位在下模板7上端面,所述下模仁6中部设有横向限位槽27、外周冲孔22、矩形冲孔24和跑道形冲孔23,以及后侧的纵向限位槽25,所述外周冲孔22正对外周冲切块下端面,所述矩形冲孔24正对矩形冲切块下端面,所述跑道形冲孔23正对跑道形冲切块下端面。
33.进一步的实施方案是,参阅图6和图7,所述矩形冲孔24和跑道形冲孔23设置在承托限位块上,所述承托限位块外周设置成盒盖9对应位置的仿形结构31,以充分承托盒盖9,并配合冲切块实施冲切边料或毛刺的加工过程。
34.进一步的实施方案是,所述下模仁6设有的外周冲孔22、矩形冲孔24和跑道形冲孔23下方留有空隙28,便于冲切废料落料。
35.进一步的实施方案是,参阅图6,所述横向限位槽27将盒盖9左右两侧限位,并使其纵向推进下模仁6内,并由纵向限位槽25截停盒盖9后,确定盒盖9的冲切位置基准。
36.进一步的实施方案是,参阅图4,所述纵向限位槽25对边还设置有限位销21,用于放置盒盖9在冲切过程中回退。
37.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1