一种龙泉青瓷生产用端面打磨装置的制作方法
1.本实用新型属于陶瓷制作技术领域,尤其涉及一种龙泉青瓷生产用端面打磨装置。
背景技术:
2.青瓷是中国陶瓷烧制工艺的珍品,作为一种表面施有青色釉的瓷器。青瓷色调的形成,主要是胎釉中含有一定量的氧化铁,在还原焰气氛中焙烧所致。但有些青瓷因含铁不纯,还原气氛不充足,色调便呈现黄色或黄褐色。青瓷以瓷质细腻,线条明快流畅、造型端庄浑朴、色泽纯洁而斑斓著称于世。然而瓷器在煅烧过后,在高温煅烧后需要对瓷器的外壁进行打磨,为了保持瓷器外壁的优质触感,需要将其外壁打磨平滑。
3.中国专利公开号为cn 215357757 u,实用新型的名称为一种龙泉青瓷端面打磨设备,包括桌板,所述桌板下部设有桌腿;所述桌板下部设有电动机,该电动机一端设有第一转轴,且在第一转轴一端设有第一锥齿,且通过第一锥齿齿轮传动设有第二锥齿,该第二锥齿上端设有第二转轴,且在第二转轴上部设有磨片。但是现有的龙泉青瓷端面打磨设备存在着很多问题,虽然满足了高度的不同的青瓷进行定位,但是手动调节不仅容易出现产生倾斜的情况,无法保证龙泉青瓷在升降时处于水平状态,而且效率低,无法自动使龙泉青瓷处于中心位置,易使龙泉青瓷出现偏心情况,进而无法保证龙泉青瓷端面打磨的质量,同时将吸尘风机与吸尘口设置在侧面,还是会使工作人员将一定有害的瓷尘吸入,并且还要经常清理工作台。
技术实现要素:
4.本实用新型的主要目的在于提供一种龙泉青瓷生产用端面打磨装置,可以有效解决背景技术中的问题。
5.为实现上述目的,本实用新型采取的技术方案为:
6.一种龙泉青瓷生产用端面打磨装置,包括打磨防护壳,所述打磨防护壳的两侧下方螺栓紧固有支撑柱,该打磨防护壳的内部下端设置有瓷尘集中槽,且在打磨防护壳的前部上下方设置有滑动板,且滑动板的截面呈u形,并且与滑动门组成移动副,且位于下方的滑动板前部螺栓连接有制开关,所述滑动门数量采用两个,分别设置在打磨防护壳前方,并且在滑动门的侧端螺钉紧固有磁条,所述打磨防护壳的内部中间位置设有夹持组件,且夹持组件在升降组件的作用下与打磨防护壳安装在一起,该夹持组件的正下方设有打磨盘,所述打磨盘通键连接与打磨电机的输出轴固定在一起,且打磨电机通过螺栓安装在打磨电机安装架的内部,且打磨电机安装架通过螺栓与打磨防护壳的内部后端相连接,所述瓷尘集中槽的下端螺栓安装有吸尘风机,且吸尘风机的下端螺栓连接有瓷尘集中盒。
7.优选的,所述升降组件包括外壳,且外壳通过螺栓安装在打磨防护壳的上部,且打磨防护壳的内部两侧设置有丝杠,该丝杠的一端通过固定连接板与打磨防护壳的内侧下方安装在一起,且固定连接板与丝杠之间采用轴承连接,该丝杠的另一端通过轴承与打磨防
护壳的上部安装在一起,所述丝杠的侧部设有导向杆,且导向杆的下端通过轴承与固定连接板安装在一起,该导向杆的上端通过法兰轴承与打磨防护壳的内部上端面安装在一起。
8.优选的,所述丝杠的数量为两个,并且在两个丝杠的上端分别键连接有同步轮,且上端的两个同步轮分别与同步带啮合在一起,并且其中一个丝杠的上端通过键连接与伺服电机的输出轴固定在一起,且伺服电机通过螺栓安装在外壳带动上部。
9.优选的,所述夹持组件包括夹持架,且夹持架的两侧螺栓连接有升降板,并且在升降板上设置有螺纹孔、导向孔,其中螺纹孔与丝杠螺旋配合在一起,导向孔与导向杆之间采用间隙滑动配合。
10.优选的,所述夹持架的上部度等距设有三个双轴气缸,该双轴气缸的端部螺栓连接有夹持板,且在夹持板的表面粘连有橡胶保护垫。
11.与现有技术相比,本实用新型具有如下有益效果:
12.1.本实用新型龙泉青瓷生产用端面打磨装置,通过升降组件不仅满足高度的不同的青瓷进行定位,而且不会产生倾斜的情况,保证龙泉青瓷在升降时处于水平状态,使得端面打磨的要求得到保障,相对于现有技术的手动调节有明显优势。
13.2.本实用新型龙泉青瓷生产用端面打磨装置,通过夹持组件不仅满足了龙泉青瓷的夹持,而且自动使龙泉青瓷处于中心位置,进而不易使龙泉青瓷出现偏心情况,保证了龙泉青瓷端面打磨的质量。
14.3.本实用新型龙泉青瓷生产用端面打磨装置,通过将瓷尘集中槽设置在下部,不仅更好的收集瓷尘,而且不用向现有技术经常清理工作台,而且通过将吸尘风机设置在打磨盘正下方,是为了保证质量的将有害的瓷尘吸走,不易使瓷尘四溅,相对现有技术将吸尘风机与吸尘口设置在侧面有明显优势,且通过滑动门的设置进而不会使工作人员将有害的瓷尘吸入,而且操作起来简单便捷。
附图说明
15.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
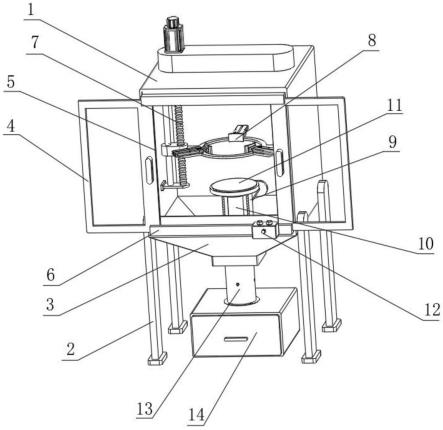
16.图1是本实用新型的结构示意图。
17.图2是本实用新型的升降组件结构示意图。
18.图3是本实用新型的夹持组件结构示意图。
19.图中:
20.打磨防护壳1,支撑柱2,瓷尘集中槽3,滑动门4,磁条5,滑动板6,升降组件7,外壳71,伺服电机72,同步带73,丝杠74,导向杆75,固定连接板76,同步轮77,夹持组件8,夹持架81,双轴气缸82,夹持板83,升降板84,螺纹孔85,导向孔86,打磨电机安装架9,打磨电机10,打磨盘11,控制开关12,吸尘风机13,瓷尘集中盒14。
具体实施方式
21.为使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,下面
结合具体实施方式,进一步阐述本实用新型。
22.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本实用新型中的具体含义。
24.如图1-3所示,一种龙泉青瓷生产用端面打磨装置,包括打磨防护壳1、支撑柱2、瓷尘集中槽3、滑动门4、磁条5、滑动板6、升降组件7、夹持组件8、打磨电机安装架9、打磨电机10、打磨盘11、控制开关12、吸尘风机13以及瓷尘集中盒14,其中:打磨防护壳1的两侧下方螺栓紧固有支撑柱2,该打磨防护壳1的内部下端设置有瓷尘集中槽3,且在打磨防护壳1的前部上下方设置有滑动板6,且滑动板6的截面呈u形,并且与滑动门4组成移动副,且位于下方的滑动板6前部螺栓连接有制开关12,滑动门4数量采用两个,分别设置在打磨防护壳1前方,并且在滑动门4的侧端螺钉紧固有磁条5,打磨防护壳1的内部中间位置设有夹持组件8,且夹持组件8在升降组件7的作用下与打磨防护壳1安装在一起,该夹持组件8的正下方设有打磨盘11,打磨盘11通键连接与打磨电机10的输出轴固定在一起,且打磨电机10通过螺栓安装在打磨电机安装架9的内部,且打磨电机安装架9通过螺栓与打磨防护壳1的内部后端相连接,瓷尘集中槽3的下端螺栓安装有吸尘风机13,且吸尘风机13的下端螺栓连接有瓷尘集中盒14。
25.为了满足高度的不同的青瓷进行定位,而且不会产生倾斜的情况,保证龙泉青瓷在升降时处于水平状态,使得端面打磨的要求得到保障,设置了升降组件7,且升降组件7包括外壳71,外壳71通过螺栓安装在打磨防护壳1的上部,且打磨防护壳1的内部两侧设置有丝杠74,该丝杠74的一端通过固定连接板76与打磨防护壳1的内侧下方安装在一起,且固定连接板76与丝杠74之间采用轴承连接,该丝杠74的另一端通过轴承与打磨防护壳1的上部安装在一起,丝杠74的侧部设有导向杆75,且导向杆75的下端通过轴承与固定连接板76安装在一起,该导向杆75的上端通过法兰轴承与打磨防护壳1的内部上端面安装在一起,丝杠74的数量为两个,并且在两个丝杠74的上端分别键连接有同步轮77,且上端的两个同步轮77分别与同步带73啮合在一起,并且其中一个丝杠74的上端通过键连接与伺服电机72的输出轴固定在一起,且伺服电机72通过螺栓安装在外壳71带动上部;为了自动使龙泉青瓷处于中心位置,进而不易使龙泉青瓷出现偏心情况,保证龙泉青瓷端面打磨的质量,夹持组件8包括夹持架81,且夹持架81的两侧螺栓连接有升降板84,并且在升降板84上设置有螺纹孔85、导向孔86,其中螺纹孔85与丝杠74螺旋配合在一起,导向孔86与导向杆75之间采用间隙滑动配合;夹持架81的上部120度等距设有三个双轴气缸82,该双轴气缸82的端部螺栓连接有夹持板83,且在夹持板83的表面粘连有橡胶保护垫。
26.进一步需要说明的是,伺服电机72与打磨电机10、吸尘风机13通过导线与控制开
关12相通,且双轴气缸82需要在气动专属元件电磁阀的作用下与控制开关12相通,并且由控制开关12控制工作状态,其中伺服电机72型号可采用yrf,打磨电机10的型号可以采用qw80bl007。
27.进一步需要说明的是,本实用新型为一种龙泉青瓷生产用端面打磨装置,本装置在使用时首先将龙泉青瓷放置在打磨盘11的中心位置,然后通过滑动门4关闭两侧方的滑动门4,且在磁条5的作用下是两个滑动门4之间产生一定吸力,进而不会使工作人员将有害的瓷尘吸入,而且操作起来简单便捷,其次开始对龙泉青瓷的端面进行打磨,工作人员通过控制开关12启动伺服电机72,此时通过伺服电机72带动打磨防护壳1内部一侧的丝杠74转动,同时在同步带73与同步轮77作用下使另一侧的丝杠74同时转动,然而在伺服电机72正转的条件下并配合导向杆75,从而利用丝杠74与螺纹孔85之间螺旋配合,进而使夹持组件8下降,不仅满足高度的不同的青瓷进行定位,而且不会产生倾斜的情况,保证龙泉青瓷在升降时处于水平状态,使得端面打磨的要求得到保障,相对于现有技术的手动调节有明显优势,到夹持组件8升降到合适位置,双轴气缸82开始工作,使夹持板83对龙泉青瓷进行夹持,通过三个双轴气缸82的等距设置,不仅满足了龙泉青瓷的夹持,而且自动使龙泉青瓷处于中心位置,进而不易使龙泉青瓷出现偏心情况,保证了龙泉青瓷端面打磨的质量,最后启动打磨电机10与吸尘风机13,同时利用升降组件7使龙泉青瓷的端面与打磨盘11进行接触实现端面打磨,且通过将瓷尘集中槽3设置在下部,不仅更好的收集瓷尘,而且不用向现有技术经常清理工作台,而且通过将吸尘风机13设置在打磨盘11正下方,是为了保证质量的将有害的瓷尘吸走,不易使瓷尘四溅,相对现有技术将吸尘风机13与吸尘口设置在侧面有明显优势。
28.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1