一种压砂机的进料结构的制作方法
1.本实用新型涉及木工砂光机技术领域,具体涉及一种压砂机的进料结构。
背景技术:
2.目前,砂光机采用环状砂带作为打磨板材工件99的工具,如图9所示,一些的砂光机的砂带92为横向式打磨,也就是说,板材工件99的移送方向垂直于砂带92对板材工件99的打磨方向,该砂光机还设有压板91,压板91压在砂带92的下部的背面,从而将砂带21的下部压贴在板材工件99的上面,压板91通过伺服电机带动而快速左右往返移动,从而实现对板材工件99的打磨加工,于是上述的砂光机又称作压砂机。如图9所示,由于板材工件99的在左右方向上的宽度尺寸规格不一,所以需要在控制系统内输入板材工件99的宽度值,才可以让控制系统控制上述的伺服电机带动压板91做往返移动的具体位置,也就是说,压板91的快速左右往返移动动作是在板材工件99的对应上侧进行的,避免压板91空走行程;目前是工人预先在板材工件99的堆放位置测量板材工件99的宽度,但是有一些板材工件99的形状近似于正方形,在量好尺寸之后又转向90
°
,工人把宽度当成是长度,结果会导致输入的宽度值有误,可能会导致板材工件99在左右方向上的边缘部位存在打磨不足的情况,也就是说,操作板材工件99的上料存在不方便的情况,影响工作效率,有必要进行改进。
技术实现要素:
3.本实用新型的目的在于克服现有技术的不足,提供一种压砂机的进料结构,它有利于板材工件上料方便,有利于提高工作效率。
4.本实用新型的目的是通过下述技术方案实现的。
5.本实用新型公开的压砂机的进料结构,包括板材输送带,所述板材输送带的上方设有压砂机构,所述压砂机构包括用于横向打磨板材工件的上面的砂带;还包括控制系统,所述控制系统控制连接所述压砂机构,其中,所述板材输送带的前侧设有板材滑行支撑台,所述板材输送带的左右两侧分别设有用于检测板材工件的对射式光电传感器,所述控制系统电连接所述对射式光电传感器,所述板材输送带的上方设有标尺,所述标尺设于所述砂带的前方,所述对射式光电传感器设于所述标尺与所述砂带之间。
6.优选地,所述板材滑行支撑台的左侧设有用于板材工件的左侧面贴靠滑行的横向定位靠板。
7.优选地,所述板材输送带的上方设有用于与板材工件的上面接触的橡胶压辊,所述橡胶压辊设于所述砂带的前方。
8.优选地,所述板材滑行支撑台包括至少三条用于与板材工件的底面接触的支撑辊,所述支撑辊沿前后方向间隔布置。
9.优选地,本实用新型的压砂机进料结构还包括滑台支架,所述滑台支架设有竖滑槽,所述竖滑槽的下侧设有支板,所述支板螺接有高度调节螺钉,所述支撑辊的两端分别形成有轴头,所述轴头分别置于对应的所述竖滑槽内,所述高度调节螺钉的上端分别支撑接
触对应的所述轴头。
10.优选地,本实用新型的压砂机进料结构还包括龙门架,所述板材输送带穿过所述龙门架设置,所述标尺贴靠安装于所述龙门架的前侧。
11.本实用新型与现有技术相比较,其有益效果是:通过在板材输送带的前侧设置板材滑行支撑台,板材输送带的左右两侧分别设有用于检测板材工件的对射式光电传感器,控制系统电连接对射式光电传感器,板材输送带的上方设有标尺,标尺设于砂带的前方,对射式光电传感器设于标尺与砂带之间,有利于板材工件上料方便,避免出现操作失误情况,从而有利于提高工作效率。
附图说明
12.图1为具有本实用新型的进料结构的压砂机的俯视立体结构示意图。
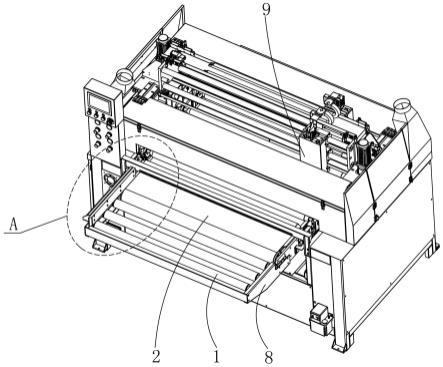
13.图2为图1的a处局部结构示意图。
14.图3为具有本实用新型的进料结构的压砂机的俯视结构示意图。
15.图4为具有本实用新型的进料结构的压砂机的左视方向的剖视结构示意图。
16.图5为图4的b处局部结构示意图。
17.图6为本实用新型的板材滑行支撑台的右部的局部俯视立体结构示意图。
18.图7为本实用新型的板材滑行支撑台的右部的局部仰视立体结构示意图。
19.图8为本实用新型的滑台支架的立体结构示意图。
20.图9为压砂机的打磨原理示意图。
21.标号说明:板材滑行支撑台1;支撑辊11;轴头111;板材输送带2;横向定位靠板3;橡胶压辊4;对射式光电传感器5;标尺6;龙门架7;滑台支架8;高度调节螺钉801;竖滑槽81;支板82;压砂机构9;压板91;砂带92; 板材工件99。
具体实施方式
22.下面结合附图对本实用新型作进一步的描述。
23.本实用新型的压砂机的进料结构,如图1至图5所示,包括板材输送带2,板材输送带2的上方设有压砂机构9,压砂机构9包括用于横向打磨板材工件99的上面的砂带92;本实用新型的压砂机的进料结构还包括控制系统,控制系统控制连接压砂机构9。如图9所示,砂带92通过左右共两个辊筒支撑,板材输送带2为向后输送板材工件99,压砂机构9的压板91压在砂带92的下部的背面上,压砂机构9的压板91通过伺服电机带动而在板材工件99的对应上侧快速左右往返移动,同时地,砂带92通过对应的电机带动运转,通过板材工件99的纵向移动叠加砂带92的相对横向移动,从而实现对板材工件99的上面的打磨效果。
24.如图1至图3所示,板材输送带2的前侧设有板材滑行支撑台1,板材输送带2的左右两侧分别设有用于检测板材工件99的对射式光电传感器5,控制系统电连接对射式光电传感器5,板材输送带2的上方设有标尺6,标尺6为横向设置且面向前方,如图5所示,标尺6设于砂带92的前方,在前后方向上,对射式光电传感器5设于标尺6与砂带92之间。
25.如图3和图4所示,工人将板材工件99放置在板材滑行支撑台1上,然后工人将板材工件99的后端与标尺6上的刻度进行对照,获得板材工件99的在左右方向上的宽度值,工人将板材工件99的宽度值输入压砂机的控制系统,然后工人继续往后推板材工件99,使板材
工件99在板材滑行支撑台1上滑行至板材输送带2上,在此过程中,板材工件99在标尺6的下侧通过,如图5所示,当板材工件99的后端移动到对射式光电传感器5的位置,板材工件99触发对射式光电传感器5,控制系统根据对射式光电传感器5的接通信号而控制压板91移向板材工件99的对应位置,然后控制系统控制压板91隔着砂带92的下部而下压于板材工件99上,压板91结合砂带92对板材工件99进行打磨加工。通过设置板材滑行支撑台1结合标尺6,使得工人可以将板材工件99先放置在板材输送带2的前侧对板材工件99的宽度进行测量,然后工人直接向后推板材工件99而使板材工件99进入打磨工序,避免出现工人将板材工件99的宽度与长度混淆的情况。而现有技术的压砂机因为没有设置板材滑行支撑台1,所以在将板材工件99直接放在运转中的板材输送带2上会容易导致出现板材工件99没有放正的情况,如果板材工件99是歪斜地进入砂带92的下侧,就会导致打磨纹理歪斜而影响板材工件99的外观。通过设置对射式光电传感器5,可以方便让控制系统感知板材工件99的进入,避免需要工人手动操作启动砂带92及手动操作启动压板91的左右往返移动动作,从而避免出现漏加工情况。通过上文可知,设置本实用新型的进料结构,有利于板材工件上料方便,避免出现操作失误情况,从而有利于提高工作效率。
26.进一步地,如图1至图3所示,板材滑行支撑台1的左侧设有用于板材工件99的左侧面贴靠滑行的横向定位靠板3,也就是说,横向定位靠板3的右侧面为垂直于板材输送带2的移送方向,于是,如图3所示,工人可以将板材工件99的左端贴靠于横向定位靠板3,板材滑行支撑台1支撑板材工件99,就可以使板材工件99摆正,然后工人将板材工件99挨贴横向定位靠板3地向后推,可以使板材工件99保持端正地转移到板材输送带2上。
27.进一步地,如图1至图5所示,板材输送带2的上方设有用于与板材工件99的上面接触的橡胶压辊4,橡胶压辊4设于砂带92的前方,具体地,橡胶压辊4的左右两端可以分别与压砂机的机架上下滑动连接,橡胶压辊4的左右两端分别连接有拉伸弹簧,如图5所示,板材工件99在橡胶压辊4与板材输送带2之间通过,从而通过拉伸弹簧对橡胶压辊4形成向下拉力,使得橡胶压辊4良好地将板材工件99相对固定在板材输送带2上,避免板材工件99 的后端在进入砂带92的下侧时翘起而导致碰撞砂带92的前边缘。
28.进一步地,如图2所示,板材滑行支撑台1包括至少三条用于与板材工件99的底面接触的支撑辊11,支撑辊11沿前后方向间隔布置,于是支撑辊11与板材工件99的底面为相对滚动,有利于减小推动板材工件99所需体力,也避免板材工件99的底面被刮伤。
29.进一步地,如图1和图4所示,本实用新型的进料结构还包括滑台支架8,如图8所示,滑台支架8设有竖滑槽81,竖滑槽81的下侧设有支板82,如图6和图7所示,支板82螺接有高度调节螺钉801,支撑辊11的两端分别形成有轴头111,轴头111分别置于对应的竖滑槽81内,高度调节螺钉801的上端分别支撑接触对应的轴头111,具体地,滑台支架8左右对称分布于支撑辊11的两侧。旋动高度调节螺钉801,使高度调节螺钉801的高度位置改变,由于轴头111通过高度调节螺钉801的上端支撑,于是就可以调节轴头111的高度位置,方便将支撑辊11调节至与板材输送带2等高的位置。
30.进一步地,如图2所示,本实用新型的进料结构还包括龙门架7,龙门架7的左右两端设有支脚,上述的支脚安装于压砂机的机架上,板材输送带2穿过龙门架7设置,标尺6贴靠安装于龙门架7的前侧,也就是说,板材工件99可以穿过龙门架7,从而结构简单地实现支撑固定标尺6。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1