配重块覆膜砂砂芯自动打孔机的制作方法
本技术属于铸造,具体涉及配重块覆膜砂砂芯自动打孔机。
背景技术:
1、目前铸造行业中,覆膜砂砂芯是铸造成型的主要造型制芯原辅材料,由于覆膜砂砂芯的发气量比较大,发气速度快,砂芯一般需要设置排气孔作为排气通道,将浇注时产生的气体排出,以保证铸件成型及防止铸件质量缺陷。排气是铸造过程中的关键技术之一,型腔内气体状态变化对铸件成型及质量有很大的影响,液体金属在注入砂芯内的时候会产生气体,如果不能顺利排出铸体的话,铸件内部会出现气孔缺陷。
2、现承接生产的配重块类铸件,重量为30-60kg,结构较为复杂,仅有一个φ50mm的出口,其内部覆膜砂砂芯整体成型,呈半圆形结构,砂芯重量为15-25kg,浇注时处于金属液的全包围状态,故此,在砂芯的本体及芯头上需要设置4道排气通道,堵住2个排气孔,形成一个总的排气通道,才能保证铸件质量,防止铸件产生气孔缺陷。
3、目前批量生产的配重块类覆膜砂砂芯的排气通道通过人工用手电钻打孔,打孔时,砂芯打孔的稳定性差,且定位的深度、精度不高,合格率和生产效率低下,严重影响制芯中心的整体工作效率和工作量,因此,需要研发设计一种适用配重块覆膜砂砂芯的自动打孔机,以满足生产和质量需要。
技术实现思路
1、本实用新型的目的在于克服现有技术问题的不足,提供了一种配重块覆膜砂砂芯自动打孔机,解决了砂芯的打孔质量和生产效率低下问题。
2、为实现上述目的,本实用新型提供以下技术方案:
3、配重块覆膜砂砂芯自动打孔机,包括框架主体、可替换砂芯置放台、打孔装置、回收砂斗、防误感应闭锁装置及plc控制系统,所述框架主体上设置可替换砂芯置放台,所述砂芯置放台上固定砂芯,所述砂芯置放台方便拆卸更换,以适应多品种配重块覆膜砂砂芯打孔作业;所述砂芯置放台侧面设有打孔装置,通过所述打孔装置对砂芯本体及芯头进行打孔;所述砂芯置放台的两端设有砂芯定位装置和砂芯压紧装置;所述打孔装置包括打孔支撑架、导向装置和钻头组合;所述导向装置包括滑块、导轨、步进电机,所述钻头组合包括钻头电机、钻头、钻杆支承套和导向支撑,所述步进电机带动滑块在导轨上移动,钻头电机和钻杆支承套固定在滑块上,钻头随滑块移动;所述导向支撑设置于砂芯置放台及钻头的前端,钻头通过导向支撑向砂芯钻孔;所述回收砂斗设置在导轨的下端,所述防误感应闭锁装置安装在砂芯置放台的两侧上端,所述plc控制系统包括plc控制单元、步进控制模块、触摸屏,plc控制系统控制砂芯打孔操作按规定程序执行。
4、进一步的,所述砂芯定位装置包括3个定位块,所述定位块分散设置在砂芯周边及所述砂芯置放台上,并与砂芯形状匹配。
5、进一步的,所述砂芯压紧装置包括压紧块和旋转压紧气缸,所述旋转压紧气缸与压紧块连接,通过所述旋转压紧气缸可带动所述压紧块旋转和上下移动,通过所述压紧块压紧砂芯上表面。
6、进一步的,所述打孔装置包括第一打孔装置和第二打孔装置,所述第一打孔装置包括第一打孔支撑架、第一导向装置和第一钻头组合,所述第一打孔装置设有3个钻头;所述第二打孔装置包括第二打孔支撑架、第二导向装置和第二钻头组合,所述第二打孔装置设有1个钻头,所述第二打孔装置的钻头方向与所述第一打孔装置的钻头方向相垂直,并处于一个相交平面状态。
7、进一步的,所述第一导向装置包括第一滑块、第一导轨、第一步进电机,所述
8、第一钻头组合包括第一钻头电机、第一组钻头、第一钻杆支承套和导向支撑;所述第二导向装置包括第二滑块、第二导轨、第二步进电机,所述第二钻头组合包括第二钻头电机、第二钻头、第二钻杆支承套和导向支撑。
9、进一步的,所述导向支撑包括支撑板、导向孔和导向轴承,钻头通过导向支撑的导向轴承旋转向砂芯钻孔。
10、进一步的,所述回收砂斗包括第一回收砂斗、第二回收砂斗及总回收砂斗,所述第一回收砂斗固定于第一打孔装置的下端,所述第二回收砂斗固定于第二打孔装置的下端,所述总回收砂斗设置于第一回收砂斗和第二回收砂斗的末端下方,且可以移动抽取倒砂。
11、进一步的,所述第一钻头电机通过同步皮带和皮带轮与第一钻杆支承套上的3个皮带轮连接,从而带动第一组钻头做旋转运动;所述第二钻头电机通过同步皮带和皮带轮与第二钻杆支承套上的1个皮带轮连接,从而带动第二钻头做旋转运动;
12、进一步的,所述砂芯定位装置的定位块及砂芯压紧装置的压紧块材料为尼龙。
13、进一步的,所述防误感应闭锁装置由光栅传感器及电气闭锁装置组成。
14、进一步的,所述砂芯自动打孔机的启动按钮包括2个同时按压才能启动的按钮。
15、与现有技术相比,本实用新型的有益效果是:
16、1、砂芯自动打孔的定位和深度精度高 ,打孔效率高,单次动作即可完成多个排气孔的钻孔工作 ,保证了砂芯的打孔质量和生产效率。
17、2、砂芯自动打孔机配合制芯中心实现同步运转,有效提升了制芯中心的整体工作效率和工作量。
18、3、砂芯自动打孔机的砂芯置放台方便拆卸更换,适应多品种配重块覆膜砂砂芯打孔作业。
19、4、本实用新型的砂芯自动打孔机,整体结构紧凑,操作方便,最大限度的降低了对操作人员工作量、工作时间以及工作技能的需求 ,大幅提升了整个制芯中心的流转速度和自动化水平。
技术特征:
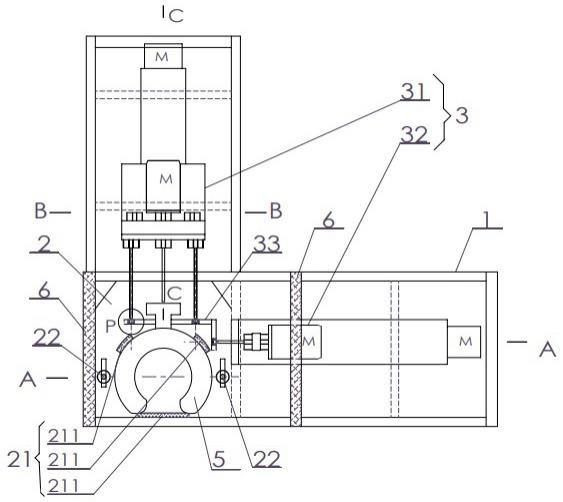
1.配重块覆膜砂砂芯自动打孔机,其特征在于:包括框架主体(1)、可替换砂芯置放台(2)、打孔装置(3)、回收砂斗(4)、防误感应闭锁装置(6)及plc控制系统,所述框架主体(1)上设置可替换砂芯置放台(2),所述砂芯置放台(2)上固定砂芯(5),所述砂芯置放台(2)方便拆卸更换;
2.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述砂芯定位装置(21)包括3个定位块(211),所述定位块(211)分散设置在砂芯周边及所述砂芯置放台(2)上,并与砂芯形状匹配。
3.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述砂芯压紧装置(22)包括压紧块(221)和旋转压紧气缸(222),所述旋转压紧气缸(222)与压紧块(221)连接,通过所述旋转压紧气缸(222)可带动所述压紧块(221)旋转和上下移动,通过所述压紧块(221)压紧砂芯(5)上表面。
4.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述打孔装置(3)包括第一打孔装置(31)和第二打孔装置(32),所述第一打孔装置(31)设有3个钻头,所述第二打孔装置(32)设有1个钻头,所述第一打孔装置(31)的钻头方向与所述第二打孔装置(32)的钻头方向相垂直,并处于一个相交平面状态。
5.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述导向支撑(33)包括支撑板(331)、导向孔(332)和导向轴承(333),钻头通过导向支撑(33)的导向轴承(333)旋转向砂芯(5)钻孔。
6.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述回收砂斗(4)包括第一回收砂斗(41)、第二回收砂斗(42)及总回收砂斗(43),所述第一回收砂斗(41)固定于第一打孔装置(31)的下端,所述第二回收砂斗(42)固定于第二打孔装置(32)的下端,所述总回收砂斗(43)设置于第一回收砂斗(41)和第二回收砂斗(42)的末端下方,并可以移动抽取倒砂。
7.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:
8.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述砂芯定位装置(21)的定位块(211)及砂芯压紧装置(22)的压紧块(221)材料为尼龙。
9.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述防误感应闭锁装置(6)由光栅传感器及电气闭锁装置组成。
10.根据权利要求1所述的配重块覆膜砂砂芯自动打孔机,其特征在于:所述砂芯自动打孔机的启动按钮(8)包括2个同时按压才能启动的按钮。
技术总结
本技术公开了一种配重块覆膜砂砂芯自动打孔机,包括框架主体、可替换砂芯置放台、打孔装置、回收砂斗、防误感应闭锁装置及PLC控制系统,所述框架主体上设置可替换砂芯置放台,所述砂芯置放台上固定砂芯,所述砂芯置放台方便拆卸更换,所述砂芯置放台侧面设有2组打孔装置,通过所述打孔装置对砂芯本体及芯头进行打孔;所述砂芯置放台的两端设有砂芯定位装置和砂芯压紧装置;所述防误感应闭锁装置安装在砂芯置放台的两侧上端,所述PLC控制系统包括PLC控制单元、步进控制模块、触摸屏,PLC控制系统控制打孔操作按规定程序执行。本技术实现了配重块覆膜砂砂芯的自动打孔操作,砂芯打孔的定位和深度精度高,单次动作即可完成多孔的打孔工作,提高了砂芯打孔质量和生产效率。
技术研发人员:陆强,纪汉成
受保护的技术使用者:溧阳市联华机械制造有限公司
技术研发日:20221118
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!