一种铸焊系统的制作方法
本技术涉及铅酸电池加工机械结构领域,尤其涉及一种铸焊系统。
背景技术:
1、铅酸蓄电池是一种电极由铅和铅的氧化物构成、电解液由硫酸溶液组成的一种蓄电池,由于铅酸蓄电池质量稳定可靠、寿命长、安全性能高以及维护简单等优点,而广泛应用于各个领域。
2、在铅酸蓄电池制造方面,传统手工焊接的生产方式,由于生产效率低、焊接质量差的弊端,逐步被淘汰,目前主要由各类机加工设备来代替手工操作,其中汇流排焊接和装壳一般由铸焊机来完成。铸焊机一般分为小密、中密、大密三种类型,其中小密铸焊机即小型阀控密封式铅酸蓄电池铸焊设备,包括夹具、模具、熔炉、冷却装置、及脱模入池壳装置。模具上设置有与铅酸蓄电池的极板连接耳对应的连接槽,工作时,铅酸蓄电池的极板组倒置在夹具上,模具浸泡在熔炉内并升起,连接槽内装盛铸液,夹具将铅酸蓄电池的极板组的连接耳插入连接槽内,并将模具移动至冷却装置,使得铸液固化,即可在极板组的连接耳之间形成连接导体即汇流排,铸焊机生产效率高、焊接质量好,能够大幅减少人与铅之间的接触,并且此设备操作简捷实用,适合各种规模的中小型阀控密封式铅酸蓄电池厂组装生产使用。
3、但是,现有的铸焊设备的熔炉在模具进行浸泡加热后,模具盛取铅液提升进行铸焊工作时,熔炉闲置,导致持续的耗电、耗能,使的加工效率低下,生产成本高。
4、申请人2022年03月04日提出了专利号为cn202220457254.6的实用新型专利中公开了一种铅酸电池加工生产用模具连续加热设备及铸焊系统,包括铅锅、模具、升降机构及牵引机构,至少两组的模具先后切换进入同一铅锅内浸泡加热后盛取铅液,完成铅液盛取后的所述模具进行提升后转移至对应的铸焊工位处参与铅酸电池的汇流排铸焊成型加工,通过只对模具进行切换移动,使得模具在铅锅内进行切换浸泡,达到铅锅连续工作的目的,且模具质量小,承重小,移动负荷小,稳定性高。
5、虽然上述的专利文献公开的技术方案实现了模具的交叉作业,达到了铅锅的连续工作,降低了能耗,提高了工作效率,但是,该专利文献并未公开模具移动牵引的具体结构,及如何实现铅酸电池的自动输入。
技术实现思路
1、针对以上问题,本实用新型提供了一种铸焊系统,通过利用电池输送模块向铸焊模块自动输入铅酸电池,使得铅酸电池达到自动输入、自动铸焊、自动输出的目的,且配合,解决申请人在先申请的铅酸电池加工生产用模具连续加热设备及铸焊系统无法进行自动、连续输入的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种铸焊系统,包括:
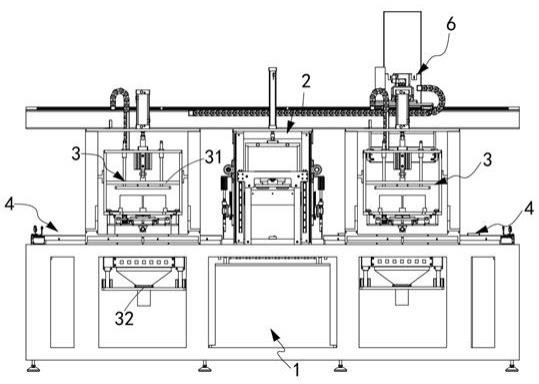
4、铅锅模块、升降模块、铸焊模块、牵引模块、模具及电池输送模块;
5、所述铅锅模块居中设置,该铅锅模块内设置有容纳铅液的容腔,该容腔用于浸泡所述模具;
6、所述升降模块设置于所述铅锅模块的正上方,该升降模块带动所述模具升降设置,使所述模具输入或输出所述容腔;
7、所述铸焊模块设置有两组,该铸焊模块分设于所述铅锅模块的两侧,且该铸焊模块用于将所述模具内承载的铅液冷却成型为铅酸电池上的汇流排;
8、所述牵引模块铺设于所述铸焊模块与所述铅锅模块之间,该牵引模块自所述升降模块处牵引水平移动至对应的所述铸焊模块处进行冷却铸焊工作,该牵引模块通过牵引块与所述模具上安装的锁块的穿插配合,使得所述牵引模块连接所述模具;
9、所述电池输送模块向所述铸焊模块处自动输送所述铅酸电池,该电池输送模块包括水平输送模组及电池转移模组;
10、所述水平输送模组与所述铸焊模块一一对应设置,该水平输送模组用于将倒置的所述铅酸电池输送至所述铸焊模块处;
11、所述电池转移模组安装于所述水平输送模组的上方,该电池转移模组往复于所述水平输送模组之间,将夹取的所述铅酸电池倒置于所述水平输送模组的载料盘上。
12、作为改进,所述铅锅模块包括铅锅及加热元件;
13、所述铅锅内设置有所述容腔,所述加热元件用于对所述容腔加热;
14、所述容腔包括下部圆柱状的第一容腔及上部的连通设置的第二容腔,所述第一容腔的横截面积小于所述第二容腔的横截面积,且所述第一容腔的外部螺旋绕设有所述加热元件。
15、作为改进,所述第二容腔的边沿处设置有分隔板,该分隔板分隔出加料区,且该加料区的底部流通设置。
16、作为改进,所述升降模块包括提升元件及托盘;
17、所述提升元件带动所述托盘沿竖直方向升降设置;
18、所述托盘两端开口设置,供所述模具移动输入,且沿所述模具移动输入的方向,所述托盘两侧边沿的中部安装有定位块。
19、作为改进,所述升降模块还包括刮板,所述刮板随所述托盘同步下降,该刮板对所述容腔表面的铅渣进行刮除。
20、作为改进,所述铸焊模块包括上方的定位模组及下方的冷却模组,所述模具移动至所述定位模组与所述冷却模组之间;
21、所述定位模组用于夹紧定位预排列完成的若干组的铅酸电池;
22、所述冷却模组用于对位于上方的模具进行冷却,使得所述模具上盛取的铅液冷却在所述铅酸电池上形成预设路径的汇流排。
23、作为改进,所述冷却模组包括冷却箱、喷嘴及升降器;
24、所述冷却箱内存储有冷却剂;
25、所述喷嘴安装于所述冷却箱内,该喷嘴自所述冷却箱内抽取冷却剂向上喷出;
26、所述升降器安装于所述冷却箱的外部,该升降器带动所述冷却箱及所述喷嘴同步升降。
27、作为改进,所述冷却箱顶部的边沿与所述模具的下部设置的沟槽插合设置。
28、作为改进,所述牵引模块还包括轨道及直线牵引器;
29、两组的所述轨道平行铺设于所述铸焊模块与所述铅锅模块之间;
30、所述直线牵引器平行所述轨道设置,该直线牵引器带动所述牵引块沿所述轨道往复滑动。
31、作为改进,所述水平输送模组包括两组的滚轮组、推送器及连接单元;
32、所述滚轮组平行且呈直线设置,所述载料盘水平置于所述滚轮组上,且所述载料盘用于承载所述铅酸电池;
33、所述推送器沿所述滚轮组的铺设方向推送所述载料盘;
34、所述连接单元连接所述推送器与所述载料盘。
35、作为改进,所述连接单元包括滑动座、连接器、卡扣及锁件;
36、所述滑动座与所述推送器安装连接,并由该推送器驱动移动;
37、所述连接器安装于所述滑动座上,该连接器带动对称设置的所述锁件滑动设置;
38、所述卡扣对称安装于所述载料盘上,该卡扣正对的侧壁上开设有卡口;
39、所述锁件对称滑动设置有两组,该锁件通过连杆与所述连接器铰接,且该锁件滑动至所述卡口处,与所述卡扣扣合,完成所述推送器与所述载料盘的连接。
40、作为改进,所述电池转移模组包括x轴移动组件、y轴移动组件、z轴移动组件及电池抓料框;
41、所述x轴移动组件水平设置于两组的所述水平输送模组之间,其带动所述电池抓料框往返移动;
42、所述y轴移动组件安装于所述x轴移动组件上的移动座上,该y轴移动组件带动所述电池抓料框沿水平垂直于所述x轴移动组件的方向移动调节设置;
43、所述z轴移动组件安装于所述y轴移动组件的调节座上,该z轴移动组件带动所述电池抓料框沿竖直垂直于所述x轴移动组件的方向移动调节设置;
44、所述电池抓料框用于抓取倒置的所述铅酸电池。
45、本实用新型的有益效果在于:
46、(1)本实用新型通过利用电池输送模块向铸焊模块自动输入铅酸电池,使得铅酸电池达到自动输入、自动铸焊、自动输出的目的,且配合,解决申请人在先申请的铅酸电池加工生产用模具连续加热设备及铸焊系统无法进行自动、连续输入的问题;
47、(2)本实用新型在设置铅锅时,将铅锅进行分区设置形成第一容腔及第二容腔,使得铅锅的底部形成的第一容腔快速进行升温、加热的区域,利用底部第一容腔快速加热的区域,对整个铅锅进行热量辐射,使得铅锅整体升温速度更快;
48、(3)本实用新型通过对第二容腔进行分区,分隔成加料区,在加料区内添加入铅块,使得铅块在加料区内进行加热熔化,不会影响到铅锅内模具的铸焊工作,使得模具的铸焊工作与铅锅的铅块加热互不影响;
49、(4)本实用新型通过水平输送模组及电池转移模组,实现对两组的铸焊模块进行自动的铅酸电池送料,且电池转移模组可以移动对两组的水平输送模组进行供料与抓料输出,使得铅酸电池自动的输入与输出。
50、综上所述,本实用新型具有自动化程度高、工序衔接紧密、加工效率高等优点,尤其适用于铅酸电池加工机械结构领域。
- 还没有人留言评论。精彩留言会获得点赞!