一种精密压铸分散式多点浇口模具的制作方法
本技术涉及精密压铸模具领域,特别的涉及一种精密压铸分散式多点浇口模具。
背景技术:
1、精密铸造,指的是获得精准尺寸铸件工艺的总称,相对于传统砂型铸造工艺,精密铸造获得铸件尺寸更加精准,表面光洁度更好,目前,在精密铸造时多采用模具浇筑成型,但现有技术中的模具浇筑过程中,无法分散多点进入模具内部,容易导致精密铸件均匀度不同,影响产品成型。
2、因此,提出一种精密压铸分散式多点浇口模具以解决上述问题。
技术实现思路
1、本实用新型的目的就在于为了解决上述问题而提供一种精密压铸分散式多点浇口模具,改善了现有技术中的模具浇筑过程中,无法分散多点进入模具内部,容易导致精密铸件均匀度不同,影响产品成型的问题。
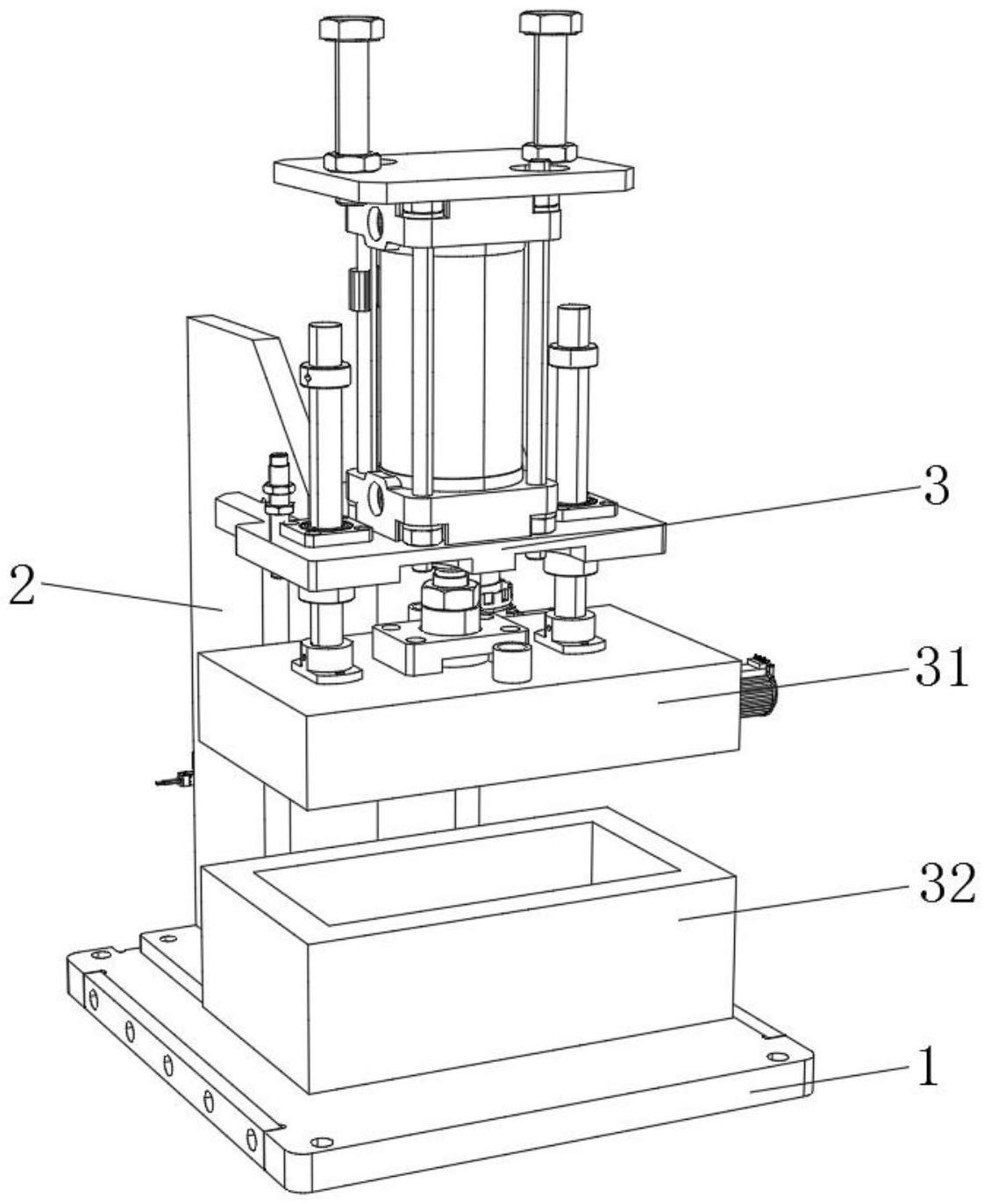
2、本实用新型通过以下技术方案来实现上述目的,一种精密压铸分散式多点浇口模具,包括:底座,所述底座顶部的后侧安装有压铸设备;浇筑模具机构,用于对模具内部进行浇筑的浇筑模具机构安装于底座的顶部;其中,所述浇筑模具机构包括安装于压铸设备底部的分散式组件,所述分散式组件的顶部安装有安装架,所述安装架的顶部与压铸设备的传动端固定连接,所述底座顶部的前侧安装有模具箱,所述模具箱的顶部开设有型腔。
3、优选的,所述分散式组件包括两个开设于底座内部前后两侧的横腔,两个所述横腔的两侧均连通有纵腔,所述分散式组件的内部且位于两个纵腔的外侧开设有传动腔,两个所述传动腔内腔的一侧均通过轴承转动连接有第一转杆,所述第一转杆贯穿横腔并位于横腔的内腔,所述第一转杆的表面套设有第一螺旋输送叶,两个所述传动腔内腔的另一侧均通过轴承转动安装有第二转杆,所述第二转杆的表面套设有第二螺旋输送叶,所述纵腔内腔的底部连通有输料管,能够将熔体同时注入横腔的内腔,再通过第一螺旋输送叶与第二螺旋输送叶的螺旋输送将熔体均匀输送于纵腔内腔的目的。
4、优选的,所述第二螺旋输送叶位于传动腔内腔的表面套设有从动皮带盘,所述分散式组件的一侧安装有电机,所述电机的输出端贯穿分散式组件与传动腔并与第一转杆的一端固定连接,所述第一转杆位于传动腔内腔的表面套设有主动皮带盘,所述主动皮带盘的表面绕设有传动皮带,所述主动皮带盘与从动皮带盘通过传动皮带传动连接,能够为第一转杆提供动力支持,同步带动第一螺旋输送叶与第二螺旋输送叶进行转动的目的。
5、优选的,所述分散式组件顶部的前后两侧均贯穿安装有注料管,所述注料管贯穿分散式组件并与两个横腔连通。
6、优选的,所述第一转杆和第二转杆与横腔的贯穿处均安装有旋转密封件,所述旋转密封件的数量为四个,且分别与横腔和第二转杆转动连接,能够对横腔与纵腔的内腔进行密封,避免熔体进入传动腔的内腔,导致熔体出现浪费的情况。
7、优选的,所述输料管位于纵腔的内腔连通有多个,且每个纵腔的内腔最少不少于三个,能够对熔体进行分散、多点式输送的目的。
8、本实用新型的有益效果是:
9、1、通过设置浇筑模具机构,在对精密铸件进行压铸时,将熔体通过注料管注入横腔的内腔,再通过电机带动第一转杆进行转动,第一转杆带动第一螺旋输送叶旋转,将熔体输送至纵腔的内腔,在熔体进入纵腔的内腔时,通过输料管与纵腔的连通将熔体均匀的注入型腔的内腔,再通过压铸设备对其进行压铸,起到了能够将熔体分散、多点的注入型腔的内腔,使熔体进入型腔的内部时更加均匀的目的,同时能够避免精密铸件均匀度不同,影响产品成型的情况出现;
10、2、通过设置第二转杆,在第一转杆进行转动时,第一转杆带动主动皮带盘进行转动,主动皮带盘与从动皮带盘再通过传动皮带的传动连接带动第二转杆与第二螺旋输送叶进行转动,使第一转杆与第二转杆能够同步转动,对进入横腔内腔的熔体进行输送,使熔体能够分别进入两个纵腔的内腔,起到了能够同步对两个纵腔内输送熔体,使熔体能够均匀的进入型腔内部的目的。
技术特征:
1.一种精密压铸分散式多点浇口模具,其特征在于,包括:
2.根据权利要求1所述的一种精密压铸分散式多点浇口模具,其特征在于:所述分散式组件(31)包括两个开设于底座(1)内部前后两侧的横腔(311),两个所述横腔(311)的两侧均连通有纵腔(312),所述分散式组件(31)的内部且位于两个纵腔(312)的外侧开设有传动腔(313),两个所述传动腔(313)内腔的一侧均通过轴承转动连接有第一转杆(314),所述第一转杆(314)贯穿横腔(311)并位于横腔(311)的内腔,所述第一转杆(314)的表面套设有第一螺旋输送叶(315),两个所述传动腔(313)内腔的另一侧均通过轴承转动安装有第二转杆(316),所述第二转杆(316)的表面套设有第二螺旋输送叶(317),所述纵腔(312)内腔的底部连通有输料管(3103)。
3.根据权利要求2所述的一种精密压铸分散式多点浇口模具,其特征在于:所述第二螺旋输送叶(317)位于传动腔(313)内腔的表面套设有从动皮带盘(318),所述分散式组件(31)的一侧安装有电机(319),所述电机(319)的输出端贯穿分散式组件(31)与传动腔(313)并与第一转杆(314)的一端固定连接,所述第一转杆(314)位于传动腔(313)内腔的表面套设有主动皮带盘(3101),所述主动皮带盘(3101)的表面绕设有传动皮带(3102),所述主动皮带盘(3101)与从动皮带盘(318)通过传动皮带(3102)传动连接。
4.根据权利要求2所述的一种精密压铸分散式多点浇口模具,其特征在于:所述分散式组件(31)顶部的前后两侧均贯穿安装有注料管(35),所述注料管(35)贯穿分散式组件(31)并与两个横腔(311)连通。
5.根据权利要求2所述的一种精密压铸分散式多点浇口模具,其特征在于:所述第一转杆(314)和第二转杆(316)与横腔(311)的贯穿处均安装有旋转密封件(36),所述旋转密封件(36)的数量为四个,且分别与横腔(311)和第二转杆(316)转动连接。
6.根据权利要求2所述的一种精密压铸分散式多点浇口模具,其特征在于:所述输料管(3103)位于纵腔(312)的内腔连通有多个,且每个纵腔(312)的内腔最少不少于三个。
技术总结
本技术涉及精密压铸模具领域,具体的说是一种精密压铸分散式多点浇口模具,包括:底座,所述底座顶部的后侧安装有压铸设备;浇筑模具机构,用于对模具内部进行浇筑的浇筑模具机构安装于底座的顶部;通过设置浇筑模具机构,在对精密铸件进行压铸时,将熔体通过注料管注入横腔的内腔,再通过电机带动第一转杆进行转动,第一转杆带动第一螺旋输送叶旋转,将熔体输送至纵腔的内腔,在熔体进入纵腔的内腔时,通过输料管与纵腔的连通将熔体均匀的注入型腔的内腔,再通过压铸设备对其进行压铸,起到了能够将熔体分散、多点的注入型腔的内腔,使熔体进入型腔的内部时更加均匀的目的,同时能够避免精密铸件均匀度不同,影响产品成型的情况出现。
技术研发人员:王海文
受保护的技术使用者:海泰克精密压铸江苏有限公司
技术研发日:20221125
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!