一种控制热镀锌板钝化不良的装置的制作方法
本技术涉及一种热镀锌板钝化装置,特别是一种控制热镀锌板钝化不良的装置。
背景技术:
1、热镀锌板电镀后,由于锌是一种活泼的金属,如果不进行很好的后处理,镀层很快就会变暗,并相继出现白色腐蚀产物。因此在目前热镀锌或热镀铝锌板材生产过程中,金属薄板表面首先需要进行镀锌或镀铝锌处理,之后再进行辊涂钝化,使锌层表面上形成一层铬酸盐转化膜层。
2、钝化液成分为铬酸盐溶液,稳定性较差,长期存放于钝化液槽中易出现沉淀,影响其涂覆性能。因此现有技术中会采用储液罐实时加料方式,如《用于热镀锌板钝化辊涂的加液装置》(cn203711274u),但这种循环方式依赖钝化泵,如果钝化液压力泵工作异常,则系统失效而造成钝化失效或钝化不良。
3、此外,储液罐加料在钝化槽内,通过两个涂覆辊进行涂覆,涂覆过程中,钝化液压力波动易散流及飞溅,造成镀锌板钝化斑迹、钝化条纹,尤其是带钢边部出现钝化斑缺陷,钝化不良缺陷造成的废次降、客户端质量异议及涂覆辊更换周期短造成的成本增加。
技术实现思路
1、本实用新型的技术任务是针对以上现有技术的不足,提供一种控制热镀锌板钝化不良的装置,通过建立新的钝化系统,来解决热镀锌板钝化不良的问题。
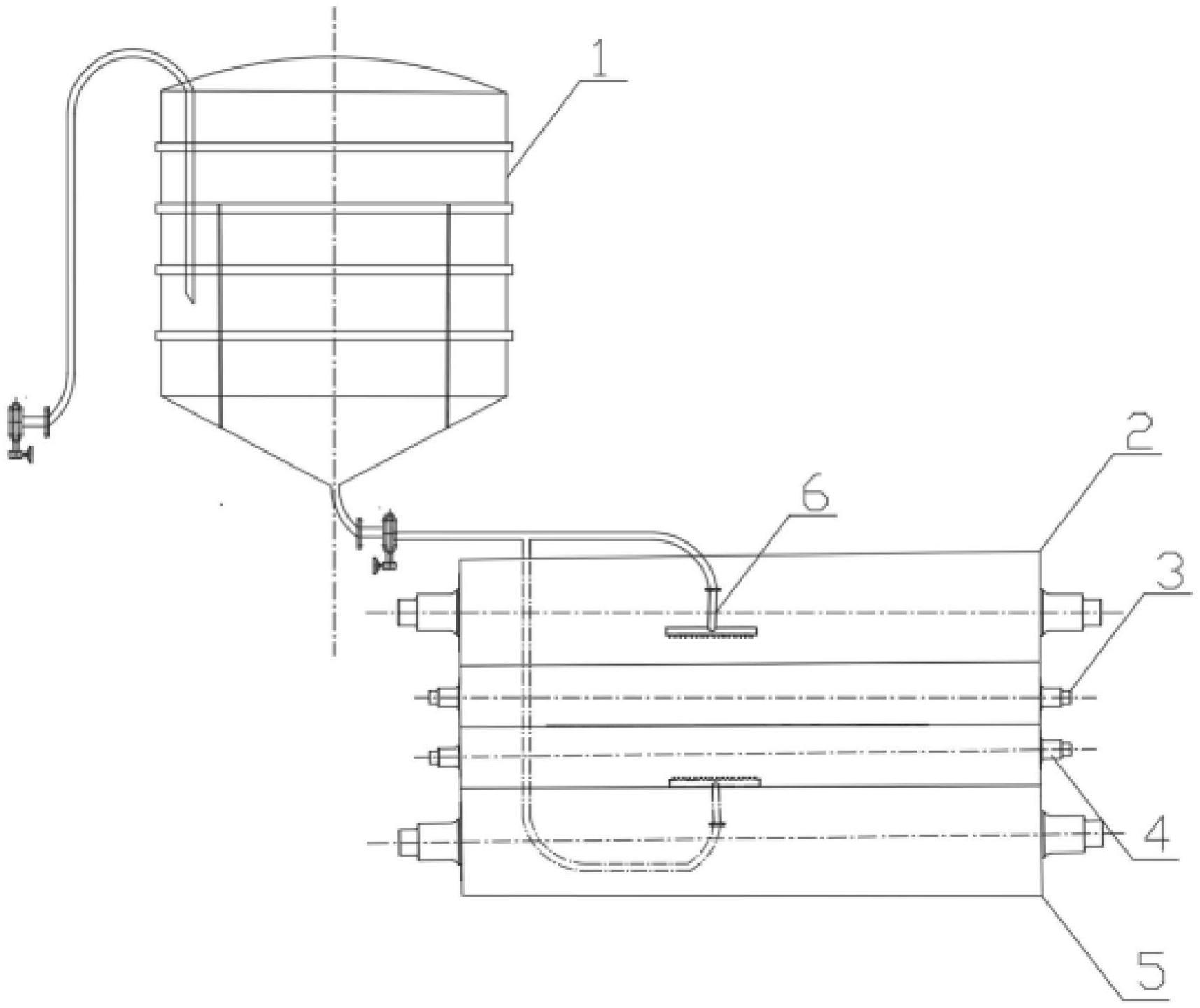
2、本实用新型解决其技术问题的技术方案是:一种控制热镀锌板钝化不良的装置,其特征在于:包括储液罐、接液辊、涂覆辊和给液总成;所述的接液辊包括上接液辊、下接液辊;所述的涂覆辊包括上涂覆辊、下涂覆辊;所述的储液罐位于上接液辊的侧上方,所述的储液罐包括进液口、出液口、挡板和管路及阀门,底部为锥口;所述的挡板为环形,底部与所述储液罐的底部固定连接,将所述储液罐的底部分为内层和外层,所述的进液口位于外层上方;所述的给液总成为两组,每组都包括钝化喷头、接液盘和风管;所述的钝化喷头位于同侧的接液辊、涂覆辊接触点后上方,所述的接液盘位于同侧的接液辊下方;每个涂覆辊的前方设有两个风管,风管前端为曲面,弧度与同侧涂覆辊相匹配,曲面开孔,开孔朝向带钢宽度方向外侧。
3、优化方案中,还包括工作罐和进液管,所述的进液管从进液口插入所述储液罐的外层,所述的进液管和工作罐之间有输送压力泵。
4、进一步,上述的储液罐还设有液位控制装置。
5、进一步,上述的液位控制装置包括控制器和与之数据连接的液位检测头、报警器。
6、进一步,上述的储液罐还设有温度控制装置。
7、进一步,上述的钝化喷头为t形,横梁上设有均匀喷嘴。
8、进一步,上述的钝化喷头朝向接液辊、涂覆辊中间位置,朝向偏涂覆辊一侧。
9、进一步,上述的风管内为压缩空气。
10、进一步,上述的接液盘的出口连接工作罐。
11、进一步,上述的风管滑动连接在风管架上。
12、与现有技术相比较,本实用新型具有以下突出的有益效果:
13、1、本实用新型避免了钝化液压力泵工作异常造成钝化失效;
14、2、本实用新型避免散流及飞溅,钝化膜厚度均匀,从而避免造成钝化斑迹、钝化条纹造成的外观及表面防腐能力质量问题;
15、3、可以解决因带钢边部磨损造成的涂覆辊凹槽形成带钢侧边钝化液体残留,带钢边部钝化斑缺陷问题。
技术特征:
1.一种控制热镀锌板钝化不良的装置,其特征在于:包括储液罐、接液辊、涂覆辊和给液总成;所述的接液辊包括上接液辊、下接液辊;所述的涂覆辊包括上涂覆辊、下涂覆辊;所述的储液罐位于上接液辊的侧上方,所述的储液罐包括进液口、出液口、挡板和管路及阀门,底部为锥口;所述的挡板为环形,底部与所述储液罐的底部固定连接,将所述储液罐的底部分为内层和外层,所述的进液口位于外层上方;所述的给液总成为两组,每组都包括钝化喷头、接液盘和风管;所述的钝化喷头位于同侧的接液辊、涂覆辊接触点后上方,所述的接液盘位于同侧的接液辊下方;每个涂覆辊的前方设有两个风管,风管前端为曲面,弧度与同侧涂覆辊相匹配,曲面开孔,开孔朝向带钢宽度方向外侧。
2.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:还包括工作罐和进液管,所述的进液管从进液口插入所述储液罐的外层,所述的进液管和工作罐之间有输送压力泵。
3.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:所述的储液罐还设有液位控制装置。
4.根据权利要求3所述的控制热镀锌板钝化不良的装置,其特征在于:所述的液位控制装置包括控制器和与之数据连接的液位检测头、报警器。
5.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:所述的储液罐还设有温度控制装置。
6.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:所述的钝化喷头为t形,横梁上设有均匀喷嘴。
7.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:所述的钝化喷头朝向接液辊、涂覆辊中间位置,朝向偏涂覆辊一侧。
8.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:所述的风管内为压缩空气。
9.根据权利要求2所述的控制热镀锌板钝化不良的装置,其特征在于:所述的接液盘的出口连接工作罐。
10.根据权利要求1所述的控制热镀锌板钝化不良的装置,其特征在于:所述的风管滑动连接在风管架上。
技术总结
本技术公开了一种控制热镀锌板钝化不良的装置,属于钝化领域,包括储液罐、接液辊、涂覆辊和给液总成;所述的储液罐位于上接液辊的侧上方,所述的储液罐包括进液口、出液口、挡板和管路及阀门,底部为锥口;所述的挡板为环形,将所述储液罐的底部分为内层和外层,所述的进液口位于外层上方;所述的给液总成为两组,每组都包括钝化喷头、接液盘和风管。与现有技术相比较,本技术可以解决热镀锌板钝化不良的问题。
技术研发人员:黄友坡,张秀欣,王春龙,王旭
受保护的技术使用者:日照宝华新材料有限公司
技术研发日:20221129
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!