用于提高砂铸齿圈字标清晰度的砂型模具的制作方法
本技术涉及齿圈砂铸,尤其涉及用于提高砂铸齿圈字标清晰度的砂型模具。
背景技术:
1、现有的钢、铁和大多数有色合金铸件都可用砂型铸造方法获得,由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
2、齿圈的生产采用砂铸的方式进行,在齿圈生产过程中,通常需要在齿圈表面标注上产品的型号、标准、尺寸等标注,现有的在标注是在砂型铸造过程中将字标都是直接刻在模具上,但使用该种方法在造砂型时容易将字形弄坏,而且浇筑后字体模糊不清,精度差、影响产品的外观和使用,同时在浇筑钢水过程中,多个字标周围缝隙较密,在静态浇筑过程中,钢水很难填满每个字标缝隙,因此需要一种新型的提高砂铸齿圈字标清晰度的砂型模具来满足浇筑需求。
技术实现思路
1、针对现有技术的不足,本实用新型提供了用于提高砂铸齿圈字标清晰度的砂型模具,用于解决上述问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
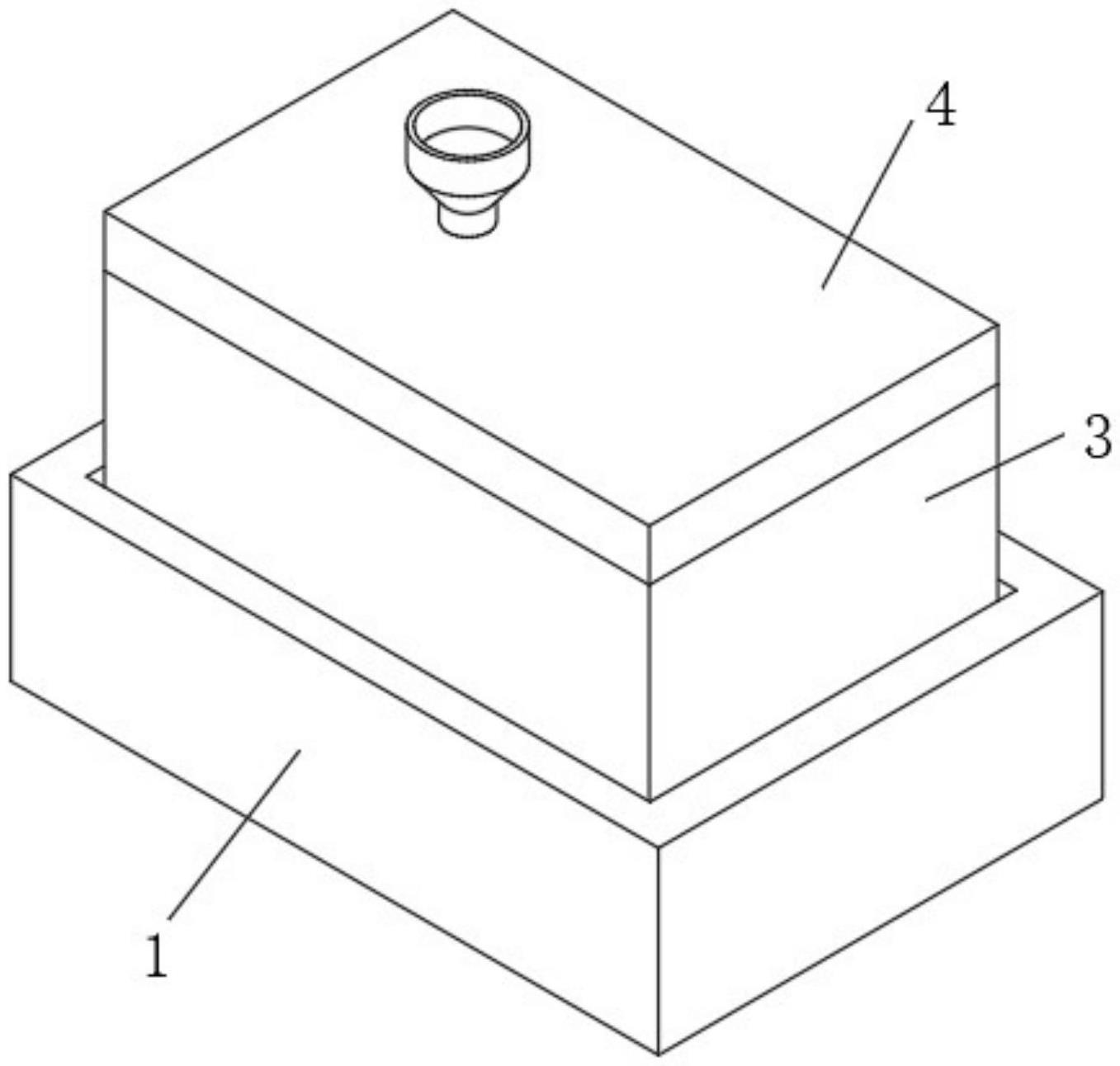
3、用于提高砂铸齿圈字标清晰度的砂型模具,包括模具底座,所述包括模具底座的顶侧开设有底座槽,底座槽内通过导向组件安装有模具下壳,模具下壳的顶侧安装有模具上壳,所述模具下壳内开设有齿圈槽,所述底座槽内设有震动组件,震动组件与模具下壳的底侧相接处,所述齿圈槽的内壁上通过放置组件安装有字标连接块,字标连接块的一侧设有字标本体。
4、优选的,所述导向组件包括固定安装在底座槽底侧内壁上的固定柱,固定柱的顶端开设有导向槽,模具下壳的底侧固定安装有导向杆,导向杆的底端延伸至导向槽内,设置的导向组件,导向组件上的导向杆,能够在导向槽内移动,能够对模具下壳的移动进行限位。
5、优选的,所述震动组件包括固定安装在底座槽底侧内壁上的放置块,放置块的顶侧固定安装有震动电机,震动电机的输出端与模具下壳的底侧相接处。
6、优选的,所述底座槽的两侧内壁上均开设有移动槽,模具下壳的两侧均固定安装有移动块,两个移动块相互远离的一侧分别滑动安装在两个移动槽内。
7、优选的,所述移动块的底侧和顶侧分别固定安装有第一震动弹簧和第二震动弹簧,第一震动弹簧和第二震动弹簧相互远离的一端分别固定安装在移动槽的底侧和顶侧内壁上,震动组件上的震动电机运行,能够带动模具下壳进行震动,模具下壳震动时会带动移动块在移动槽内移动,设置的第一震动弹簧和第二震动弹簧,能够让震动更加具有弹性,避免出现硬性震动,造成砂型损坏,通过震动,能够在铸齿圈时,浇筑的钢水能够均匀的流通,并使字标本体周围均留有钢水,从而提高字标的清晰度,不易出现未浇筑的情况。
8、优选的,所述齿圈槽的一侧内壁上开设有壳槽,壳槽内放置有字标壳,字标连接块放置在字标壳上,在模具下壳内填筑铸砂,并形成齿圈槽,然后掏出壳槽,并将字标壳放置在壳槽内,将分开制作的字标连接块和字标本体,放置在字标壳内,进行安装,将字标本体与砂铸分开制作,有效避免造砂型时破坏字体结构,字体出现模糊的情况。
9、优选的,所述模具上壳的顶侧设有浇筑口,浇筑口与齿圈槽相连通,浇筑齿圈时,通过浇筑口浇筑钢水。
10、与现有技术相比,本实用新型的有益效果是:该用于提高砂铸齿圈字标清晰度的砂型模具,在模具下壳内填筑铸砂,并形成齿圈槽,然后掏出壳槽,并将字标壳放置在壳槽内,将分开制作的字标连接块和字标本体,放置在字标壳内,进行安装,将字标本体与砂铸分开制作,有效避免造砂型时破坏字体结构,字体出现模糊的情况;
11、将模具下壳放置在模具底座上,并通过震动组件上的震动电机运行,能够带动模具下壳进行震动,模具下壳震动时会带动移动块在移动槽内移动,设置的第一震动弹簧和第二震动弹簧,能够让震动更加具有弹性,避免出现硬性震动,造成砂型损坏,通过震动,能够在铸齿圈时,浇筑的钢水能够均匀的流通,并使字标本体周围均留有钢水,从而提高字标的清晰度,不易出现未浇筑的情况。
技术特征:
1.用于提高砂铸齿圈字标清晰度的砂型模具,包括模具底座(1),其特征在于,所述包括模具底座(1)的顶侧开设有底座槽(2),底座槽(2)内通过导向组件安装有模具下壳(3),模具下壳(3)的顶侧安装有模具上壳(4),所述模具下壳(3)内开设有齿圈槽(5),所述底座槽(2)内设有震动组件,震动组件与模具下壳(3)的底侧相接处,所述齿圈槽(5)的内壁上通过放置组件安装有字标连接块(18),字标连接块(18)的一侧设有字标本体(19)。
2.根据权利要求1所述的用于提高砂铸齿圈字标清晰度的砂型模具,其特征在于,所述导向组件包括固定安装在底座槽(2)底侧内壁上的固定柱(9),固定柱(9)的顶端开设有导向槽(10),模具下壳(3)的底侧固定安装有导向杆(11),导向杆(11)的底端延伸至导向槽(10)内。
3.根据权利要求1所述的用于提高砂铸齿圈字标清晰度的砂型模具,其特征在于,所述震动组件包括固定安装在底座槽(2)底侧内壁上的放置块(7),放置块(7)的顶侧固定安装有震动电机(8),震动电机(8)的输出端与模具下壳(3)的底侧相接处。
4.根据权利要求1所述的用于提高砂铸齿圈字标清晰度的砂型模具,其特征在于,所述底座槽(2)的两侧内壁上均开设有移动槽(12),模具下壳(3)的两侧均固定安装有移动块(13),两个移动块(13)相互远离的一侧分别滑动安装在两个移动槽(12)内。
5.根据权利要求4所述的用于提高砂铸齿圈字标清晰度的砂型模具,其特征在于,所述移动块(13)的底侧和顶侧分别固定安装有第一震动弹簧(14)和第二震动弹簧(15),第一震动弹簧(14)和第二震动弹簧(15)相互远离的一端分别固定安装在移动槽(12)的底侧和顶侧内壁上。
6.根据权利要求1所述的用于提高砂铸齿圈字标清晰度的砂型模具,其特征在于,所述齿圈槽(5)的一侧内壁上开设有壳槽(16),壳槽(16)内放置有字标壳(17),字标连接块(18)放置在字标壳(17)上。
7.根据权利要求1所述的用于提高砂铸齿圈字标清晰度的砂型模具,其特征在于,所述模具上壳(4)的顶侧设有浇筑口(6),浇筑口(6)与齿圈槽(5)相连通。
技术总结
本技术公开了用于提高砂铸齿圈字标清晰度的砂型模具,包括模具底座,所述包括模具底座的顶侧开设有底座槽,底座槽内通过导向组件安装有模具下壳,模具下壳的顶侧安装有模具上壳,所述模具下壳内开设有齿圈槽,所述底座槽内设有震动组件,震动组件与模具下壳的底侧相接处,所述齿圈槽的内壁上通过放置组件安装有字标连接块,字标连接块的一侧设有字标本体,该用于提高砂铸齿圈字标清晰度的砂型模具,在模具下壳内填筑铸砂,并形成齿圈槽,然后掏出壳槽,并将字标壳放置在壳槽内,将分开制作的字标连接块和字标本体,放置在字标壳内,进行安装,将字标本体与砂铸分开制作,有效避免造砂型时破坏字体结构,字体出现模糊的情况。
技术研发人员:郑朕,吴宝叶,朱双双
受保护的技术使用者:江苏共驰科技有限公司
技术研发日:20221206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!