一种磨料成型模具的制作方法
本技术涉及磨料加工设备,具体为一种磨料成型模具。
背景技术:
1、磨料是锐利、坚硬的材料,用以磨削较软的材料表面。磨料有天然磨料和人造磨料两大类。按硬度分类有超硬磨料和普通磨料两大类。磨料的范围很广,从较软的家用去垢剂、宝石磨料到最硬的材料金刚石。磨料是制造每一种精密产品所必不可少的材料。许多天然磨料,已被人造磨料所代替。除金刚石外,天然磨料的性能都不太稳定,不过仍有其使用价值。金刚石是硬度最高的磨料,产地以南非为主,占世界总产量的95%,其馀为巴西、澳大利亚、圭亚那和委内瑞拉等地。工业用金刚石从灰白色到黑色不等,经碾碎後可制砂轮、砂带、抛光轮和研磨粉等;
2、磨料加工时可根据使用需求通过添加一定量的成型剂并通过模具的按压成型,成型后的磨料一般直接通过模具顶针顶出并自然冷却,并对冷却后的磨料进行打磨修配,而自然冷却十分耗费时间,所以急需一种既可以完成成型作业,又可以在成型作业后进行初步磨料冷却降温的模具。
技术实现思路
1、本实用新型要解决的技术问题是针对现有技术的不足,提供了一种可在磨料成型作业后,在将磨料从磨料容纳槽顶出后可对磨料进行吹扫,以此降低磨料温度的磨料成型模具。
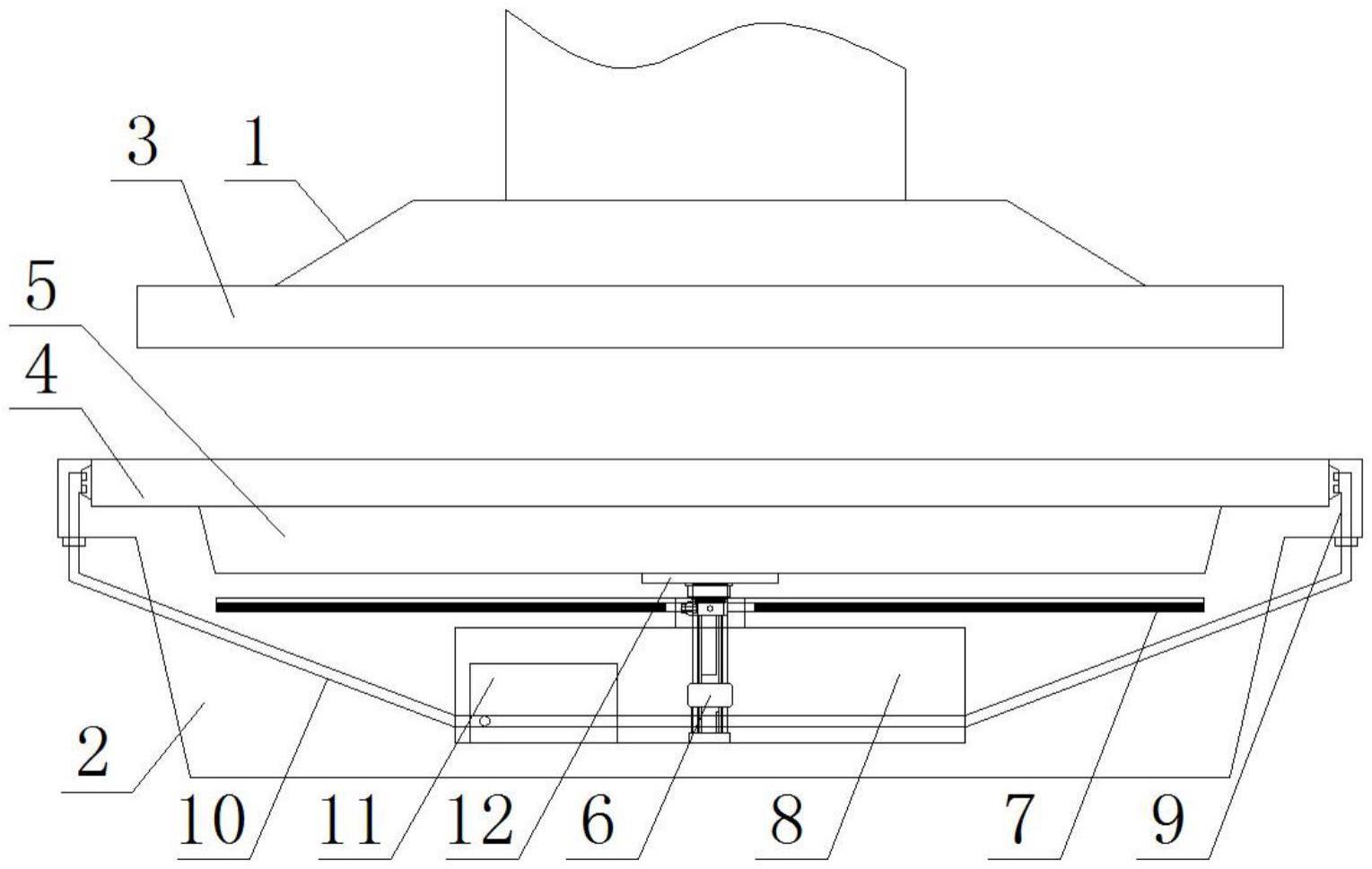
2、本实用新型要解决的技术问题是通过以下技术方案来实现的,一种磨料成型模具,包括上模座和下模座,在上模座的底部设置有压模板,在下模座的顶部开设有用于容纳压模板的压模槽,在压模槽的槽底开设有磨料容纳槽;
3、位于磨料容纳槽下方的下模座上设置有顶料伸缩机构;
4、位于顶料伸缩机构四周的下模座上开设有加热槽,在加热槽内安装有对磨料容纳槽的槽底进行加热的陶瓷加热片;
5、位于压模槽的立面内壁上开设有若干条便于对成型后的磨料吹扫降温的气道,在气道的进气端上设置有气管,在下模座上设置有对气管进行供气的气泵。
6、本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种磨料成型模具,所述的顶料伸缩机构的伸缩端上固定安装有承压板,在磨料容纳槽的底壁上开设有用于容纳承压板以此使得顶料伸缩机构未伸缩时承压板的顶面与磨料容纳槽底壁平齐的安装槽,所述的承压板位于安装槽内。
7、本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种磨料成型模具,位于加热槽下方的下模座上开设有设备仓,所述的气泵和顶料伸缩机构安装在设备仓内,在设备仓和磨料容纳槽之间的下模座上开设有便于顶料伸缩机构伸缩以此进行顶料的竖向顶料通孔。
8、本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种磨料成型模具,所述的压模板的外径小于压模槽内径4cm-6cm。
9、本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种磨料成型模具,所述的磨料容纳槽的槽底和立面内壁之间的夹角为110°至115°。
10、本实用新型要解决的技术问题还可以通过以下技术方案来实现的,以上所述的一种磨料成型模具,所述的顶料伸缩机构为电缸或气缸。
11、与现有技术相比,本实用新型的有益技术效果是:
12、(1)磨料通过顶料伸缩机构顶出后,可由气泵可对气管供气,并通过气管吹出的气流对成型后的磨料进行吹扫,以此对磨料进行初步降温,缩短磨料后续自然冷却所需工期,提高生效效率;
13、(2)磨料容纳槽的槽底和立面内壁之间的夹角为110°至115°,该设计可使得磨料容纳槽的槽口呈易脱模的广口形式,使得磨料的脱模更顺利;
14、(3)设计独立的设备仓,气泵和顶料伸缩机构安装在设备仓内,便于对气泵和顶料伸缩机构进行维修/更换,其结构设计合理。
技术特征:
1.一种磨料成型模具,其特征在于:包括上模座和下模座,在上模座的底部设置有压模板,在下模座的顶部开设有用于容纳压模板的压模槽,在压模槽的槽底开设有磨料容纳槽;
2.根据权利要求1所述的一种磨料成型模具,其特征在于:所述的顶料伸缩机构的伸缩端上固定安装有承压板,在磨料容纳槽的底壁上开设有用于容纳承压板以此使得顶料伸缩机构未伸缩时承压板的顶面与磨料容纳槽底壁平齐的安装槽,所述的承压板位于安装槽内。
3.根据权利要求1所述的一种磨料成型模具,其特征在于:位于加热槽下方的下模座上开设有设备仓,所述的气泵和顶料伸缩机构安装在设备仓内,在设备仓和磨料容纳槽之间的下模座上开设有便于顶料伸缩机构伸缩以此进行顶料的竖向顶料通孔。
4.根据权利要求1所述的一种磨料成型模具,其特征在于:所述的压模板的外径小于压模槽内径4cm-6cm。
5.根据权利要求1所述的一种磨料成型模具,其特征在于:所述的磨料容纳槽的槽底和立面内壁之间的夹角为110°至115°。
6.根据权利要求1所述的一种磨料成型模具,其特征在于:所述的顶料伸缩机构为电缸或气缸。
技术总结
本技术的一种磨料成型模具,包括上模座和下模座,在上模座的底部设置有压模板,在下模座的顶部开设有压模槽,在压模槽的槽底开设有磨料容纳槽;位于磨料容纳槽下方的下模座上设置有顶料伸缩机构;位于顶料伸缩机构四周的下模座上开设有加热槽,在加热槽内安装有陶瓷加热片;位于压模槽的立面内壁上开设有气道,在气道的进气端上设置有气管,在下模座上设置有气泵。磨料通过顶料伸缩机构顶出后,可由气泵可对气管供气,并通过气管吹出的气流对成型后的磨料进行吹扫,以此对磨料进行初步降温,缩短磨料后续自然冷却所需工期,提高生效效率。
技术研发人员:施招羊
受保护的技术使用者:连云港中意航空材料有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!