一种贮架浇铸模具的制作方法
本申请涉及浇铸模具,尤其涉及一种贮架浇铸模具。
背景技术:
1、航空航天的飞速发展对于结构的要求越来越高,轻量化、整体化、精细化、低成本、高精密、高性能等特点非常明显;尤其是大型复杂薄壁铝合金整体铸造结构逐步取代了传统的铆接结构、螺接结构而成为主流趋势,但是采用现有的浇铸模具进行砂型铸造、金属型铸造、高压铸造均无法完成部分异常复杂的薄壁镂空整体构件,且具有加工成本高、周期长的缺陷。
技术实现思路
1、本实用新型的目的在于提供一种贮架浇铸模具,具有保证薄壁镂空贮架的性能指标的同时,降低制造成本、缩短制造周期,保证制造质量,解决了传统铝合金砂型铸造及金属型无法铸造的难题,克服了传统模具无法加工及加工成本高、周期长的缺陷的有益效果,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:
3、一种贮架浇铸模具,包括:
4、主浇道;
5、直浇道,直浇道与主浇口连接;
6、贮架,主浇道设于贮架一侧,并与贮架连接;
7、底部浇道,直浇道设于主浇道与底部浇道之间,并分别与主浇道、底部浇道连接。
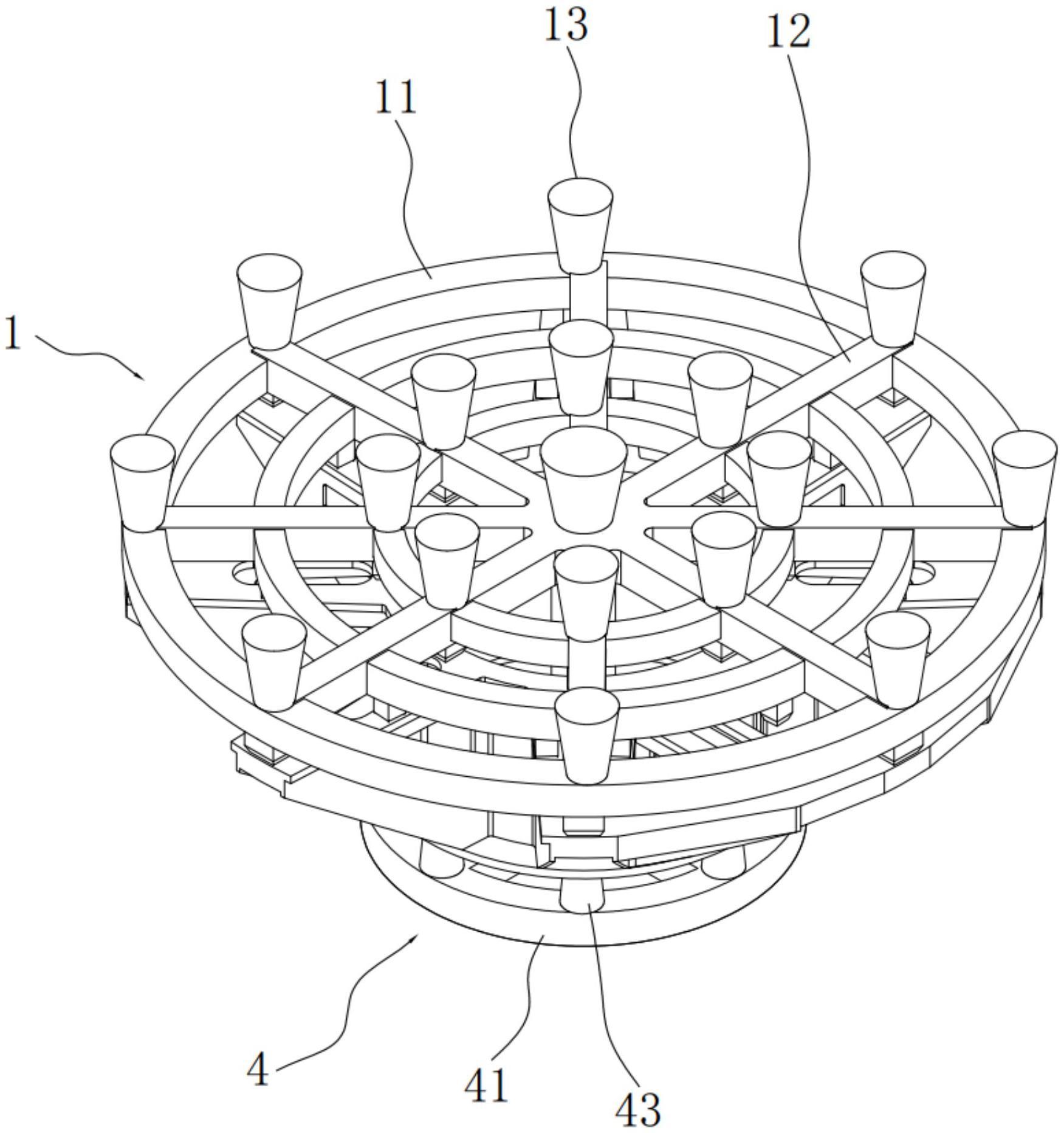
8、作为本实用新型再进一步的方案:所述主浇道包括:
9、主环形浇道;
10、主纵横浇道,主纵横浇道设有多个,并交错分布于主环形浇道上,主纵横浇道端部与主环形浇道连接,底部与贮架连接;直浇道与主纵横浇道连接;
11、主浇口,主浇口设有多个,并均匀地分布于主纵横浇道上,主浇口与主纵横浇道连接。
12、作为本实用新型再进一步的方案:所述贮架包括:
13、前端框;
14、圆柱壳,前端框设于圆柱壳一端,并与圆柱壳连接;
15、镂空槽,镂空槽设有多个,并设于圆柱壳侧壁,镂空槽呈u形、方形或梯形。
16、作为本实用新型再进一步的方案:所述贮架包括单储物架和组合储物架,单储物架设有多个,并呈环形分布于圆柱壳外壁,单储物架与圆柱壳外壁连接;组合储物架设于圆柱壳外侧,并与圆柱壳连接;
17、作为本实用新型再进一步的方案:所述单储物架包括:
18、支撑侧板,支撑侧板与圆柱壳外壁连接;
19、侧板加强筋,侧板加强筋设于支撑侧板之间,并与支撑侧板连接;
20、安装座,安装座设于支撑侧板之间,并分别与支撑侧板、圆柱壳连接;
21、减轻槽,减轻槽设于支撑侧板上,减轻槽呈u形、方形或梯形。
22、作为本实用新型再进一步的方案:所述组合储物架包括:
23、后端支撑底板,后端支撑底板与圆柱壳侧壁连接;
24、后端支撑侧板,后端支撑侧板设于后端支撑底板一侧,并分别与后端支撑底板、后端支撑侧板连接。
25、作为本实用新型再进一步的方案:所述底部浇道包括:
26、底部环形浇道;
27、底部纵横浇道,底部纵横浇道交错地设于底部环形浇道上,并与底部环形浇道连接;直浇道与底部纵横浇道连接;
28、底部浇口,底部浇口设有多个,并均匀地连接于底部环形浇道上。
29、作为本实用新型再进一步的方案:所述圆柱壳的壁厚为3~5mm。
30、与现有技术相比,本实用新型的有益效果是:
31、本申请模具可通过融模铸造技术及冷却技术保证薄壁镂空贮架的性能指标的同时,降低制造成本、缩短制造周期,保证制造质量;解决了传统铝合金砂型铸造及金属型无法铸造的难题,克服了传统模具无法加工及加工成本高、周期长的缺陷。
技术特征:
1.一种贮架浇铸模具,其特征在于,包括:
2.根据权利要求1所述的一种贮架浇铸模具,其特征在于,所述主浇道包括:
3.根据权利要求1所述的一种贮架浇铸模具,其特征在于,所述贮架包括:
4.根据权利要求3所述的一种贮架浇铸模具,其特征在于,所述贮架包括单储物架和组合储物架,单储物架设有多个,并呈环形分布于圆柱壳外壁,单储物架与圆柱壳外壁连接;组合储物架设于圆柱壳外侧,并与圆柱壳连接。
5.根据权利要求4所述的一种贮架浇铸模具,其特征在于,所述单储物架包括:
6.根据权利要求4所述的一种贮架浇铸模具,其特征在于,所述组合储物架包括:
7.根据权利要求1所述的一种贮架浇铸模具,其特征在于,所述底部浇道包括:
8.根据权利要求3所述的一种贮架浇铸模具,其特征在于,所述圆柱壳的壁厚为3~5mm。
技术总结
本申请提供一种贮架浇铸模具,涉及浇铸模具技术领域,包括主浇道、直浇道、贮架和底部浇道,直浇道与主浇口连接,主浇道设于贮架一侧,并与贮架连接,直浇道设于主浇道与底部浇道之间,并分别与主浇道、底部浇道连接。主浇道包括主环形浇道和主纵横浇道,主纵横浇道设有多个,并交错分布于主环形浇道上,主纵横浇道端部与主环形浇道连接,底部与贮架连接;直浇道与主纵横浇道连接。本申请模具可通过融模铸造技术及冷却技术保证薄壁镂空贮架的性能指标的同时,降低制造成本、缩短制造周期,保证制造质量;解决了传统铝合金砂型铸造及金属型无法铸造的难题,克服了传统模具无法加工及加工成本高、周期长的缺陷。
技术研发人员:王华侨,王永凤,张权,石章靖,翟爱华,冯四伟,王春艳,游旭,乌南,赵华军,赵华萍,邹一飞
受保护的技术使用者:湖北三江航天红阳机电有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!