高强度热轧钢板及其制造方法和高强度电阻焊钢管及其制造方法与流程
本发明涉及一种适合作为管线管等的坯材使用的高强度热轧钢板及其制造方法。并且本发明涉及一种适合在管线管等中使用的高强度电阻焊钢管及其制造方法。
背景技术:
1、对于用于长距离输送原油、天然气体等的管线管用钢管,为了通过内部流体的高压化来提高输送效率而要求高强度。
2、另外,管线管用钢管的内表面由于与包含硫化氢的腐蚀性高的流体接触,因此也需要高抗硫化物应力腐蚀开裂(ssc:sulfide stress corrosion cracking)性。
3、一般而言,如果钢材的强度变高,则抗ssc性降低。特别是在管线管用钢管中,为了确保抗ssc性,重要的是减少与流体接触的钢管的内表面的硬度(强度)。
4、高强度管线管用钢管的原板的制造中,应用组合了控制轧制和加速冷却的tmcp(thermo-mechanical control process)技术。
5、在该tmcp技术中,重要的是提高加速冷却时的冷却速度,但与钢板内部相比,钢板表面的冷却速度变高,因此钢板的板厚大时钢板表面的硬度变得过高。因此,通过通常的tmcp技术制造的钢板从抗ssc性的观点考虑难以应用于管线管。
6、为了应对上述的问题,例如在专利文献1~3中提出了控制表面的硬度的钢板或钢管。
7、现有技术文献
8、专利文献
9、专利文献1:日本特开2020-63500号公报
10、专利文献2:日本特开2020-12168号公报
11、专利文献3:日本特开2017-179482号公报
技术实现思路
1、然而,如上述的专利文献1~3那样即使控制钢板或钢管的表面的硬度,在一部分的晶粒、晶界附近也产生局部的高应力的区域而成为ssc的起点。因此,存在无法得到足够的抗ssc性的情况。
2、上述的“高应力的区域”是指位错密度局部高的部分。这是非常微小的区域,因此在维氏试验等硬度试验中与周围的低应力的区域平均化而难以进行评价。
3、本发明鉴于上述的情况而完成,目的在于提供一种适合作为抗ssc性优异的高强度电阻焊钢管的坯材使用的高强度热轧钢板及其制造方法、以及抗ssc性优异的高强度电阻焊钢管及其制造方法。
4、应予说明,本发明中所说的“高强度”是指在后述的拉伸试验中热轧钢板和电阻焊钢管的母材部的屈服强度为400mpa以上。
5、另外,本发明中所说的“抗ssc性优异”是指在后述的4点弯曲腐蚀试验中,热轧钢板和电阻焊钢管的母材部不发生开裂,并且产生的点蚀的深度小于250μm,并且点蚀的(深度/宽度)的最大值小于3.0。
6、上述的各试验可以利用后述的实施例中记载的方法进行。
7、在位错密度局部高的部分存在许多小角度晶界。这是为了存在许多位错时位错彼此排列而得到稳定结构,形成小角度晶界。然而,即使位错得到稳定的结构,依然残存由位错引起的应力位置,因此存在许多小角度晶界的部分、即小角度晶界密度高的部分成为高应力。
8、因此,为了提高钢板的抗ssc性,需要防止在钢板表面产生局部小角度晶界密度高的部分。
9、本发明人等进行了反复深入的研究,其结果得到了如下见解。即使是板厚为15mm以上的厚壁材料,将热轧钢板的加速冷却设定为二个阶段,适当地控制该冷却工序中的钢板表面和钢板内部的温度、冷却速度以及各冷却工序之间的时间。由此发现在钢板表面上不易局部地产生小角度晶界密度高的部分,抗ssc性提高。另外,还发现使用该钢板作为坯材而成的电阻焊钢管由于同样的作用而使抗ssc性提高。
10、本发明基于以上的情况而完成,由下述的主旨构成。
11、[1]一种高强度热轧钢板,板厚中央的钢组织中,
12、贝氏体的体积率为50%以上,
13、铁素体与贝氏体的合计的体积率为95%以上,
14、剩余部分包含选自珠光体、马氏体和奥氏体中的1种或者2种以上,平均晶粒直径为9.0μm以下,
15、位错密度为1.0×1014m-2~1.0×1015m-2;
16、距板表面沿深度方向0.1mm的位置的钢组织中,
17、贝氏体的体积率为70%以上,
18、铁素体与贝氏体的合计的体积率为95%以上,
19、剩余部分包含选自珠光体、马氏体和奥氏体中的1种或2种以上,平均晶粒直径为9.0μm以下,
20、位错密度为5.0×1014m-2~1.0×1015m-2以下,
21、最大小角度晶界密度为1.4×106m-1以下,
22、上述高强度热轧钢板的板厚为15mm以上。
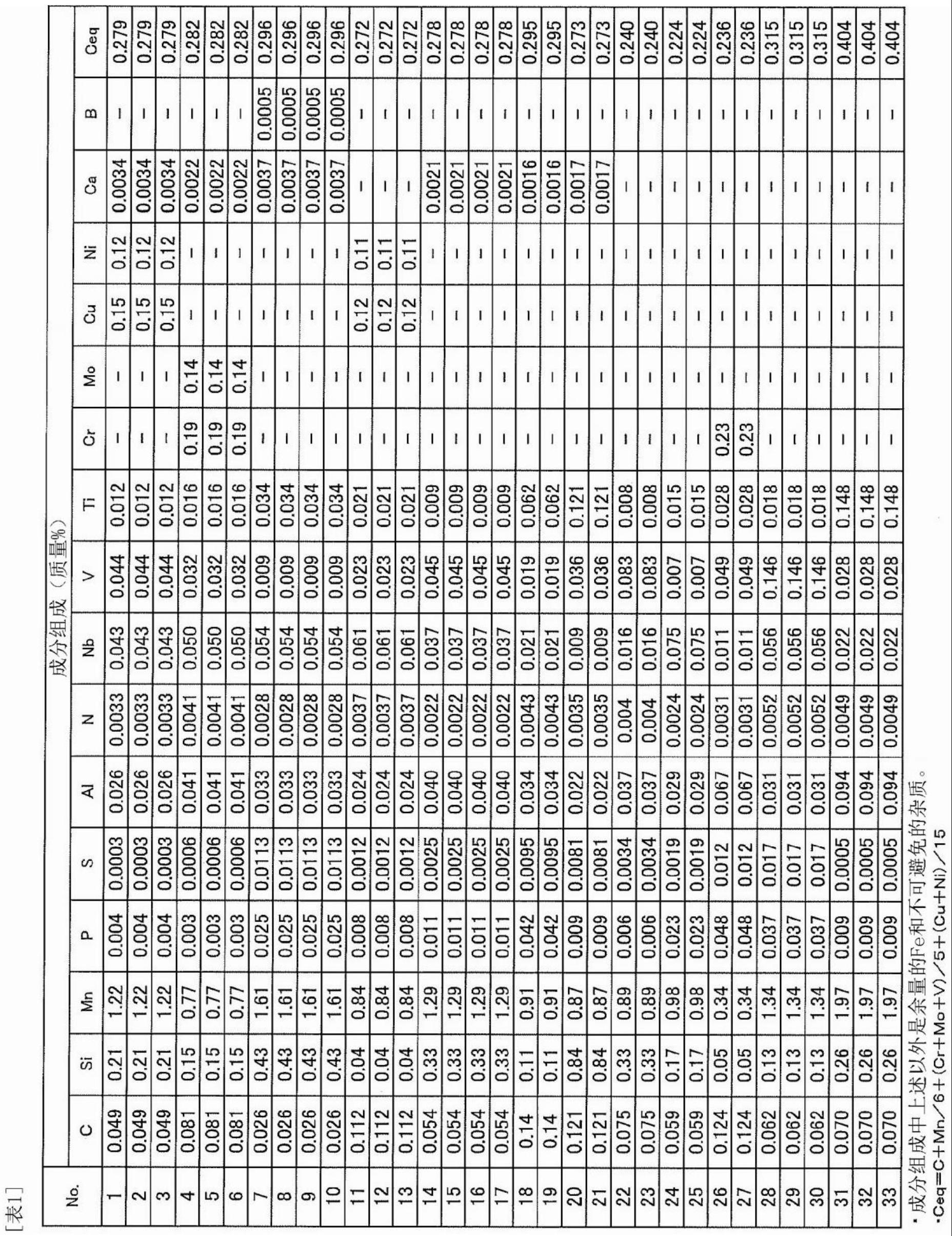
23、[2]根据[1]所述的高强度热轧钢板,其中,成分组成以质量%计,包含c:0.020%~0.15%、si:1.0%以下、mn:0.30%~2.0%、p:0.050%以下、s:0.020%以下、al:0.005%~0.10%、n:0.010%以下、nb:0.15%以下、v:0.15%以下以及ti:0.15%以下,
24、并且包含选自cr:1.0%以下、mo:1.0%以下、cu:1.0%以下、ni:1.0%以下、ca:0.010%以下以及b:0.010%以下中的1种或2种以上,
25、剩余部分由fe和不可避免的杂质构成。
26、[3]一种高强度热轧钢板的制造方法,是[1]或[2]所述的高强度热轧钢板的制造方法,对具有上述成分组成的钢坯材实施进行热轧的热轧工序后,实施第一冷却工序和第二冷却工序,然后实施卷绕成卷状的工序时,
27、上述热轧工序中,
28、加热到加热温度:1100℃~1300℃后,
29、实施粗轧结束温度:900℃~1100℃、精轧开始温度:800℃~950℃、精轧结束温度:750℃~850℃、且精轧的合计压下率:60%以上的热轧,
30、接着,在上述第一冷却工序中,
31、实施板厚中心的平均冷却速度:10℃/s~60℃/s、冷却停止温度:550℃~650℃、板表面的冷却停止温度:250℃~450℃的冷却,
32、从上述第一冷却工序结束到上述第二冷却工序开始的时间为5s~20s,
33、接着,在上述第二冷却工序中,
34、实施板厚中心的平均冷却速度:5℃/s~30℃/s、冷却停止温度:450℃~600℃、板表面的冷却停止温度:150℃~350℃的冷却。
35、[4]一种高强度电阻焊钢管,是具有母材部和电阻焊部的高强度电阻焊钢管,上述母材部的壁厚中央的钢组织中,贝氏体的体积率为50%以上,铁素体与贝氏体的合计的体积率为95%以上,
36、剩余部分包含选自珠光体、马氏体和奥氏体中的1种或2种以上,平均晶粒直径为9.0μm以下,
37、位错密度为2.0×1014m-2~1.0×1015m-2以下;
38、距上述母材部的管内表面沿深度方向0.1mm的位置的钢组织中,贝氏体的体积率为70%以上,
39、铁素体与贝氏体的合计的体积率为95%以上,
40、剩余部分包含选自珠光体、马氏体和奥氏体中的1种或者2种以上,平均晶粒直径为9.0μm以下,
41、位错密度为6.0×1014m-2~1.0×1015m-2,
42、最大小角度晶界密度为1.5×10 6m-1以下,
43、上述母材部的壁厚为15mm以上。
44、[5]根据[4]所述的高强度电阻焊钢管,其中,上述母材部的成分组成以质量%计,包含c:0.020%~0.15%、si:1.0%以下、mn:0.30%~2.0%、p:0.050%以下、s:0.020%以下、al:0.005%~0.10%、n:0.010%以下、nb:0.15%以下、v:0.15%以下以及ti:0.15%以下,
45、并且包含选自cr:1.0%以下、mo:1.0%以下、cu:1.0%以下、ni:1.0%以下、ca:0.010%以下以及b:0.010%以下中的1种或者2种以上,
46、剩余部分由fe和不可避免的杂质构成。
47、[6]一种高强度电阻焊钢管的制造方法,通过冷轧辊成型将[1]或
48、[2]所述的高强度热轧钢板成型为圆筒状,使该圆筒状的圆周方向两端部对接而进行电阻焊,
49、上述电阻焊时的镦粗量是上述高强度热轧钢板的板厚的20%~100%,
50、上述电阻焊后的定径工序中,进行缩径以使钢管周长减少0.5%~4.0%的比例。
51、发明效果
52、根据本发明,可以提供一种即使是板厚为15mm以上的厚壁材料,抗ssc性也优异的高强度电阻焊钢管和成为该坯材的高强度热轧钢板以及它们的制造方法。
- 还没有人留言评论。精彩留言会获得点赞!