高强度钢板及其制造方法与流程
本发明涉及拉伸强度、伸长率和耐延迟断裂特性优良的高强度钢板及其制造方法。本发明的高强度钢板能够适合用作汽车用部件等结构构件。
背景技术:
1、以兼顾通过车辆的轻量化来削减co2排放量和通过车身的轻量化来提高耐碰撞性能为目的,正在进行汽车用薄钢板的高强度化,也相继导入了新的法规。因此,以增加车身强度为目的,在形成汽车的主要结构部件中,拉伸强度(ts)为1320mpa级以上的高强度钢板的应用事例正在增加。对于用于汽车的高强度钢板而言,要求具有优良的成形性。由于伴随钢板的强度升高而加压成形变得困难,因此还要求具有优良的伸长率(el)。
2、另外,在汽车的骨架部件存在大量通过剪切加工形成的端面。剪切端面的形态依赖于剪切间隙。在部件的成型过程中,要求在该剪切端面不产生因扩孔变形引起的裂纹。因剪切加工后的扩孔变形而产生的裂纹依赖于剪切端面的形态、即剪切间隙,要求不产生裂纹的适当的间隙范围宽。另外,剪切间隙也影响耐延迟断裂特性。在此,延迟断裂是指如下现象:在成形后的部件置于氢侵入环境下时,氢侵入构成部件的钢板内,使原子间结合力降低、产生局部变形,由此生成微小龟裂,该微小龟裂进展而导致断裂。对于用于汽车的高强度钢板而言,也要求对延迟断裂的适当间隙范围宽。
3、对于这些要求,例如,在专利文献1中提供了一种具有980mpa以上的拉伸强度、且弯曲加工性优良的高强度钢板及其制造方法。但是,在专利文献1记载的技术中,未考虑对扩孔变形的适当间隙范围和对延迟断裂的适当间隙范围。
4、例如,在专利文献2中提供了一种具有1320mpa以上的拉伸强度、且剪切端面的耐延迟断裂特性优良的高强度钢板及其制造方法。但是,在专利文献2记载的技术中,未考虑对扩孔变形的适当间隙范围和对延迟断裂的适当间隙范围。
5、例如,在专利文献3中提供了一种具有1100mpa以上的拉伸强度、且yr、表面性状和焊接性优良的高强度钢板及其制造方法。但是,在专利文献3记载的技术中,未考虑对扩孔变形的适当间隙范围和对延迟断裂的适当间隙范围。
6、现有技术文献
7、专利文献
8、专利文献1:日本专利第6354909号公报
9、专利文献2:日本专利第6112261号公报
10、专利文献3:日本专利第6525114号公报
技术实现思路
1、发明所要解决的问题
2、本发明是鉴于上述情况而开发的,目的在于提供ts为1320mpa以上、el≥8%、且对扩孔变形的适当间隙范围和对延迟断裂的适当间隙范围优良的高强度钢板及其制造方法。
3、用于解决问题的方法
4、本发明人为了达成上述课题反复进行了深入研究,结果发现了以下见解。
5、(1)通过使铁素体和贝氏体铁素体的合计为10%以下,能够实现1320mpa以上的ts。
6、(2)通过使残余奥氏体为5%以上,能够实现8%以上的el。
7、(3)通过使铁素体和贝氏体铁素体的合计为10%以下、使残余奥氏体为15%以下、使残余奥氏体中的碳浓度为0.50%以上、使kam(s)/kam(c)为小于1.00、并且使hv(q)-hv(s)为8以上,能够实现优良的对扩孔变形的适当间隙范围。
8、(4)通过使kam(s)/kam(c)小于1.00、并且使hv(q)-hv(s)为8以上,能够实现对延迟断裂的适当间隙范围。
9、本发明是基于上述见解而完成的。即,本发明的主旨构成如下所述。
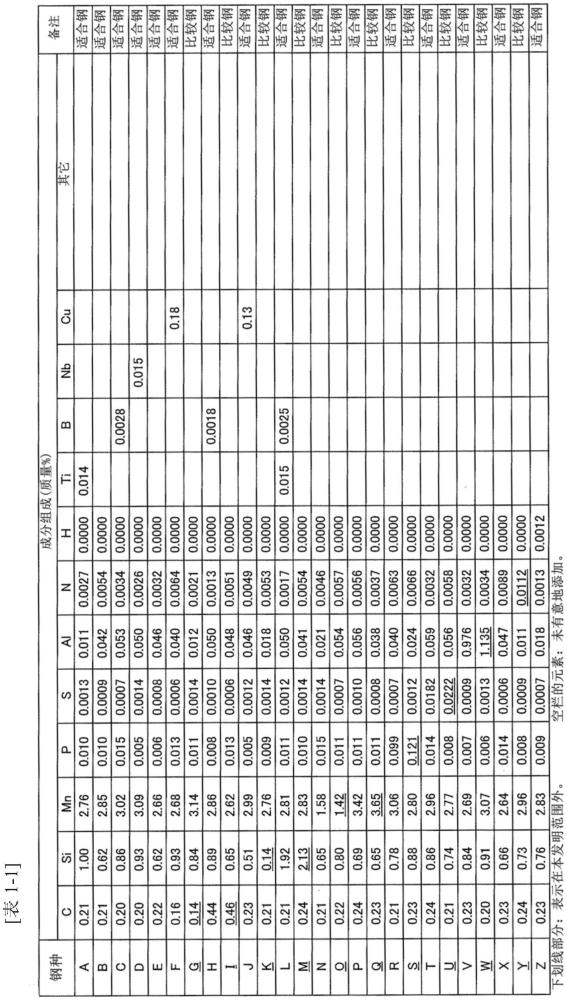
10、[1]一种高强度钢板,其具有以质量%计含有c:0.15%以上且0.45%以下、si:0.50%以上且2.00%以下、mn:1.50%以上且3.50%以下、p:0.100%以下、s:0.0200%以下、al:0.010%以上且1.000%以下、n:0.0100%以下、h:0.0020%以下、余量由fe和不可避免的杂质构成的成分组成;以及回火马氏体以面积分数计为80%以上、残余奥氏体以体积分数计为5%以上且15%以下、铁素体和贝氏体铁素体的合计以面积分数计为10%以下、残余奥氏体中的碳浓度为0.50%以上、满足以下的(1)和(2)所规定的公式的组织。
11、kam(s)/kam(c)<1.00……(1)
12、在此,kam(s)表示钢板表层部的kam(内核平均取向差,kernel averagemisorientation)值,kam(c)表示钢板中心部的kam值。
13、hv(q)-hv(s)≥8……(2)
14、在此,hv(q)表示板厚1/4部的硬度,hv(s)表示钢板表层部的硬度。
15、[2]根据[1]所述的高强度钢板,其中,作为成分组成,以质量%计还含有选自ti:0.100%以下、b:0.0100%以下、nb:0.100%以下、cu:1.00%以下、cr:1.00%以下、v:0.100%以下、mo:0.500%以下、ni:0.50%以下、sb:0.200%以下、sn:0.200%以下、as:0.100%以下、ta:0.100%以下、ca:0.0200%以下、mg:0.0200%以下、zn:0.020%以下、co:0.020%以下、zr:0.020%以下、rem:0.0200%以下中的一种或两种以上的元素。
16、[3]根据[1]或[2]所述的高强度钢板,其中,在钢板表面具有镀层。
17、[4]一种高强度钢板的制造方法,其是上述[1]或[2]所述的高强度钢板的制造方法,其中,
18、将对钢坯实施热轧、酸洗和冷轧而制作的冷轧钢板在温度t1为850℃以上且1000℃以下、上述t1下的保持时间t1为10秒以上且1000秒以下的条件下进行退火,
19、然后,冷却至100℃以上且300℃以下的温度t2,
20、然后,在温度t3为t2以上且450℃以下、温度t3下的保持时间t3为1.0秒以上且1000.0秒以下的条件下进行再加热处理,
21、冷却至100℃以下,
22、从达到100℃的时刻起经过时间t4为1000秒以下时开始加工,
23、上述加工的加工开始温度t4为80℃以下,
24、上述加工在等效塑性应变为0.10%以上且5.00%以下的条件下实施加工,
25、在温度t5为100℃以上且400℃以下、上述温度t5下的保持时间t5为1.0秒以上且1000.0秒以下的条件下进行回火,
26、在从上述温度t5到80℃的冷却速度θ1为100℃/秒以下的条件下进行冷却。
27、[5]根据[4]所述的高强度钢板的制造方法,其中,在上述回火前的加工工序中分成两次以上实施基于加工的应变赋予,在各加工的上述等效塑性应变的合计为0.10%以上的条件下实施加工。
28、[6]根据[4]或[5]所述的高强度钢板的制造方法,其中,在从上述退火到加工的期间,实施镀覆处理。
29、发明效果
30、根据本发明,可以得到ts为1320mpa以上、el为8%以上、且对扩孔变形的适当间隙范围和对延迟断裂的适当间隙范围优良的高强度钢板。另外,通过将本发明的高强度钢板例如应用于汽车结构构件,能够实现通过车身轻量化来提高燃料效率。因此,产业上的利用价值极大。
- 还没有人留言评论。精彩留言会获得点赞!