用于高性能连续铸造的鼻状尖端件设计的制作方法
本公开整体涉及冶金学,并且更具体地涉及使用连续铸造装置连续铸造合金产品。
背景技术:
1、用于制作金属带材制品(诸如金属带材、板坯或板)的技术可包括使用连续铸造设备。例如,铝合金带材产品可使用连续铸造来铸造。某些连续铸造装置(诸如带式铸造机)可用于在液态金属在连续铸造装置的移动冷却表面之间通过时使液态金属凝固。这些系统通常限制金属带材可在连续铸造的同时仍实现可接受表面质量的速度。
技术实现思路
1、术语实施方案和类似术语旨在广义地指代本公开和以下权利要求的所有主题。包含这些术语的陈述不应被理解为限制本文所述的主题,或限制以下权利要求的含义或范围。本文所涵盖的本公开的各实施方案由以下权利要求而非本
技术实现要素:
来限定。本发明内容是本公开的各方面的高度概述,并且介绍了在以下具体实施方式章节中进一步描述的一些概念。本发明内容并不旨在标识所要求保护的主题的关键特征或本质特征,也并不旨在单独用于确定所要求保护的主题的范围。应通过参考本公开的整个说明书的适当部分、任何或所有附图以及每项权利要求来理解所述主题。
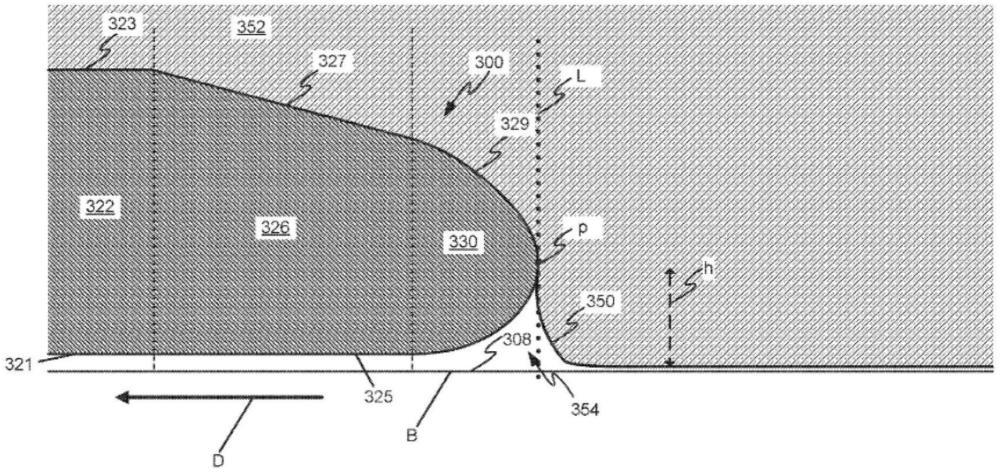
2、在一个方面,描述了用于连续铸造金属合金的鼻状尖端件。如此方面所述的鼻状尖端件可包括第一部分,所述第一部分具有第一表面,所述第一表面平行于第二表面。所述第二表面可与所述第一表面相反。所述鼻状尖端件可包括第二部分,所述第二部分具有第三表面,所述第三表面指向延伸的第一表面。所述延伸的第一表面可与所述第一表面处于共同平面中。所述鼻状尖端件可包括第三部分,所述第三部分具有弓形表面,所述弓形表面将所述第三表面连接到所述延伸的第一表面。
3、在示例中,所述弓形表面可包括曲率点。所述曲率点可以是距所述延伸的第一表面的竖直距离。所述竖直距离可被配置为限制使用所述鼻状尖端件铸造的液态金属在所述鼻状尖端件与连续铸造表面之间的最大弯月面高度。
4、在示例中,所述鼻状尖端件的所述第三部分可包括湍流生成机构。所述湍流生成机构可以是选自以下中的至少一者:多个洼坑、多个肋部、多个墩部或者大于所述第一表面、所述第二表面或所述延伸的第一表面的表面粗糙度的表面粗糙度。
5、在示例中,所述鼻状尖端件可包括耐火材料。在一些情况下,所述鼻状尖端件可包括用非润湿物质(诸如氮化硼(bn))涂覆的材料。
6、另一方面,描述了连续铸造金属合金的方法。如此方面所述的方法可包括:提供弓形鼻状尖端件。所述弓形鼻状尖端件可包括:第一部分,所述第一部分具有第一表面,所述第一表面平行于第二表面,所述第二表面与所述第一表面相反;第二部分,所述第二部分具有第三表面,所述第三表面指向延伸的第一表面,所述延伸的第一表面与所述第一表面处于共同平面中;以及第三部分,所述第三部分具有弓形表面,所述弓形表面将所述第三表面连接到所述延伸的第一表面。所述方法可包括:使液态金属流动通过所述弓形鼻状尖端件到达铸造腔以形成铸造产品。
7、在示例中,所述方法可包括:流动通过所述弓形鼻状尖端件的所述液态金属的弯月面长度至多等于从曲率点到部分限定所述铸造腔的铸造表面的距离。在一些示例中,所述弯月面长度可为0.5mm至2.0mm。
8、在示例中,所述弓形鼻状尖端件的所述第三部分还可包括湍流生成机构。所述湍流生成机构可以是选自以下中的至少一者:表面粗糙度、多个洼坑、多个肋部、多个墩部以及它们的组合。
9、在示例中,所述方法还可包括:使用磁振荡技术在所述弓形表面处的所述液态金属中生成湍流。
10、在所述方法的示例中,所述鼻状尖端件可包括耐火材料。
11、在示例中,所述铸造产品的表面粗糙度可为至多10μm。例如,所述表面粗糙度可通过3d图像分析来测量。所述铸造产品的表面附近的组成与参考常规铸造标准相比在铸造表面处减少了fe和mn。所述组成可通过辉光放电光发射光谱法来表征。所述铸造产品的渗出物频率可为至多30个渗出物/cm2。例如,渗出物频率可通过3d图像分析来确定。
12、在示例中,所公开的方法可用于以大于12m/min的速度铸造。
13、其他目的和优点将从以下非限制性示例的详细描述中变得显而易见。
技术特征:
1.一种用于连续铸造金属合金的鼻状尖端件,所述鼻状尖端件包括:
2.如权利要求1所述的鼻状尖端件,其中所述弓形表面包括曲率点。
3.如权利要求2所述的鼻状尖端件,其中所述曲率点是距所述延伸的第一表面的竖直距离,所述竖直距离被配置为限制使用所述鼻状尖端件铸造的液态金属在所述鼻状尖端件与连续铸造表面之间的最大弯月面高度。
4.如权利要求2所述的鼻状尖端件,其中所述第三部分包括位于所述曲率点与所述延伸的第一表面之间的切口。
5.如权利要求1所述的鼻状尖端件,其中所述第三部分包括湍流生成机构。
6.如权利要求5所述的鼻状尖端件,其中所述湍流生成机构是选自以下中的至少一者:多个洼坑、多个肋部、多个墩部或者大于所述第一表面、所述第二表面或所述延伸的第一表面的表面粗糙度的表面粗糙度。
7.如权利要求1所述的鼻状尖端件,其中所述鼻状尖端件包括耐火材料。
8.一种连续铸造金属合金的方法,所述方法包括:
9.如权利要求8所述的方法,其中流动通过所述弓形鼻状尖端件的所述液态金属的弯月面长度至多等于从曲率点到部分限定所述铸造腔的铸造表面的距离。
10.如权利要求9所述的方法,其中所述弯月面长度为0.5mm至2.0mm。
11.如权利要求8所述的方法,其中所述弓形鼻状尖端件的所述第三部分还包括湍流生成机构。
12.如权利要求11所述的方法,其中所述湍流生成机构是选自以下中的至少一者:表面粗糙度、多个洼坑、多个肋部、多个墩部以及它们的组合。
13.如权利要求8所述的方法,所述方法还包括:使用磁振荡技术在所述弓形表面处的所述液态金属中生成湍流。
14.如权利要求8所述的方法,其中所述鼻状尖端件是耐火材料。
15.如权利要求8所述的方法,其中所述铸造产品的表面粗糙度为至多10μm。
16.如权利要求8所述的方法,其中所述铸造产品的表面附近的组成与参考常规铸造标准相比在铸造表面处减少了fe和mn。
17.如权利要求16所述的方法,其中所述组成通过辉光放电光发射光谱法来表征。
18.如权利要求8所述的方法,其中所述铸造产品的渗出物频率为至多30个渗出物/cm2。
19.如权利要求18所述的方法,其中所述渗出物频率通过3d图像分析来确定。
20.如权利要求8所述的方法,其中所述方法提供大于12m/min的铸造速度。
技术总结
描述了用于连续铸造金属合金的鼻状尖端件。所述鼻状尖端件可包括第一部分,所述第一部分具有第一表面,所述第一表面平行于第二表面,所述第二表面与所述第一表面相反。所述鼻状尖端件可包括第二部分,所述第二部分具有第三表面,所述第三表面指向延伸的第一表面。所述延伸的第一表面可与所述第一表面处于共同平面中。所述鼻状尖端件可包括第三部分,所述第三部分具有弓形表面,所述弓形表面将所述第三表面连接到所述延伸的第一表面。所述弓形表面可包括位于距所述延伸的第一表面一定竖直距离处的曲率点。所述竖直距离可被配置为限制使用所述鼻状尖端件铸造的液态金属在所述鼻状尖端件与连续铸造表面之间的最大弯月面高度。还描述了以大于12m/min的铸造速度连续铸造金属合金的方法。
技术研发人员:S·R·瓦格斯塔夫,S·W·巴克
受保护的技术使用者:诺维尔里斯公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!