复合材料磨损部件的制作方法
背景技术:
技术实现思路
1、本发明的第一方面涉及分层复合材料磨损部件,所述分层复合材料磨损部件包含增强部分和非增强部分,所述增强部分包含周期性交替的毫米陶瓷-金属复合材料粒料与毫米间隙的三维互连网络,所述陶瓷-金属复合材料粒料包含嵌入第一金属基质中的至少52体积%、优选至少61体积%、更优选至少70体积%的碳化钛微米颗粒,陶瓷-金属复合材料粒料与其毫米间隙的三维互连网络嵌入第二金属基质中,所述增强部分包含平均至少23体积%,更优选至少28体积%,最优选至少30体积%的碳化钛,所述第一金属基质的组成实质上不同于所述第二金属基质的组成,所述第二金属基质包含存在于所述增强部分的所述毫米间隙中的铁浇铸合金,所述毫米间隙额外包含至少1体积%、优选3体积%的微米碳化物颗粒,所述微米碳化物颗粒选自由以下组成的组:碳化钨、碳化钒、碳化钼、碳化钛、碳化铌、碳化铪和碳化锆或其混合物,根据iso 13383-2:2012测定体积百分比。
2、根据本发明的优选实施方案,所述复合材料磨损部件进一步特征在于以下特征之一或其适合的组合:
3、-陶瓷-金属复合材料粒料具有包含在4.8g/cm3和6g/cm2之间、优选在5g/cm3和5.6g/cm3之间、更优选在5.2g/cm3和5.4g/cm3之间的密度,根据iso 3369:2006在浇铸所述第二金属基质之前测定所述密度;
4、-陶瓷-金属复合材料粒料的孔隙率低于5体积%,优选低于3体积%并且最优选低于2体积%并且甚至低于0.5体积%;
5、-嵌入的陶瓷-金属复合材料粒料具有在0.5和10mm、优选1和5mm之间的平均颗粒尺寸d50;
6、-在所述第一金属基质中嵌入的碳化钛颗粒具有在0.1和50μm、优选1和20μm之间的平均颗粒尺寸d50;
7、-在所述第二金属基质中嵌入的微米碳化物颗粒具有在0.1和50μm、优选0.5和10μm之间的平均颗粒尺寸d50,所述微米碳化物颗粒选自由以下组成的组:碳化钨、碳化钒、碳化钼、碳化钛、碳化铌、碳化铪以及碳化锆或其混合物,根据iso 4499-3:2016通过线性截距法(linear-intercept method)测定在所述第二金属基质中嵌入的碳化物颗粒的平均颗粒尺寸。
8、-所述第一金属基质选自由以下组成的组:铁基合金、铁锰基合金、铁铬基合金以及镍基合金,所述铁基合金的组成不同于表示所述第二金属基质的铁浇铸合金的组成;
9、-所述第二金属基质包含铁合金,特别是高铬白铸铁或钢。
10、本发明进一步公开了用于制造陶瓷-金属复合材料粒料的方法,其包括以下步骤:
11、-在防止氧化的溶剂(例如醇或庚烷)的存在下研磨粉末组合物以达到在1和20μm之间、优选在1和10μm之间的平均颗粒尺寸d50,所述粉末组合物包含碳化钛颗粒、氮化钛颗粒、碳氮化钛颗粒或其混合物以及第一金属基质的金属颗粒;
12、-将1%至10%、优选1%至6%的石蜡或固体润滑剂(例如硬脂酸ca/zn)混合至所述粉末组合物;
13、-通过真空干燥去除所述溶剂以获得聚结的粉末;
14、-将聚结的粉末压实成带材、片材或棒材;
15、-将所述带材、片材或棒材破碎成陶瓷-金属复合材料的颗粒直到平均颗粒尺寸d50在0.05和10mm之间、优选在0.1和5mm之间;
16、-在真空或氩气氛中在高温下烧结粒料。
17、本发明进一步公开了用于制造周期性交替的毫米陶瓷-金属复合材料粒料与毫米间隙的三维互连网络的方法,所述粒料涂覆有碳化物形成金属粉末,所述方法包括以下步骤:
18、-将根据本发明获得的陶瓷-金属复合材料粒料与约1重量%至8重量%、优选2重量%至6重量%的有机胶粘剂混合;
19、-将5重量%至20重量%(相对于金属的原子重量)的碳化物形成金属粉末添加至在前一步骤中获得的粒料,所述碳化物形成金属粉末选自由以下组成的组:钨、钒、钼、钛、铌、铪以及锆或其混合物,所述碳化物形成粉末具有在10和500μm之间的平均颗粒尺寸d50
20、-在第一模具中倒入并压实混合物;
21、-固化所述有机胶粘剂;
22、-将干燥的混合物脱模并且获得周期性交替的毫米陶瓷-金属复合材料粒料与毫米间隙的三维互连网络,所述粒料涂覆有/覆盖有能够原位形成金属碳化物的上述金属,以用作分层磨损部件的暴露于磨损的部分中的增强物。
23、本发明进一步公开了用于制造分层复合材料浇铸磨损零件的方法,所述方法包括以下步骤:
24、-将涂覆有碳化物形成金属粉末的毫米陶瓷-金属复合材料粒料的三维互连网络定位在待增强的分层复合材料浇铸磨损部件的第一模具的体积的一部分中,所述粒料与毫米间隙周期性地交替;
25、-将第二金属基质倒入第二模具中,并且同时渗透所述三维互连网络的毫米间隙,并且经由与能够形成碳化物的金属的原位反应而在所述间隙中形成额外的碳化物;
26、-将所述分层复合材料浇铸磨损部件脱模。
27、本发明进一步公开了通过本发明的方法获得的分层复合材料浇铸磨损部件。
28、附图的简要描述
29、图1示出了研磨机的砧座环,在其中进行本发明的测试。
30、图2表示图1的砧座环的单独的砧座。
31、图3表示经磨损的单独的砧座。
32、图4是将增强结构定位在单独砧座的最暴露于磨损的部分中的示意图。
33、图5表示增强结构的整体视图,将增强结构定义为周期性交替的毫米陶瓷-金属复合材料粒料与毫米间隙的三维互连网络,所述粒料涂覆有能够原位形成金属碳化物的金属颗粒。
34、图6和图7表示图5的增强结构的放大视图,示出了碳化物形成金属颗粒在tic粒料的表面处的存在(图7=光学显微镜照片),并且图7a在sem照片上示出了在表面上没有任何碳化物形成金属颗粒的陶瓷金属复合材料晶粒的“干净的”聚集。相比之下,图7b在sem照片上示出在表面上具有碳化物形成金属颗粒的涂覆的陶瓷金属复合材料晶粒。
35、图8表示浇铸磨损部件的截面详细视图,其中包括毫米陶瓷-金属复合材料粒料,具有由第二金属基质(浇铸金属基质)填充的间隙。
36、图9表示复合材料tic-金属粒料与第二金属基质之间的界面,示出了嵌入第一金属基质中的微观球状tic颗粒(黑色)、tic颗粒的粘合剂、以及嵌入在填充间隙的第二金属基质中并原位形成的微观球状nbc颗粒(白色)。图片是在图8中表示的tic粒料与第二金属基质之间的界面的高放大倍率。
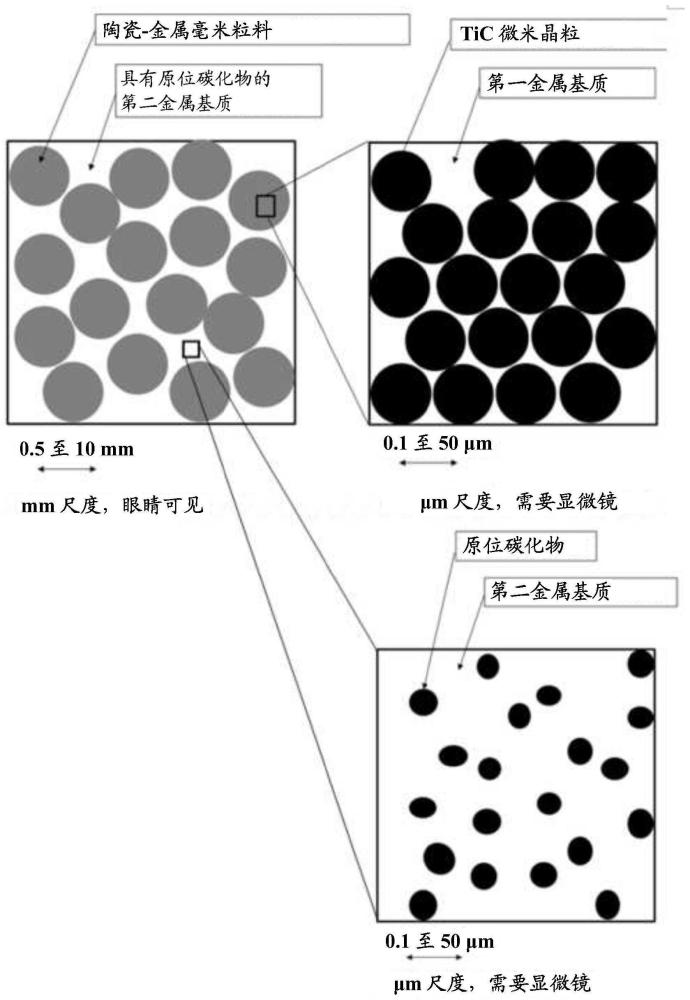
37、图10是本发明构思的示意图,其基于第一金属基质中嵌入的微米tic颗粒之间的尺度差异,从而形成在磨损部件的增强部分中以三维网络的形式整合的陶瓷-金属复合材料的毫米粒料。由碳化物形成金属颗粒原位形成的额外碳化物呈现在毫米粒料之间的间隙中。
38、图11是包含粒料的样品的横截面的图示,将这个横截面用于获得陶瓷-金属粒料平均颗粒尺寸的方法中(如以下解释)。
39、图12是用于测量费雷特(feret)直径(具有最小和最大费雷特直径)的方法的示意图。该方法中使用这些费雷特直径以获得陶瓷-金属粒料平均颗粒尺寸(如以下解释)。
40、本发明优选实施方案的描述
41、本发明涉及通过常规浇铸生产的分层复合材料磨损部件。它由金属基质组成,所述金属基质包含特定的增强结构,所述特定的增强结构包含致密的(低孔隙率<5%)、不规则的陶瓷-金属复合材料粒料,所述粒料具有0.5至10mm、优选0.8至6mm、更优选1至4mm、甚至更优选1至3mm的毫米尺寸平均值。
42、观察到,一旦由浇铸金属填充,与陶瓷金属粒料相关联的额外的金属粉末的使用允许经由间隙内的碳源(有机胶粘剂)补充增加碳化物浓度。
43、本发明的目的是甚至在由浇铸金属(第二金属基质)填充的间隙内增加碳化物浓度。甚至间隙中的少量额外的微米碳化物颗粒对磨损零件的组合耐磨性/抗冲击性具有正面影响。因此,根据本发明的分层复合材料在其增强部分中不仅包含与毫米陶瓷-金属复合材料粒料周期性交替的毫米间隙,而且包含至少3体积%的微米碳化物颗粒(除了高铬白铸铁中天然存在的碳化铬),所述微米碳化物颗粒位于毫米粒料之间的间隙中,经由碳化物形成金属粉末(ti,nb,v,w,mo,zr,……)和来自第二金属基质或来自用于压实陶瓷金属粉末的毫米晶粒的有机胶粘剂的碳源的存在而获得。
44、陶瓷-金属复合材料由通过金属粘合剂(在本发明中称为第一金属基质)结合的陶瓷颗粒组成。还在第二金属基质(浇铸金属)中,在毫米陶瓷-金属复合材料粒料之间的毫米间隙中提供额外的微米碳化物颗粒。
45、对于磨损应用,陶瓷提供了高耐磨性,而金属除其他性质之外改进了韧性。tic陶瓷-金属复合材料包含通过金属相(第一金属基质)粘合的碳化钛微米球形颗粒(52体积%至95体积%的粒料,优选61体积%至90体积%,更优选70体积%至90体积%,尺寸0.1至50μm,优选0.5至20μm,更优选1至10μm),所述金属相可以是例如fe-、ni-或mo-基合金。将铁合金(优选高铬白铸铁或钢)(第二金属基质)浇铸在模具中并且渗入所述增强结构的间隙。
46、在本发明中,不应将表述tic或其他金属碳化物理解为严格的化学计量化学含义,而是理解为在其晶体学结构中的碳化钛。碳化钛具有宽的组成范围,其中c/ti化学计量从0.47变化到1,高于0.8的c/ti化学计量是优选的。
47、在构建磨损零件的增强体积(不包括中空部件或凹陷(如果有的话))的插入件中陶瓷-金属复合材料粒料的体积含量典型地包括在45体积%和65体积%之间、优选在50体积%和60体积%之间,导致在增强体积中的平均tic浓度包含在23体积%和62体积%之间、优选在28体积%和60体积%之间、更优选在30体积%和55体积%之间。
48、与毫米陶瓷-金属复合材料粒料周期性交替的毫米间隙包含至少3体积%、优选至少5体积%的微米碳化物颗粒,所述微米碳化物颗粒选自由以下组成的组:碳化钨、碳化钒、碳化钼、碳化钛、碳化铌、碳化铪和碳化锆或其混合物。
49、磨损部件的分层增强部分是由不规则的毫米陶瓷-金属复合材料粒料的聚集体产生的,所述粒料具有在大约0.5和10mm之间、优选0.8和6mm之间、更优选1和4mm之间、甚至更优选1和3mm之间的平均尺寸(参见图5、6和7)。
50、涂覆有/覆盖有碳化物形成金属粉末的陶瓷-金属复合材料粒料通常用熟知的钠或钾或硅酸盐玻璃无机粘结剂聚集成所期望的三维形状,但是在本发明中,有机胶粘剂(如聚氨酯或酚醛树脂)优选作为用于碳化物形成金属的额外碳源。可以将聚集体放置在容器中或屏障后面。所期望的形状形成由金属粉末涂覆的聚结/聚集的陶瓷-金属复合材料粒料的三维互连网络形成的开放结构,所述粒料通过粘合剂粘结或通过容器或屏障保持形状,其中所述粒料的装填在所述粒料之间留下毫米开放间隙,所述毫米间隙可由液体浇铸金属(第二金属基质)填充。在倒入铁合金以形成磨损部件的增强部分之前,将聚结体放置或定位在模具中。然后将液态金属倒入模具中并且液态金属填充粒料之间的开放间隙。应将毫米间隙理解为0.1至5mm、优选0.5至3mm的间隙,这取决于增强结构的压实以及粒料的尺寸。
51、通常以常规方式(通过粉末冶金)制造陶瓷-金属复合材料粒料,使适当尺寸分布的陶瓷粉末与金属粉末的共混物成形、接着液相烧结。
52、典型地,粉末的直径为0.1-50μm并且包含tic作为主要组分以及5%至48%的金属粘合剂,所述金属粘合剂可以是单独的成分粉末或已经合金化的粉末(第一金属基质)。首先在球磨机中混合和/或研磨(取决于初始粉末尺寸)粉末,干磨或湿磨(例如用醇或己烷,以避免金属粉末氧化)。可添加一些有机加工助剂用于分散或成形助剂的目的。在湿磨的情况下,可需要干燥步骤。这可例如通过真空干燥或喷雾干燥完成。通常通过冷单轴、等静压或注塑或任何其他成形方法进行成形以形成带材、棒材或片材。
53、例如,可以将片材的条破碎成晶粒并且可能过筛,直到达到在0.05和10mm之间、优选在0.1和5mm之间的平均颗粒尺寸d50。获得没有容易拉出取向的不规则粒料形状可以是有利的(粒料非常好地机械保留在浇铸金属中)。
54、然后在合适的温度下在低或高真空、惰性气体、氢或其组合下烧结粒料。在液相烧结期间,通过毛细作用力驱动发生颗粒重排。然后将烧结的粒料与有机胶粘剂以及与碳化物形成金属粉末混合。碳化物形成金属粉末选自由以下组成的组:钨、钒、钼、钛、铌、铪和锆或其混合物,所述碳化物形成粉末具有在20和500μm之间的平均颗粒尺寸d50。混合物包含1体积%至20体积%、优选5体积%至15体积%的碳化物形成金属粉末和80体积%至99体积%、优选85体积%至95体积%的陶瓷-金属复合材料粒料。
55、嵌入磨损部件的陶瓷-金属复合材料粒料的浇铸合金(第二金属基质)优选地是铁合金(高铬白铸铁、钢、锰钢、……)或镍或钼合金。取决于磨损零件上的最终应力,可以选择这样的合金以便实现局部优化的性质(例如锰钢将提供高抗冲击性,高铬白铸铁将提供较高的耐磨性,镍合金将提供优异的耐热性和耐腐蚀性等)。
56、取决于磨损部件上的最终应力,选择碳化物形成金属粉末以便实现局部优化的性质。碳化物形成金属的选择取决于各种标准,例如较大晶体的低溶解度(zr,hf)或可得性以及平均溶解度(ti、w、mo)和价格。
57、优点
58、本发明允许在常规浇铸中获得tic颗粒的浓度,所述浓度在陶瓷-金属复合材料粒料中可以是非常高的(按体积计52%至95%),而没有在浇铸结构内部存在缺陷(气孔、裂缝、不均匀性……)、或关于在大量反应性材料的自蔓延放热反应(shs,见上文)中原位形成tic的不受控制的和危险的反应和喷射(projection)的风险。在本发明中,经由陶瓷-金属复合材料粒料的低孔隙率,在磨损零件的增强体积中可以达到高的tic平均浓度。取决于陶瓷-金属复合材料粒料在增强体积中的压实/堆积,可以达到至多约62体积%的值。
59、一旦由浇铸金属填充,与陶瓷-金属粒料相关联的额外的金属粉末的使用允许间隙内的碳化物浓度的补充增加。间隙内的碳化物浓度与陶瓷-金属复合材料粒料中tic的高浓度互补,但不会太高而不能保持交替的硬质和延展性结构的性质。
60、本发明的分层磨损部件基本上没有孔隙率和裂缝,从而产生较好的机械和磨损性质。
61、可以在制造过程(原材料的选择、研磨、成形工艺和烧结条件)中广泛地控制本发明的碳化钛颗粒和陶瓷-金属复合材料粒料(tic+粘合剂)的尺寸。使用烧结的毫米tic基陶瓷-金属复合材料粒料(其通过公知的粉末冶金方法制备)允许控制晶粒尺寸和孔隙率、使用各种组成的金属合金作为第一金属基质、tic的高浓度、插入件成形简单无需大量人工劳动、以及甚至在高热冲击条件下倒入后晶粒的良好内部健康。
62、陶瓷-金属复合材料粒料的制造:
63、如上所述在球磨机中用液体(可以是水或醇,这取决于金属粘合剂对氧化的敏感性)进行无机tic粉末(52体积%至95体积%,优选61体积%至90体积%,更优选70体积%至90体积%)和作为第一金属基质的金属粉末(5体积%至48体积%,优选10体积%至39体积%,更优选10体积%至30体积%)的研磨和/或混合。也可添加各种添加剂(用于压制的蜡、抗氧化剂、分散剂、粘合剂、增塑剂、润滑剂……)用于各种目的。
64、一旦达到所期望的平均颗粒尺寸(通常低于20μm,优选低于10μm,更优选低于5μm),将浆料干燥(通过真空干燥或喷雾干燥)以获得含有有机助剂的粉末的聚结体。
65、通过料斗将聚结的粉末引入造粒设备中。该机器包含两个处于压力下的辊,粉末通过所述辊并且压实。在出口处,获得压缩材料的连续带材(片材),然后将其破碎以获得陶瓷-金属复合材料粒料。然后将这些粒料筛分到所期望的晶粒尺寸。将非期望的粒料尺寸级分随意再循环。所获得的粒料通常具有40%至70%的相对密度(取决于压实水平粉末特性和共混物组成)。
66、还可根据破碎方法调整粒料的尺寸分布以及调整它们的形状到或多或少的立方体或平面形状(冲击破碎将提供更多的立方体粒料,而压缩破碎将给出更多的平面粒料)。所获得的粒料总体上具有将在烧结后提供在0.5至10mm之间、优选0.8至6mm、更优选1至4mm、甚至更优选1至3mm的粒料的尺寸。还可以通过将粉末共混物经典地单轴压制或造粒直接作为晶粒或成为大得多的部分来获得粒料,其中在烧结之前或之后将进一步将所述大得多的部分破碎成粒料。
67、最后,取决于金属相(粘合剂的量和类型),液相烧结可以在炉中在1000-1600℃的温度下在真空、n2、ar、h2或混合物下进行几分钟或几小时,直到达到所期望的孔隙率,优选低于5%,更优选低于3%,最优选低于2%。
68、然后将获得的烧结粒料与有机胶粘剂以及与碳化物形成金属粉末混合。碳化物形成金属粉末选自由以下组成的组:钨、钒、钼、钛、铌、铪和锆或其混合物,碳化物形成粉末具有20和500μm之间的平均颗粒尺寸d50。混合物包含3%至20%、优选5体积%至15体积%的碳化物形成金属粉末和80体积%至97体积%、优选85体积%至95体积%的所得陶瓷-金属复合材料颗粒。
69、三维增强结构(芯)的实现
70、如上所述,通过碳化物形成金属粉末涂覆的陶瓷-金属复合材料粒料借助于粘结剂、或通过将它们限制在容器中或通过任何其他手段聚结。粘结剂的比例相对于粒料的总重量不超过10重量%并且优选地在2重量%与7重量%之间。这种粘结剂优选是基于聚氨酯或酚醛树脂的有机粘结剂。
71、具有低孔隙率的陶瓷-金属复合材料粒料优选地与有机粘结剂混合,并且然后将芯硬化并且可以脱模。取决于粒料形状、尺寸分布、粒料定位过程中的振动或制造芯的同时轻敲粒料床,芯在3d互连网络中经常包含30体积%至70体积%、优选40体积%至60体积%的密集粒料和70体积%至30体积%、优选60体积%至40体积%的空隙(毫米间隙)。
72、磨损零件的浇铸
73、芯(三维互连的网络增强结构)用螺钉或任何其他可用手段定位和固定在待增强的磨损零件的模具部分中。然后将热的液体铁合金(优选地高铬白铸铁或钢)倒入模具中。
74、因此,热的液体铁合金仅填充芯的粒料之间的毫米间隙。
75、由于形成金属碳化物的金属粉末的有限量,在倒入过程中没有过度的shs反应(放热反应或气体释放),并且浇铸金属将渗透间隙(粒料之间的毫米空间)但几乎不渗透陶瓷-金属复合材料粒料,因为它们不是多孔的,但是金属粉末将在第二金属基质存在的间隙中形成微米碳化物颗粒直到磨损零件完全冷却。
76、测量方法
77、对于孔隙率、粒料或颗粒尺寸测量,制备样品用于金相检查,所述样品没有研磨和抛光痕迹。必须注意避免可引起孔隙率的误导评估的颗粒的脱落。可以在iso 4499-1:2020和iso 4499-3:2016、8.1和8.2中找到用于样本制备的指南。
78、孔隙率测定:
79、可以从粒料的理论密度和测量密度计算游离粒料的孔隙率的体积分数。
80、根据iso 13383-2:2012测量嵌入金属基质中的粒料的孔隙率的体积分数。尽管这个标准特别适用于精细陶瓷,但是所描述的用于测量孔隙率的体积分数的方法也可以应用于其他材料。由于此处的样品不是纯精细陶瓷而是硬金属复合材料,应根据iso 4499-1:2020和iso 4499-3:2016、8.1和8.2进行样品制备。蚀刻对于孔隙率测量不是必需的,但是也可以进行,因为它不会改变测量结果。
81、碳化钛平均颗粒尺寸:
82、根据iso 4499-3:2016通过线性截距法计算嵌入的碳化钛颗粒的平均颗粒尺寸。用光学或电子显微镜在已知放大倍数下拍摄来自五种不同粒料的显微结构的五张图像,使得跨视野存在10至20个碳化钛颗粒。跨每个校准图像绘制了四条线性截距线,使得没有单独的颗粒通过线交叉多于一次。
83、当线拦截碳化钛的颗粒时,使用校准规则测量线的长度(li)(其中,对于第一、第二、第三、…、第n个晶粒,i=1,2,3…n)。必须忽略接触图像边缘的不完全颗粒。必须计数至少200个颗粒。
84、平均线性截距颗粒尺寸定义为:
85、
86、陶瓷-金属粒料平均颗粒尺寸:
87、通过接合制成显微摄影全景图,这样使得跨样品的抛光横截面的视野上存在至少250个陶瓷-金属粒料。使用计算机程序和光学显微镜(例如由alicona infinite focus获得的一般图像场全景图)将对象的不同部分的一系列数字图像组合成保持良好清晰度的整个对象的全景图的工艺是现有技术的一部分。适当的阈值化允许将灰度图像分割成引人关注的特征(粒料)和背景(参见图11)。如果由于差的图像品质而阈值化是不一致的,则使用手动阶段,所述阶段包括在描迹纸上用手画出粒料、比例尺(如果存在的话)、以及图像边界并且然后扫描描图纸。
88、通过图像分析软件(例如imagej)在每个粒料的所有方向上测量费雷特直径,所述费雷特直径是垂直于测量方向放置的两条切线之间的距离。图12中给出了实例。
89、测定图像的每个粒料的最小和最大费雷特直径。最小费雷特直径是测量的费雷特直径集合中的最短费雷特直径。最大费雷特直径是测量的费雷特直径集合中的最长费雷特直径。必须忽略接触图像边缘的粒料。将每个粒料的最小和最大费雷特直径的平均值作为等效直径x。然后基于直径x的球体计算粒料的体积尺寸分布q3(x)。应将粒料的d50理解为根据iso 9276-2:2014的体积加权平均尺寸
90、在粒料制造过程中的陶瓷-金属粒料平均颗粒尺寸:
91、借助来自retsch的camsizer根据iso 13322-2:2006通过动态图像分析来测量粒料尺寸。用于尺寸分布的颗粒直径是xc min,其是在颗粒投影的最大弦的集合中测量的最短弦(对于接近筛选/筛分的结果)。
92、粒料d50是基于xc min的体积分布的体积加权平均尺寸。
93、研磨过程中粉末的颗粒尺寸测量:
94、借助来自malvern的mastersizer 2000根据iso 13320:2020中给出的指南用mie理论通过激光衍射来测量研磨过程中粉末的颗粒尺寸。将tic的折射率设定为3,并且吸收率设定为1。遮挡必须在10%至15%的范围内并且加权残差必须小于1%。
95、烧结粒料的密度测量:
96、根据iso 3369:2006用水进行烧结粒料的密度的测定。对于没有任何开放孔隙率的粒料,还可以使用气体置换比重计(如来自micromeritics的accupyc ii 1345比重计),给出基本上相同的密度值。
97、粒料之间的间隙中额外碳化物浓度的测定
98、根据iso 13383-2:2012测定间隙中的额外的碳化物浓度。该方法指定了如下进行测量的手动方法来测定精细陶瓷中的体积分数:使用抛光和蚀刻截面的显微照片,覆盖正方形网格线,并且计数位于每个陶瓷相上的交点的数量。
99、实践的减少-砧座磨损零件
100、根据本发明制造了在竖直轴冲击器中使用的砧座磨损零件。磨损零件的增强体积包含约30体积%至50体积%的不同平均体积百分比的tic(图1至图3)。
101、将它们与根据us 8,999,518 b2的发明实施例4制成的磨损零件(在增强体积中具有约32体积%的tic的总体积百分比)进行比较。这种比较的原因是实施例4是典型的“原位”组合物(在自蔓延反应中ti+c和慢化剂),其可以在工厂中小心管理,尽管在倒入过程中它仍然产生火焰、气体和一些热液体金属突起的事实。
102、还将本发明的砧座磨损零件与用不同的陶瓷增强件但用相同的金属基质制成的磨损零件比较。
103、两种不同类型的tic粒料的制备:
104、将尺寸小于325目(44μm)的tic粉末与一种或几种合金化的或纯的单独元素混合以达到表1的组成。
105、然后将粉末在球磨机中与避免金属氧化的加工助剂(例如醇)一起研磨24h以达到3μm的平均颗粒尺寸。
106、表1
107、
108、通过具有旋转叶片的真空干燥器去除抗氧化溶剂,并且然后添加约2重量%的石蜡并且与粉末共混物混合。然后将获得的聚结的粉末筛选穿过100μm筛。在具有约200巴的压力的辊式压实造粒机的旋转辊之间通过压实来制备无机/金属粉末混合物的理论密度的70%的带材。然后通过迫使带材穿过具有适当筛目大小的筛来将它们破碎成不规则粒料。破碎后,筛选粒料以便获得在1.4和4mm之间的尺寸。然后将这些不规则的多孔粒料在具有约20毫巴氩气分压的真空炉中在约1300℃至1500℃的高温下烧结持续2小时直到达到最小的孔隙率(<0.5体积%)。
109、然后将具有低孔隙率的烧结的粒料类型2与约2重量%的有机双组分聚氨酯胶粘剂混合。
110、然后将碳化物形成元素的金属粉末添加至含有类型2的粒料的混合物,尺寸小于325目的铌粉末用于实施例1且小于325目的锆粉末用于实施例2。细金属粉末颗粒粘附至毫米粒料表面上的聚氨酯上并在表面上形成涂层。
111、将混合物倒入100×30×150mm的所期望的形状的有机硅模具(可以施加振动以易于填装并且确保将所有粒料正确填装)中。在100℃下在炉子中干燥几小时或用胺气体对聚氨酯粘合剂进行气体硬化之后,芯是足够硬的并且可以将其脱模。
112、如图5和图6所示,金属涂覆的粒料的这样的互连网络包含约55体积%的用细粉涂覆的致密粒料(涂覆粒料之间的45体积%的空隙/毫米间隙)。每个芯/三维增强结构定位在待增强的磨损零件的部分中的模具中(如图4所示)。然后将表2中给出的组成的热液体高铬白铸铁或碳钢倒入模具中。
113、表2
114、 c mn cr ni mo si cu fe 倒入金属 重量% 3,3 1,2 25 0 1,5 0,5 0 余量 高铬白铸铁 重量% 0,4 0,9 3,1 1,1 0,6 0,8 0,6 余量 碳钢
115、在倒入过程中,热的液体金属填充互连网络的粒料之间的所有毫米间隙,所述间隙占增强部分的总体积的45%。在浇铸期间,聚氨酯胶粘剂被碳化并且金属粉末添加剂与作为碳源的熔体的碳和/或碳化的聚氨酯的碳反应以形成额外的碳化物颗粒。在倒入之后,在增强部分中,由55体积%具有高浓度的约86体积%的由第一金属基质粘合的碳化钛颗粒和45体积%的第二金属基质(具有铌或锆的额外碳化物颗粒的约8体积%的平均额外浓度)形成复合材料(参见下表3)。然后在磨损零件的增强的宏观-微观结构中获得的碳化物(除了天然存在于铬钢中的碳化铬)的总体积含量是约47体积%。
116、实施例
117、在以下实施例中,增强区域的尺寸是150×100×30mm,导致450cm3的体积。增强部分具有55体积%的填充比例并且金属-陶瓷粒料的体积因此代表248cm3。
118、以下公开了周期性交替毫米陶瓷-金属复合材料粒料的三维互连网络的组成和性质
119、
120、通过计算450cm3(v增强的)的增强体积和1314g的粒料(w粒料)来评估第二金属基质中的额外的碳化物的浓度(体积%)。粒料的理论密度为5.33g/cm3,孔隙率为0.4体积%并且总粒料体积为247cm3,其中间隙体积为202.5cm3。
121、
122、
123、与现有技术的比较
124、将根据本发明的磨损零件与如在us 8,999,518 b2的实施例4(参见本发明的比较例2)中获得的磨损零件进行比较。还将本发明的砧座磨损零件与用陶瓷-金属粒料(其粘合剂与浇铸合金相同)制成的磨损零件(参见比较例3)进行比较。
125、进行这些测试的研磨机的砧座环在图1中示出。
126、在机器中,本发明人交替地放置包含根据本发明的插入件的砧座(如图2和3所示),在其每侧由根据比较例2和3的现有技术的增强砧座包围,以在完全相同的条件下评估磨损。待破碎的材料以高速投射到砧座的工作面上(在图2中示出了磨损之前的单独的砧座)。在破碎过程中,工作面磨损。图3中示出了磨损的砧座。
127、性能指数的计算
128、对于每个砧座,通过在使用之前和之后对每个砧座称重来测量重量损失。
129、重量损失=(最终重量-初始重量)/初始重量
130、将性能指数定义如下,参考物的重量损失是在测试砧座的每一侧上us 8,999,518b2的实施例4(本文为比较例2)砧座的平均重量损失。
131、pi=参考砧座的重量损失/测试砧座的重量损失
132、性能指数高于1意味着测试砧座比参考砧座磨损更少,低于1意味着测试砧座比参考砧座磨损更多。
133、·根据本发明比较例3的增强砧座(使用含有由与浇铸合金相似的金属基质粘合的86体积%(80重量%)的碳化钛的陶瓷-金属复合材料粒料)的性能指数(pi)是1.10。可以通过零件中的较低缺陷(例如裂缝和孔隙率)以及粒料和增强部分中碳化钛的高得多的局部和总体体积浓度来解释比比较例2(us 8,999,518 b2的实施例4)更高的性能。
134、·根据本发明比较例1的增强砧座(使用含有由与浇铸合金不同的金属基质(钢)粘合的86体积%(80重量%)的碳化钛的陶瓷-金属复合材料粒料)的性能指数(pi)是1.20。可以通过由于坚韧的钢基质而相对于更脆的高铬白铸铁基质更高的粒料韧性来解释比比较例3更高的性能。
135、·根据本发明实施例1的增强砧座(使用含有86体积%(80重量%)的碳化钛的陶瓷-金属复合材料粒料和在浇铸合金中8体积%的额外的碳化物(由在倒入之前在插入件中额外的铌金属粉末形成))的性能指数(pi)是1.30。可通过在此特定条件下第二金属基质中存在的碳化铌比碳化锆更有性能来解释比实施例2更高的性能。
136、·根据本发明实施例2的增强砧座(使用含有86体积%(80重量%)的碳化钛的陶瓷-金属复合材料粒料和在浇铸合金中8体积%的额外的碳化物(由在倒入之前在插入件中额外的锆金属粉末形成))的性能指数(pi)是1.25。可以通过第二金属基质中的额外碳化物来解释比比较例1更高的性能。
137、与化合物(碳化钛和合金)的密度相关的复合材料密度
138、下表展示了复合材料的密度随tic的体积%和孔隙率的体积%的变化(对于铁基合金)。
139、
140、
141、本发明的优点
142、与现有技术相比,本发明具有以下优点:
143、·更好的磨损性能,由于在粒料中局部更高体积%的tic(如现有技术中使用大量反应物的shs技术在实践中不可能达到)。
144、·通过调整碳化钛的体积含量和尺寸,并使用金属相粘合剂(第一金属基质,例如tic陶瓷-金属复合材料粒料中的高机械性质锰钢)与浇铸合金(第二金属基质,例如用于磨损零件的高铬白铁)组合,使磨损零件具有更好的磨损性能或机械性质,其中第一金属基质不同于第二金属基质。
145、·通过调整第二金属基质中的额外的碳化物的体积含量和尺寸,磨损零件的更好的磨损性能或机械性质。
146、·由于更低的孔隙率和/或更低的裂纹缺陷,磨损零件更好的磨损性能或机械性质,因为在倒入期间很少或没有产生气体。
- 还没有人留言评论。精彩留言会获得点赞!