一种合金高压铸造模具、高压铸造装置及浇注方法与流程
本发明涉及合金高压铸造领域,具体涉及一种合金高压铸造模具、装置及浇注方法,尤其是用于车身用超大型铝合金压铸件的浇注设备及工艺方法。
背景技术:
1、随着免热处理合金开发及超大型压铸机推出,车身级超大型压铸件所带来的技术及成本优势越来越被主机厂接受。模具是现代工业,特别是汽车、无线电、航空、仪器、日用品等工业必不可少的工艺装备。超大型模具的开发及浇注系统的设计理念还处于摸索阶段,模具浇注方案的设计一般需要考虑合金特性、产品服役要求、产品结构、产品孔隙率要求、产品机械性能要求,也要考虑模具在生产中的可靠性及成本竞争性等方面,整体模具结构设计还存在很强的技术壁垒。
2、对于大型压铸机的生产来说,受制于免热处理的合金流动性不理想、易粘模及机械性能与微观组织相关性大等物理特性,对于产品及模具结构设计相比传统高压模具设计来说有更大的挑战,需要兼顾模具温度场设计、流动充型距离、铸造工艺及抽真空工艺需求。
3、目前,行业内的类似大型压铸件采用的单侧扇形浇注方案,往往有铝液流动距离过长、热损失严重等问题,导致铸件末端的机械性能及填充完整性显著下滑,铸造废品率在20%以上,显著提高了生产制造成本。
4、因此,本发明提出的浇注工艺设计方案,有助于该类产品的降低生产制造成本,提升一体化压铸结构件应用范围并形成成本优势。
技术实现思路
1、为解决上述技术问题,本发明的目的在于,提出一种尤其适用于大型压铸模具的浇注及排气结构,可有效解决大型压铸结构件的末端填充不良及机械性能不合格问题,同时进一步减少铸件冷却开模后的应力变形。
2、根据本发明的一方面,提供一种合金高压铸造模具,包括:直浇道、横浇道、内浇口、积渣包、设有真空阀的集中排气口,所述横浇道和设置于铸件中心位置的所述直浇道以彼此垂直的方式连接,该横浇道以朝内浇口方向的横截面面积递减的方式连接于所述内浇口,所述积渣包布置于铸件的充型末端或合金熔液交汇处,在各渣包末端连接有排气道,各排气道之间并联并在交汇位置处串联连接于集中排气口。
3、优选地,可以设置成:所述内浇口的厚度在3.0~4.5mm,并且构成为连续式内浇口结构;所述横浇道呈u字型结构;与铸件相连的内浇口的面积覆盖铸件窗口侧壁3/4以上区域;所述横浇道以锥形方式形成截面积收敛结构。
4、优选地,所述集中排气口的排气有效面积为所述内浇口面积的25%~35%。
5、根据本发明的另一方面,提供一种高压铸造装置,设置有定量炉、冲头、设有真空阀的真空机、控制单元和任一上述的合金高压铸造模具,所述冲头的横截面积比所述内浇口的横截面积在1/15~1/9。
6、根据本发明的又一方面,提供一种合金铸件的浇注方法,其特征在于,用于上述高压铸造装置的浇注,包括如下步骤:当合金熔液通过定量炉添加进压室后,所述冲头将合金熔液充填至所述直浇道,在这个过程中对所述压室和型腔进行抽真空,然后所述冲头将合金熔液进一步充填到u型的所述横浇道并逐步将浇道充满,在合金熔液接近铸件内浇口位置前加快充填速度,同时,在这个位置点触发所述真空阀关闭,然后所述冲头继续推进合金熔液经所述内浇口填充进入型腔,直至充型完毕。
7、优选地,利用所述控制单元以使充型过程中型腔真空度满足≤80mbar的方式对所述真空阀控制排气过程;和/或,在所述加快充填速度阶段,内浇口速度在45~70m/s,充型时间小于100ms。
8、优选地,上述浇注方法用于浇注铝合金车身;和/或,所述直浇道与处于铸件中心位置的料饼的横截面积比在1/10~1/6。
9、如上述,本发明提出了一种合金压铸模具的u型全封闭式浇道结构,内浇口与铸件充分接触,并且料饼及浇道设计在铸件中心位置,可使铝液到达模具各位置的距离基本一致,充型行程明显缩短,保证了整体的模具温度场平衡,充型时间小于100ms,铸件组织更加地致密。
10、根据本发明用于合金高压铸造的浇注方案及工艺方法,优点在于:采用中心浇注及u型浇道的结构设计,合金熔液的充型距离相比传统方案缩短了一半,确保了熔液到达铸件各位置的有效距离基本一致,减少了充型过程中的温度损失,同时充填末端特定区域放置了积渣包及排气道,同时在合适位置设计了抽真空集中排气口,进一步降低了铸件内部气孔的含量,整体浇注及排气系统设计合理,确保了产品质量。
技术特征:
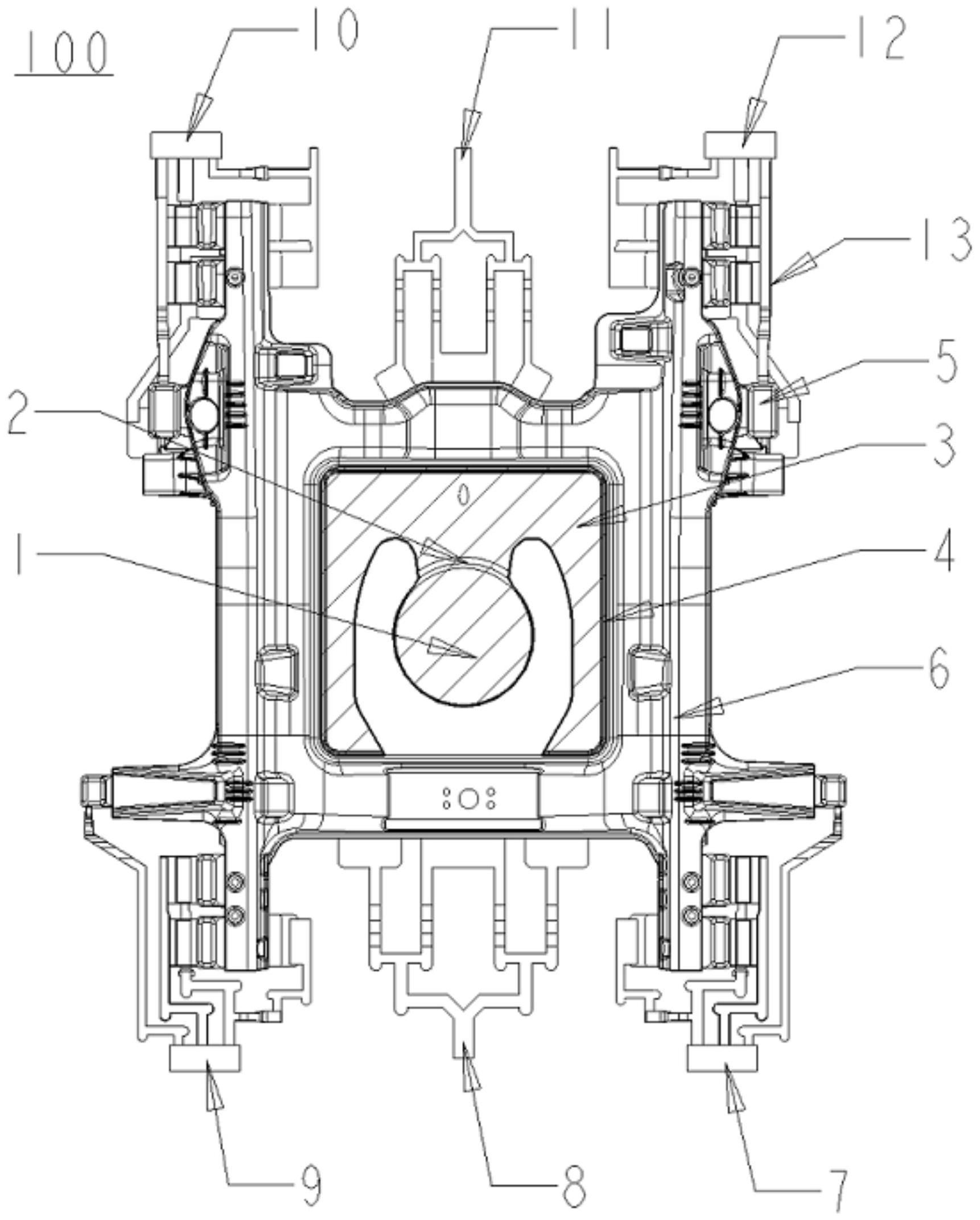
1.一种合金高压铸造模具,其特征在于,包括:直浇道(2)、横浇道(3)、内浇口(4)、积渣包(5)、设有真空阀的集中排气口,所述横浇道(3)和设置于铸件中心位置的所述直浇道(2)以彼此垂直的方式连接,所述横浇道(3)以朝内浇口(4)方向的横截面面积递减的方式连接于所述内浇口(4),所述积渣包(5)布置于铸件的充型末端或合金熔液交汇处,在各渣包末端连接有排气道(13),各排气道(13)之间并联并在交汇位置处串联连接于集中排气口。
2.根据权利要求1所述的合金高压铸造模具,其特征在于,所述内浇口(4)的厚度在3.0~4.5mm,并且构成为连续式内浇口结构。
3.根据权利要求1所述的合金高压铸造模具,其特征在于,所述横浇道(3)呈u字型结构。
4.根据权利要求1所述的合金高压铸造模具,其特征在于,与铸件相连的所述内浇口(4)的面积覆盖铸件窗口侧壁3/4以上区域。
5.根据权利要求1所述的合金高压铸造模具,其特征在于,所述横浇道(3)以锥形方式形成截面积收敛结构。
6.根据权利要求1所述的合金高压铸造模具,其特征在于,所述集中排气口的排气有效面积为内浇口面积的25%~35%。
7.一种高压铸造装置,其特征在于,设置有定量炉、冲头、设有真空阀的真空机、控制单元和权利要求1~6中任一项所述的合金高压铸造模具,所述冲头的横截面积比所述内浇口的横截面积在1/15~1/9。
8.一种合金铸件的浇注方法,其特征在于,用于权利要求7所述的高压铸造装置的浇注,包括如下步骤:当合金熔液通过定量炉添加进压室后,所述冲头将合金熔液充填至所述直浇道(2),在这个过程中对所述压室和型腔进行抽真空,然后所述冲头将合金熔液进一步充填到u型的所述横浇道(3)并逐步将浇道充满,在合金熔液接近所述内浇口(4)位置前加快充填速度,同时,在这个位置点触发所述真空阀关闭,然后所述冲头继续推进合金熔液经所述内浇口(4)填充进入型腔,直至充型完毕。
9.根据权利要求8所述的合金铸件的浇注方法,其特征在于,利用所述控制单元以使充型过程中型腔真空度满足≤80mbar的方式对所述真空阀控制排气过程;和/或,在所述加快充填速度阶段,内浇口速度在45~70m/s,充型时间小于100ms。
10.根据权利要求8~9中任一项所述的合金铸件的浇注方法,其特征在于,用于浇注铝合金车身;和/或,所述直浇道(2)与处于铸件中心位置的料饼(1)的横截面积比在1/10~1/6。
技术总结
一种高压铸造装置及其合金高压铸造模具,该模具包括:直浇道、横浇道、内浇口、积渣包、集中排气口,彼此垂直连接的直浇道和横浇道设置于铸件中心位置,横浇道横截面积递减地连接于内浇口,积渣包布置于铸件的充型末端或铝液交汇处,在各渣包末端连接有排气道,各排气道之间并联并在交汇位置处串联连接于集中排气口。还相应提供一种浇注方法,包括:当合金熔液通过定量炉添加进压室后,冲头将熔液充填至直浇道,在该过程中对压室和型腔抽真空,然后冲头将熔液进一步充填到U型横浇道并逐步充满,在熔液接近铸件内浇口位置前加快充填速度,同时在这个位置点触发真空阀关闭,然后冲头继续推进熔液经内浇口填充入型腔直至充型完毕,确保了产品质量。
技术研发人员:万雅春,刘兴富,戴川,常海平,陈志,徐世文,朱志华
受保护的技术使用者:中信戴卡股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!