一种铁型覆砂生产产线的制作方法
本发明涉及铁型覆砂生产,尤其涉及一种铁型覆砂生产产线。
背景技术:
1、铁型覆砂工艺是在金属模与粗成形的金属铸型(砂箱)内壁之间,附上一层4-10mm的覆膜砂,覆盖在金属砂箱内表面的覆膜砂成为硬壳铸型,铁液注入覆有覆膜砂的金属砂箱之中,凝固后成为铸件的铸造工艺方法。由于铁型覆砂的铸型具有足够的强度和刚度,覆砂层硬度高,可避免铸件出现涨箱,缩孔等缺陷。球墨铸铁可充分利用铁液凝固时石墨化膨胀,消除缩松、缩孔等缺陷,可实现无冒口工艺,大大提高了产品的工艺出品率,可达76%以上。
2、利用调整铁型覆砂覆砂层厚度,实现铸件同时凝固。铁型覆砂造型,取工件平均厚度时覆砂层在7mm左右,工件显著小于平均厚度时加厚覆砂层,覆砂层最大可到8-10mm,工件显著大于平均厚度时减小覆砂层厚度,覆砂层最小可到4mm,利用铁型的激冷作用,使工件最大限度的实现同时凝固,快速冷却,从而获得良好的基体组织,保证稳定的机械性能。
3、通过铁型覆砂工艺可以获得具有较高强度和延伸率的铸件,不需要热处理,生产中也不需要加入ni、mo等贵重金属,降低产品成本。可满足对安全性及综合力学性能有较高要求的汽车球墨铸铁件要求,能实现汽车的轻量化、低耗、低成本。
4、以往的铁型覆砂铸造生产线只能生产一种产品,当需要生产另外一种产品时,需要将原来砂箱和模具更换以后才能进行生产,生产效率较低。
技术实现思路
1、为解决背景技术中存在的技术问题,本发明提出一种铁型覆砂生产产线。
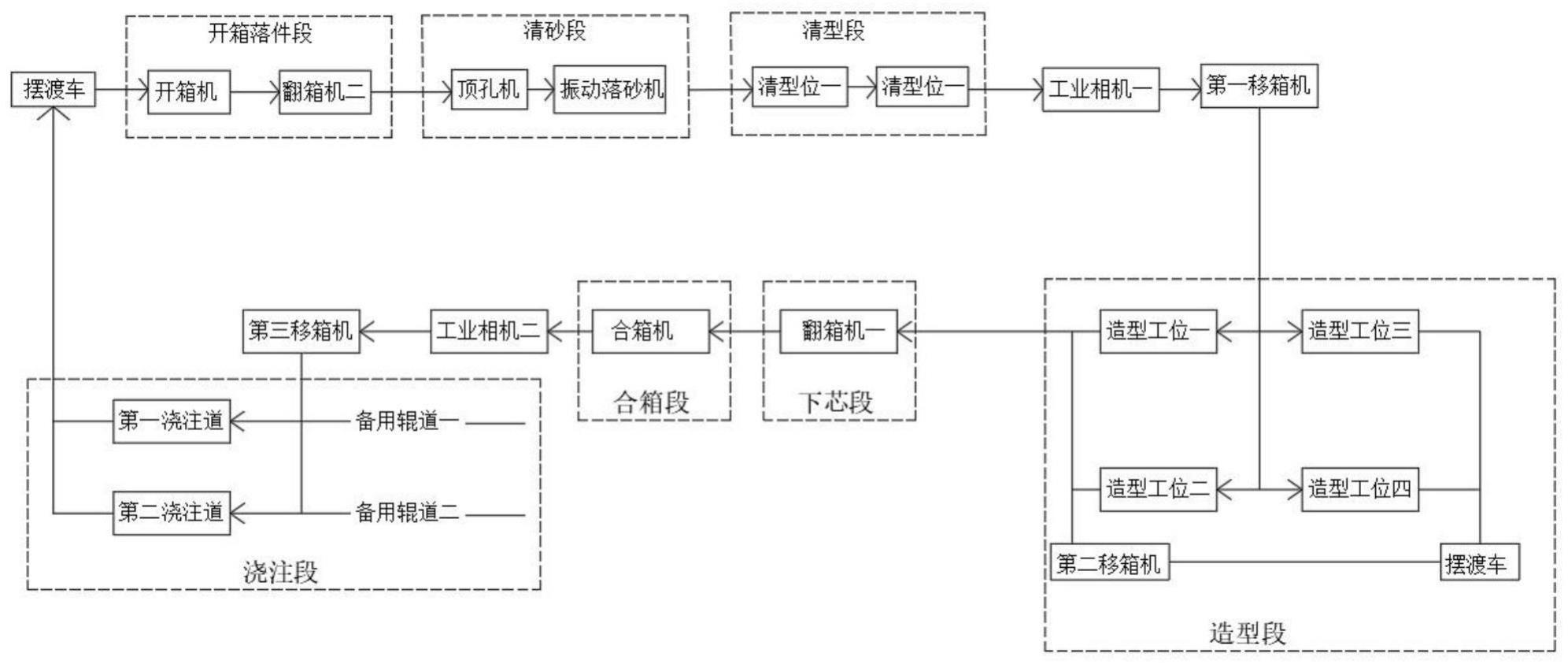
2、本发明提出的一种铁型覆砂生产产线,包括环形布置并通过输送辊道依次联接的造型段、下芯段、合箱段、浇注段、开箱落件段、清砂段、清型段,其中造型段包括用于对第一类型砂箱进行覆砂的造型工位一、造型工位三以及用于对第二类型砂箱进行覆砂的造型工位二、造型工位四,造型工位一和造型工位三之间以及造型工位二和造型工位四之间均设有双向辊道,清型段与造型段之间设有用于向双向辊道运输第一类型砂箱或第二类型砂箱的第一移箱机,造型工位一和造型工位二之间设有用于将第一类型砂箱或第二类型砂箱输送至下芯段第二移箱机,造型工位三和造型工位四之间设有用于将第一类型砂箱或第二类型砂箱输送至第二移箱机处的摆渡车。
3、优选地,清型段与造型段之间还设有用于对第一类型砂箱和第二类型砂箱进行识别的工业相机一。
4、优选地,造型工位一、造型工位二、造型工位三、造型工位四中均具有造型机,造型机包括移动射砂头、开合模机构、射砂机构、加沙机构,双向辊道输送砂箱至造型机完成射砂头移动、合模、压实、射砂、固化开模。
5、优选地,合箱段与浇注段之间还设有用于对第一类型砂箱和第二类型砂箱进行识别的工业相机二。
6、优选地,浇注段包括第一浇注道和第二浇注道,第一浇注道和第二浇注道的进料端分别布置有备用辊道一和备用辊道二,下芯段与浇注段之间设有用于将第一类型砂箱转移至备用辊道一、第二类型砂箱转移至备用辊道二的第三移箱机。
7、优选地,第一浇注道和第二浇注道之间设有双向浇注机,用于向第一类型砂箱和第二类型砂箱浇注使用,且双向浇注机包括行走车体、铁水包架、左右移动机构和提升机构。
8、优选地,下芯段包括用于实现第一类型砂箱及第二类型砂箱翻转的翻箱机一,且第二移箱机可在翻箱机一与顶孔机之间运动以将经过翻箱机翻箱检查后的残次品输送至清砂段。
9、本发明中所提出的铁型覆砂生产产线,设置的第一移箱机将经过清砂处理后的砂箱输送至造型段,多个造型工位的设置提高了砂箱的覆砂效率,同时在同一产线可以生产不同形状的覆砂,节约了设备成本的投入,实现砂箱的循环利用,大大提高了生产效率。
技术特征:
1.一种铁型覆砂生产产线,其特征在于,包括环形布置并通过输送辊道依次联接的造型段、下芯段、合箱段、浇注段、开箱落件段、清砂段、清型段,其中造型段包括用于对第一类型砂箱进行覆砂处理的造型工位一、造型工位三以及用于对第二类型砂箱进行覆砂处理的造型工位二、造型工位四,造型工位一和造型工位三之间以及造型工位二和造型工位四之间均设有双向辊道,清型段与造型段之间设有用于向双向辊道运输第一类型砂箱或第二类型砂箱的第一移箱机,造型工位一和造型工位二之间设有用于将第一类型砂箱或第二类型砂箱输送至下芯段第二移箱机,造型工位三和造型工位四之间设有用于将第一类型砂箱或第二类型砂箱输送至第二移箱机处的摆渡车。
2.根据权利要求1所述的一种铁型覆砂生产产线,其特征在于,清型段与造型段之间还设有用于对第一类型砂箱和第二类型砂箱进行识别的工业相机一。
3.根据权利要求2所述的一种铁型覆砂生产产线,其特征在于,造型工位一、造型工位二、造型工位三、造型工位四中均具有造型机,造型机包括移动射砂头、开合模机构、射砂机构、加沙机构,双向辊道输送砂箱至造型机完成射砂头移动、合模、压实、射砂、固化开模。
4.根据权利要求3所述的一种铁型覆砂生产产线,其特征在于,合箱段与浇注段之间还设有用于对第一类型砂箱和第二类型砂箱进行识别的工业相机二。
5.根据权利要求4所述的一种铁型覆砂生产产线,其特征在于,浇注段包括第一浇注道和第二浇注道,第一浇注道和第二浇注道的进料端分别布置有备用辊道一和备用辊道二,下芯段与浇注段之间设有用于将第一类型砂箱转移至备用辊道一、第二类型砂箱转移至备用辊道二的第三移箱机。
6.根据权利要求5所述的一种铁型覆砂生产产线,其特征在于,第一浇注道和第二浇注道之间设有双向浇注机,用于第一类型砂箱和第二类型砂箱浇注使用,且双向浇注机包括行走车体、铁水包架、左右移动机构和提升机构。
7.根据权利要求1所述的一种铁型覆砂生产产线,其特征在于,下芯段包括用于实现第一类型砂箱及第二类型砂箱翻转的翻箱机一,且第二移箱机可在翻箱机一与顶孔机之间运动以将经过翻箱机翻箱检查后的残次品输送至清砂段。
技术总结
本发明公开了一种铁型覆砂生产产线,包括环形布置并通过输送辊道依次联接的造型段、下芯段、合箱段、浇注段、开箱落件段、清砂段、清型段,各工段之间通过输送辊道连接,其中造型段包括用于对第一类型砂箱进行覆砂的造型工位一、造型工位三以及用于对第二类型砂箱进行覆砂的造型工位二、造型工位四,造型工位一和造型工位三之间以及造型工位二和造型工位四之间均设有双向辊道;本发明中所提出的铁型覆砂生产产线,设置的第一移箱机将经过清砂处理后的砂箱输送至造型段,多个造型工位的设置提高了砂箱的覆砂效率,同时在同一产线可以生产不同形状的覆砂,节约了设备成本的投入,实现砂箱的循环利用,大大提高了生产效率。
技术研发人员:王庭波,李卫群,马怀生
受保护的技术使用者:湖北普尔精密科技有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!