一种提高半辊利用率的方法与流程
本发明属于金属表面处理,尤其涉及一种提高半辊利用率的方法。
背景技术:
1、专利号为201921666810.5的文件中公开了钢板表面除锈装置,将破鳞辊上安装到工作总梁上,再将工作总梁连接到上梁的下方,其中上梁还可沿钢板宽度方向进行移动,从而根据钢板的位置调节刷辊的位置;实际生产中为了保证充分磨刷,刷辊的长度往往要大于钢板的宽度,这样才能使得刷辊的两端在磨刷时可外伸出钢板两侧,实现无死角磨刷,但由此存在的问题在于:刷辊贴合对应钢板的部分通常被磨损时,刷辊两侧的磨料还未被磨损,会造成浪费,并且该刷辊由于被磨损的部分以及两侧未被磨损的磨料使其也无法再对另外的钢板进行磨刷。
2、后续为减少浪费也为了提高磨刷的效率,提出的专利号为cn202111287159.2的文件中公开了一种便于换辊的钢板表面处理装置,其中在钢板的上下表面并且沿着钢板的行进方向布置有多个刷辊,其中刷辊的长度不用设置成大于钢板的宽度,且刷辊沿钢板宽度方向交错布置,使得钢板表面每一处都能被磨刷到,由此不仅提高了磨刷效率,也相对减少了对于刷辊上磨料的浪费;但不足之处在于刷辊虽然采用交错排布的方式,两个交错的刷辊仍会有部分是外伸出钢板两侧的,仍然存在没有充分利用和浪费的情况。
技术实现思路
1、为了解决上述的技术问题,本发明的目的是提供一种提高半辊利用率的方法,步骤为。
2、为了实现上述的目的,本发明采用了以下的技术方案:
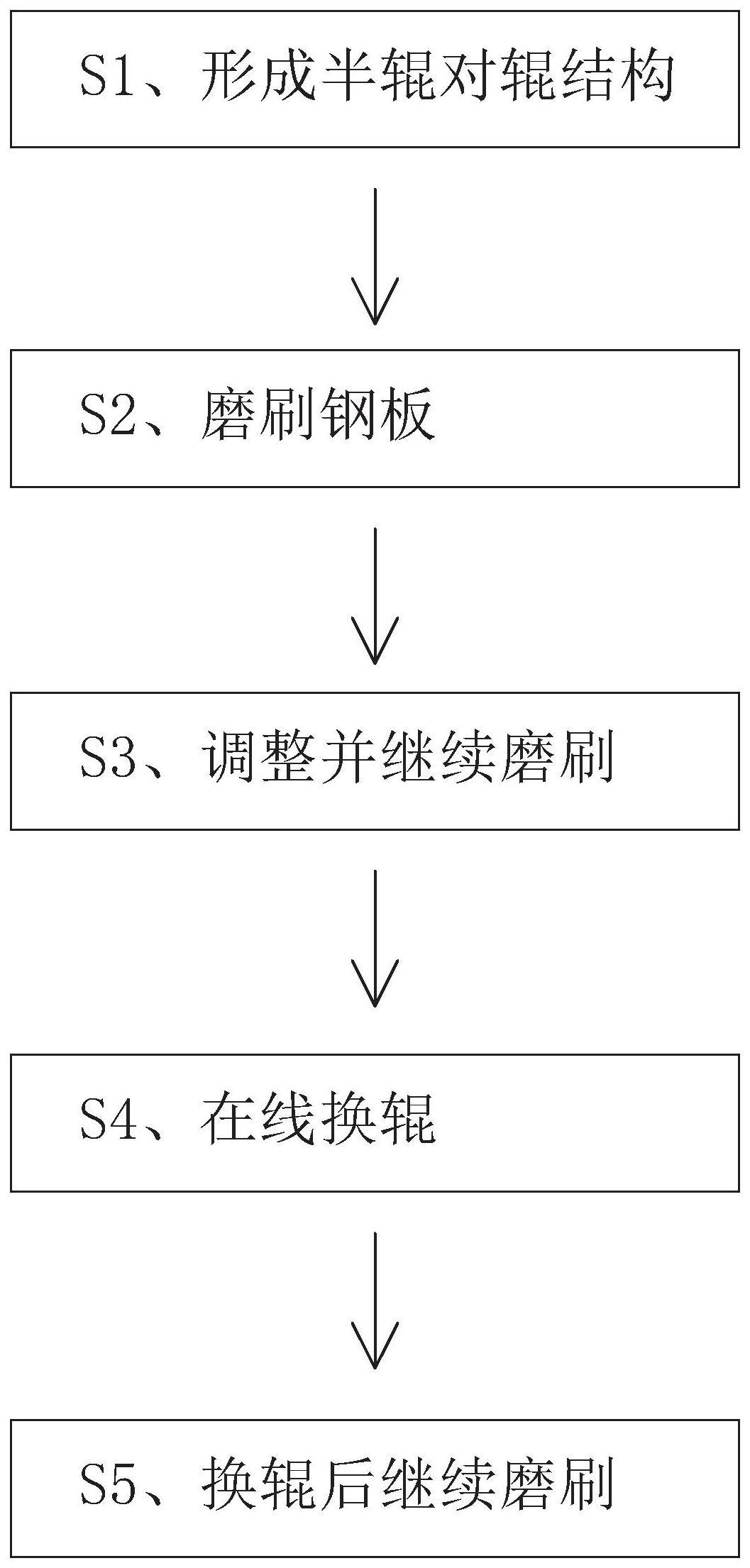
3、一种提高半辊利用率的方法,步骤为:
4、s1、形成半辊对辊结构:在钢板进给路线上布置多个由上刷辊和下刷辊组成的磨刷小组,并且相邻两个磨刷小组于钢板宽度方向交错布置;将上刷辊和下刷辊的轴心上下排布在同一竖直线上,使得钢板在从上刷辊和下刷辊之间行进通过时对钢板进行对刷;
5、s2、磨刷钢板:将钢板从上刷辊和下刷辊之间穿过,调节相邻两个磨刷小组各自的一端分别外伸出钢板的两侧后通过液压锁定机构下压锁定磨刷小组,磨刷小组形成待磨刷段和磨刷段,两磨刷小组的待磨刷段先不对钢板进行打磨,而磨刷段则于钢板表面交错先对钢板进行磨刷;
6、s3、调整并继续磨刷:磨刷一段时间后,液压锁定机构解除下压锁定,同时驱动两磨刷小组沿钢板宽度方向相对移动,使得磨刷小组的磨刷段外伸出钢板两侧不进行磨刷,待磨刷段则于钢板表面交错对钢板进行磨刷。
7、对刷的方式相较于传统单辊磨刷方式效率更高,并且传统的单辊磨刷还需要另外设置一个托辊以防止单辊磨刷时钢板的弯曲凸起,而且采取这种方式产生的噪音也较大;对辊磨刷的方式可对钢板形成上下双向的支撑,上刷辊在磨刷时使得钢板有向下弯曲的趋势时,下刷辊可对其进行支撑和磨刷;同理,下刷辊在磨刷时使得钢板有向上弯曲的趋势时,上刷辊可防止其向上弯曲并进行磨刷。为了保证充分的磨刷,磨刷小组是需要外伸出钢板侧边的,而两两交错排布的磨刷小组可保证钢板表面能被完全磨刷,在初始磨刷阶段,两磨刷小组外伸的待磨刷段不对钢板进行磨刷,只由磨刷段进行磨刷;在磨刷一段时间后,两磨刷小组的相向移动可使得磨刷小组的待磨刷段和磨刷段位置互换,从而使得一开始未被磨刷的待磨刷段参与磨刷,而一开始进行磨刷的磨刷段则不参与磨刷,从而保证半辊上的磨料同步磨损,提高其利用率。
8、作为优选,在进行步骤s2之前,于钢板进给方向上将钢板穿过分别布置在磨刷小组前后侧的钢板承托机构,以使得钢板稳定平顺的进给通过上刷辊和下刷辊之间进行充分磨刷。若是没有钢板承托装置对钢板进行承托,则钢板在进入上刷辊和下刷辊之间时会出现向上或者向下的弯曲,会影响磨刷的进行。
9、作为优选,将钢板承托机构中的三个托压辊排布形成等边三角形的形状,并将其中一个钢板承托机构中三个托压辊呈正立的三角排布,另一个钢板承托机构中三个托压辊呈倒立的三角排布,以避免钢板进给通过时的弯曲凸起。三个托压辊的承托并且呈三角排布,使得钢板在通过时不会发生弯曲,传统的两个托压辊的承托方式有两种,一种是上下排布于同一竖直线上,此种方式虽然能在上下方向上能起到很好的承托作用,会使钢板发生左右的偏移,另一种则是两个托压辊呈上下倾斜的排布,虽然能防止钢板在左右方向上的偏移,但于上下方向上会使钢板产生弯曲凸起。位于磨刷小组前后两侧的两组托压辊分别呈正立的三角形和倒立的三角形也是为了进一步提高钢板进给的稳定平顺,若是都呈正立的或者倒立的三角排布,则三个托压辊对于钢板的应力也会集中朝向一个方向,不利于钢板的进给。
10、作为优选,在步骤s2中,所述液压锁定机构的下压锁定是通过以下方式实现的:将用于下压固定的下压抵接柱活动穿设在中空的液压座内并于下压抵接柱侧壁上开设有斜槽,液压座内还设有与斜槽配合的楔形块,液压座侧壁上设置第一油缸驱动楔形块于液压座内滑动,楔形块在液压座内朝一方向滑动时可抵压下压抵接柱外伸出液压座锁定磨刷小组。半辊具有较大的重量,在磨刷时产生的惯性和震动都是较大的,而液压锁定机构可使得设备整体更加稳定,减少因设备震动造成磨刷不充分的情况产生,并且通过第一油缸驱动楔形块移动进而抵压下压抵接柱外伸对磨刷小组进行锁定的方式更加的稳定。
11、作为优选,在步骤s3中,所述液压锁定机构解除下压锁定是通过以下方式实现的:第一油缸驱动楔形块朝反方向移动使得下压抵接柱脱离楔形块的抵压,解除对磨刷小组的锁定。
12、作为优选,将上刷辊和下刷辊分别安装到各自对应的辊座上,再将辊座连接到支撑座上,支撑座侧壁上向外延伸出用于下压抵接柱抵压锁定的抵压台。抵压台的设置则是提供了下压抵接柱下压锁定的点位,通过对抵压台的锁定可实现对支撑座和辊座的同步锁定。
13、作为优选,还包括步骤:
14、s4、在线换辊:在其中一个磨刷小组中的上刷辊和下刷辊表面的磨料磨损完全后,解除对该磨刷小组的锁定,同时驱动该磨刷小组沿钢板宽度方向移动出钢板的表面后,更换新的半辊;该磨刷小组的换辊动作不会影响到其余磨刷小组的继续磨刷,实现在线换辊动作;
15、s5、换辊后继续磨刷:更换好新的半辊后,驱动磨刷小组移动回原磨刷位置并通过液压锁定机构下压锁定后继续对钢板进行磨刷。
16、磨料磨损完全是指待磨刷段与磨刷段均在经过长时间工作后被磨损。在线换辊不用停机,工作效率高。
17、与现有技术相比,本发明的有益效果是:
18、对刷的方式相较于传统单辊磨刷方式效率更高,并且传统的单辊磨刷还需要另外设置一个托辊以防止单辊磨刷时钢板的弯曲凸起,而且采取这种方式产生的噪音也较大;对辊磨刷的方式可对钢板形成上下双向的支撑,上刷辊在磨刷时使得钢板有向下弯曲的趋势时,下刷辊可对其进行支撑和磨刷;同理,下刷辊在磨刷时使得钢板有向上弯曲的趋势时,上刷辊可防止其向上弯曲并进行磨刷。
19、为了保证充分的磨刷,磨刷小组是需要外伸出钢板侧边的,而两两交错排布的磨刷小组可保证钢板表面能被完全磨刷,在初始磨刷阶段,两磨刷小组外伸的待磨刷段不对钢板进行磨刷,只由磨刷段进行磨刷;在磨刷一段时间后,两磨刷小组的相向移动可使得磨刷小组的待磨刷段和磨刷段位置互换,从而使得一开始未被磨刷的待磨刷段参与磨刷,而一开始进行磨刷的磨刷段则不参与磨刷,从而保证半辊上的磨料同步磨损,提高其利用率。。
20、附图说明
21、图1是本发明在实施例中该设备中单个对辊装置设置在机架上的立体结构示意图;
22、图2是本发明在实施例中两个磨刷小组在钢板宽度方向分布的立体结构示意图;
23、图3是本发明在实施例中上刷辊与下刷辊上下对齐分布在钢板上下两侧的侧视图;
24、图4是本发明在实施例中对辊装置的剖视图;
25、图5是图4中a部的放大图;
26、图6是图4中b部的放大图;
27、图7是本发明在实施例中下刷辊、下辊座以及下支撑座组装的立体结构示意图;
28、图8是本发明在实施例中下刷辊、下辊座以及下支撑座组装的前视图;
29、图9是本发明在实施例中下刷辊、下辊座以及下支撑座组装的剖视图;
30、图10是本发明在实施例中升降机构设置在下辊座上的示意图;
31、图11是本发明在实施例中液压锁定机构的立体结构示意图;
32、图12是本发明在实施例中液压锁定机构的剖视图一;
33、图13是本发明在实施例中液压锁定机构的剖视图二;
34、图14是本发明在实施例中抵压柱伸出液压座的剖视图;
35、图15是本发明在实施例中液压锁定机构的爆炸图一;
36、图16是本发明在实施例中液压锁定机构的爆炸图二;
37、图17是本发明在实施例中该方法的流程示意图;
38、图18是本发明在实施例中该方法中步骤s3的调整示意图。
- 还没有人留言评论。精彩留言会获得点赞!