无锌流纹的锌铝镁镀层钢的制备方法、镀层钢与流程
本申请涉及钢制品领域,尤其涉及具有锌铝镁镀层的钢板。
背景技术:
1、锌铝镁钢板,指的是具有锌铝镁镀层的钢板。钢板仓、五金机械等领域常常需求具有高耐蚀性的钢板,传统的技术是在钢板上镀锌,称为超厚锌层纯锌钢板。纯锌锌层厚度达到800g/m2的超厚锌层纯锌钢板,使用寿命可达30年。但超厚锌层纯锌钢板的镀层通常采取热浸镀制备,后于镀层过厚,生产难度大、成本高。而对于锌铝镁钢板,275g/m2的镀层厚度使用寿命即可达30年以上,镀层厚度降低,使得生产难度较小,且成本相对于超厚锌层纯锌钢板更低。
2、然而,实践中发现,在钢材基板的mn含量达到1%以上时,表面极易出现流纹状图案,即锌流纹,影响锌铝镁钢板镀层的均匀性和美观性。
技术实现思路
1、本申请实施例提供了一种无锌流纹的锌铝镁镀层钢的制备方法、镀层钢,以解决钢材基板的mn含量达到1%以上时,表面极易出现流纹状图案的技术问题。
2、第一方面,本申请实施例提供一种无锌流纹的锌铝镁镀层钢的制备方法,所述无锌流纹的锌铝镁镀层钢的制备方法包括如下步骤:
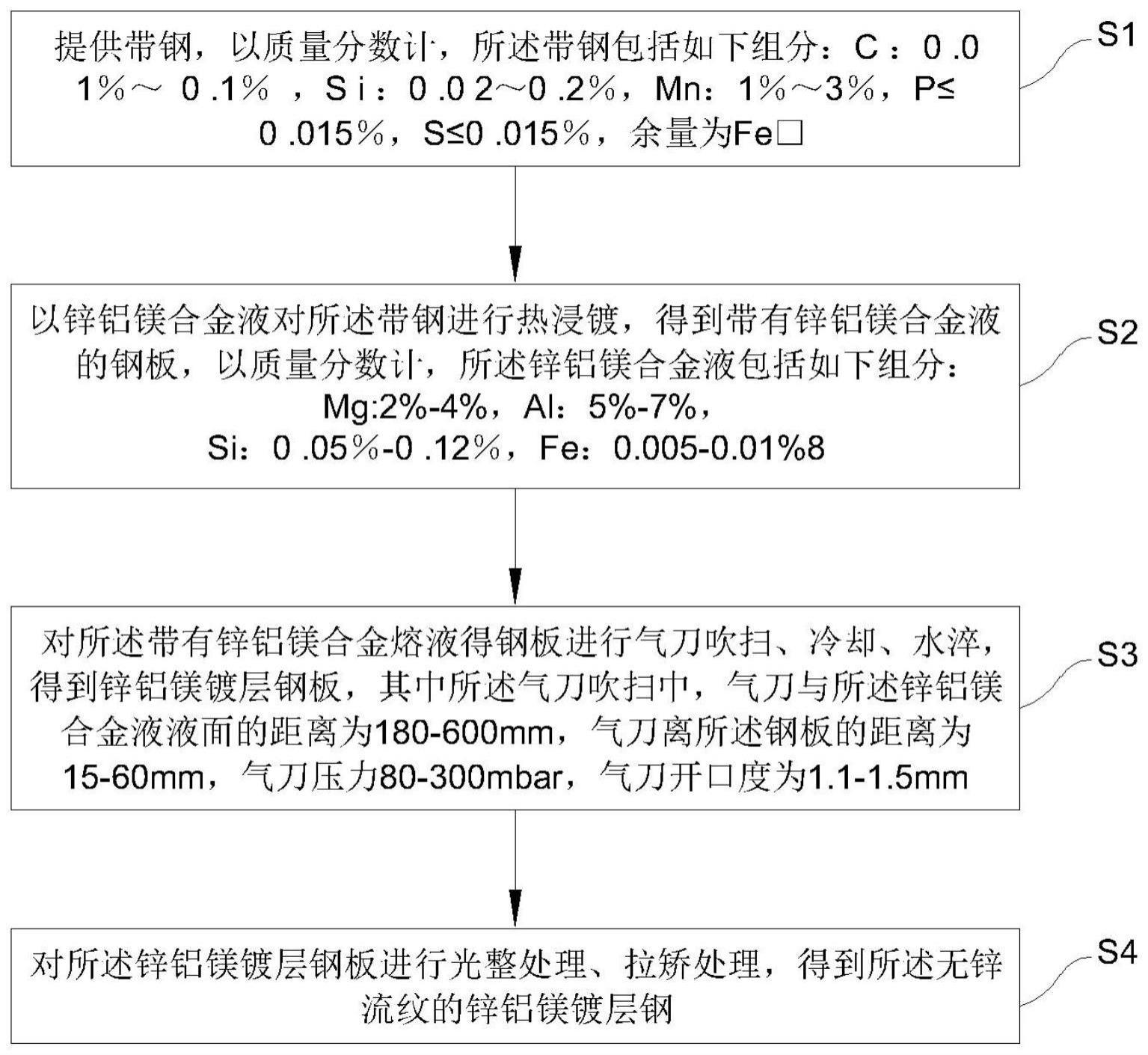
3、提供带钢,以质量分数计,所述带钢包括如下组分:c:0.0 1%~0.1%,s i:0.0 2~0.2%,mn:1%~3%,p≤0.015%,s≤0.015%,余量为fe;
4、以锌铝镁合金液对所述带钢进行热浸镀,得到带有锌铝镁合金液的钢板,以质量分数计,所述锌铝镁合金液包括如下组分:mg:2%-3.5%,al:5.5%-7%,si:0.05%-0.12%,fe:0.005-0.01%;
5、对所述带有锌铝镁合金熔液的钢板进行气刀吹扫、冷却、水淬,得到锌铝镁镀层钢板,其中所述气刀吹扫中,气刀与所述锌铝镁合金液液面的距离为180-600mm,气刀离所述钢板的距离为15-60mm,气刀压力80-300mbar,气刀开口度为1.1-1.5mm;
6、对所述锌铝镁镀层钢板进行光整处理、拉矫处理,得到所述无锌流纹的锌铝镁镀层钢。
7、在本申请的一些实施例中,所述提供带钢包括如下步骤:
8、将钢水铸成板坯,以质量分数计,所述钢水包括如下组分:c:0.01%-0.1%,si:0.02-0.2%,mn:1%-3%,p≤0.015%,s≤0.015%,余量为fe;
9、对板坯进行热轧、连续酸洗;
10、将酸洗后的板坯置入nof炉中加热;
11、对加热后的板坯进行高氢冷却,得到所述带钢。
12、在本申请的一些实施例中,所述将酸洗后的板坯置入nof炉中加热,包括直燃炉工序和明火加热工序,其中直燃炉工序的炉温为1280~1350℃,带温为660-720℃。
13、在本申请的一些实施例中,所述将酸洗后的板坯置入nof炉中加热,包括直燃炉工序和明火加热工序,其中明火加热工序中,nof直燃段的氢气含量控制为1.5%-4%,一氧化碳含量控制为1.5%-4%。
14、在本申请的一些实施例中,所述连续酸洗中,温度控制为70-100℃。
15、在本申请的一些实施例中,所述带钢的mn含量为1.85%,
16、所述锌铝镁合金液包括如下组分:mg:2%-3.5%,al:5.5%-7%,si:0.05%-0.12%,fe:0.005-0.01%;
17、所述气刀吹扫中,气刀与所述锌铝镁合金液液面的距离为220-240mm,气刀离所述钢板的距离为18-22mm,气刀压力80-100mbar,气刀开口度为1-1.2mm。
18、在本申请的一些实施例中,所述将酸洗后的板坯置入nof炉中加热,包括直燃炉工序和明火加热工序,其中直燃炉工序的炉温为1300-1350℃,带温为680-700℃。
19、在本申请的一些实施例中,所述明火加热工序中,nof直燃段的氢气含量控制为3-3.5%,一氧化碳含量控制为3-3.5%。
20、在本申请的一些实施例中,所述连续酸洗中,温度控制为85-90℃。
21、第二方面,本申请实施例提供一种镀层钢,所述镀层钢由第一方面任一实施例所述的锌铝镁镀层钢的制备方法制备得到。
22、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
23、本申请实施例通过限定锌铝镁合金熔液组分、限定气刀吹扫的工艺参数,两者相互配合,使得当带钢的mn含量为1-3%时,不产生锌流纹。
技术特征:
1.一种无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述无锌流纹的锌铝镁镀层钢的制备方法包括如下步骤:
2.根据权利要求1所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述提供带钢包括如下步骤:
3.根据权利要求2所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述将酸洗后的板坯置入nof炉中加热,包括直燃炉工序和明火加热工序,其中直燃炉工序的炉温为1280~1350℃,带温为660-720℃。
4.根据权利要求2所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述将酸洗后的板坯置入nof炉中加热,包括直燃炉工序和明火加热工序,其中明火加热工序中,nof直燃段的氢气含量控制为1.5%-4%,一氧化碳含量控制为1.5%-4%。
5.根据权利要求2所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述连续酸洗中,温度控制为70-100℃。
6.根据权利要求2所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,
7.根据权利要求6所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述将酸洗后的板坯置入nof炉中加热,包括直燃炉工序和明火加热工序,其中直燃炉工序的炉温为1300-1350℃,带温为680-700℃。
8.根据权利要求7所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述明火加热工序中,nof直燃段的氢气含量控制为3-3.5%,一氧化碳含量控制为3-3.5%。
9.根据权利要求8所述的无锌流纹的锌铝镁镀层钢的制备方法,其特征在于,所述连续酸洗中,温度控制为85-90℃。
10.一种镀层钢,其特征在于,所述镀层钢由权利要求1-9中任意一项所述的锌铝镁镀层钢的制备方法制备得到。
技术总结
本申请涉及一种无锌流纹的锌铝镁镀层钢的制备方法,包括如下步骤:提供带钢,以质量分数计,带钢包括如下组分:C:0.01%~0.1%,Si:0.02~0.2%,Mn:1%~3%,P≤0.015%,S≤0.015%,余量为Fe;以锌铝镁合金液对带钢进行热浸镀,得到带有锌铝镁合金液的钢板,以质量分数计,锌铝镁合金液包括如下组分:Mg:2%‑3.5%,Al:5.5%‑7%,Si:0.05%‑0.12%,Fe:0.005‑0.01%;对带有锌铝镁合金熔液的钢板进行气刀吹扫、冷却、水淬,得到锌铝镁镀层钢板,气刀与锌铝镁合金液液面的距离为180‑600mm,气刀离钢板的距离为15‑60mm,气刀压力80‑300mbar,气刀开口度为1.1‑1.5mm;对锌铝镁镀层钢板进行光整处理、拉矫处理,得到无锌流纹的锌铝镁镀层钢。当带钢的Mn含量为1‑3%时本申请具有不产生锌流纹的效果。
技术研发人员:张秋生,董妮妮,刘武华,周欢,郑艳坤,王保勇,张环宇,任志超,卢志恒,胡硕,张富明,何万定
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!