一种用于大型铸件的冷却、运输、打磨、抛光一体化装置的制作方法
本发明涉及一种大型铸件加工,具体为一种用于大型铸件的冷却、运输、打磨、抛光一体化装置,属于铸件加工。
背景技术:
1、金属铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其他浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状、尺寸和性能的物件。
2、大型金属铸件在加工的过程中,对大型金属铸件表面进行磨削处理时经常需要用到大型金属铸件加工装置,经检索现公开了专利号为cn211439411u,公开了一种大型金属铸件加工装置,包括水箱,所述水箱的底部固定安装有支撑腿,所述水箱顶部的左右两侧均固定安装有固定杆,所述水箱顶部的右侧且位于固定杆的右侧固定安装有一端贯穿并延伸至水箱内部的进水管,两个所述固定杆的底部均开设有固定槽。该大型金属铸件加工装置,通过设置有第二电机,在需要对大型金属铸件进行打磨时,将大型金属铸件放在固定座上,启动第二电机,第二电机即会在带动打磨装置对大型金属铸件进行打磨加工,启动第一电机,活动块即会通连接块带动连接块左右移动,即可使得打磨装置对大型金属铸件的打磨效率变高,使得打磨效率变高,且不会存在安全隐患。
3、上述方案存在诸多益处,但也存在缺陷:
4、1、大型铸件在移动制动至打磨设备下部时,由于较重,当人工进行调整时较为困难。
5、2、铸件在进行打磨处理时,上述方案只是通过移动水平打磨设备,达到对铸件进行打磨处理,当对于铸件的其他角度,难以打磨,需要人工移动铸件位置。
技术实现思路
1、(一)解决的技术问题
2、本发明的目的就在于为了解决上述问题而提供一种用于大型铸件的冷却、运输、打磨、抛光一体化装置,以解决现有技术中大型铸件在移动制动至打磨设备下部时,由于较重,当人工进行调整时较为困难;铸件在进行打磨处理时,上述方案只是通过移动水平打磨设备,达到对铸件进行打磨处理,但对于铸件的其他角度,难以打磨,需要人工移动铸件位置的问题。
3、(二)技术方案
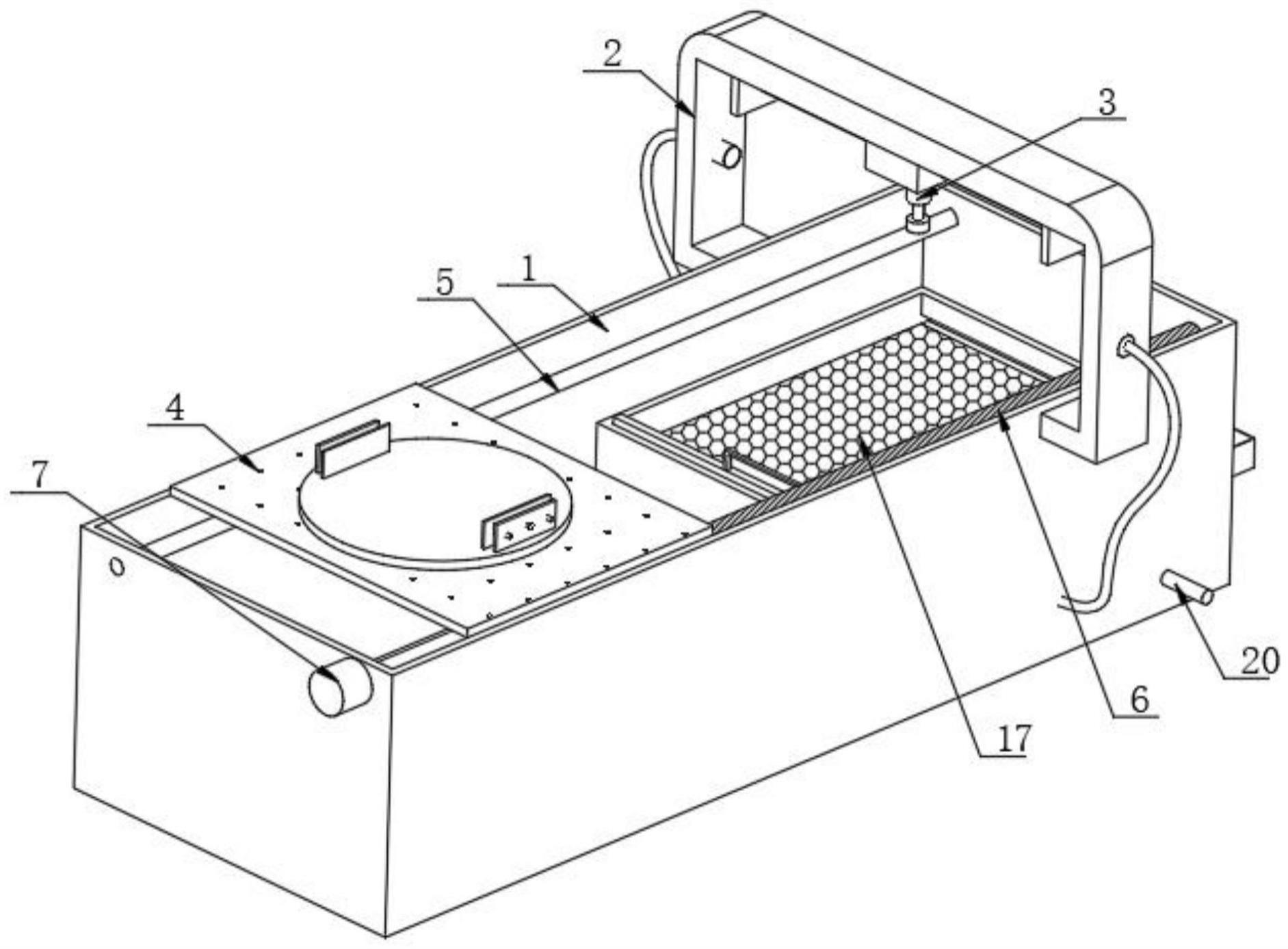
4、为实现以上目的,本发明通过以下技术方案予以实现:一种用于大型铸件的冷却、运输、打磨、抛光一体化装置,包括处理座,所述处理座外侧固定连接有安装板,所述安装板内部安装有用于打磨的打磨设备,所述处理座顶部设有移动板,所述移动板底部设有用于移动的输送组件,所述移动板顶部设有转动连接有转动架,所述转动架顶部设有两组用于对铸件固定的定位组件,所述打磨设备下部设有水箱,所述水箱固定连接于处理座内部,所述安装板两侧均固定连接有喷头,所述喷头一端固定连接有连接管,所述水箱内部安装有水泵,水泵输出端与连接管固定连接。
5、优选的,所述安装板的中部下端面设置有摄像头,所述摄像头与所述第一伺服电机和所述第二伺服电机电性连接,且所述摄像头、所述第一伺服电机和所述第二伺服电机均连接远程控制台和显示屏。所述摄像头用于拍摄并检测铸件是否进入到所述打磨设备下方,当所述铸件完全进入所述摄像头的拍摄范围内时,所述第一伺服电机停止运行,所述铸件位于所述打磨设备正下方,工作人员通过显示屏观察铸件的摆放角度,并通过远程控制台控制所述第二伺服电机运行,使所述转动架带动铸件转动至合适的角度,从而使所述打磨设备对铸件进行打磨抛光。所述打磨设备包括安装块、第二丝杆、第三伺服电机、升降气缸和打磨头,所述水第二丝杆通过两端固定板安装在所述安装板下表面,所述打磨头和所述升降气缸与所述安装块固定连接,所述安装块与所述第二丝杆螺纹连接,所述第三伺服电机安装在所述安装板上并用于驱动所述第二丝杆转动,从而驱动所述打磨头和所述升降气缸水平移动,所述升降气缸用于驱动所述打磨头进行升降。通过第三伺服电机和第二丝杆驱动打磨头水平移动,并通过升降气缸驱动打磨头竖直移动,再配合摄像头和远程显示屏,使所述打磨设备适用于多种尺寸铸件的打磨,提高了设备的灵活性。所述水箱内部固定连接有过滤板,所述过滤板顶部设有清理板,所述清理板与水箱内壁滑动连接;所述过滤板的过滤孔中设置有环形的粉碎刀片,所述粉碎刀片为可拆卸设置。由于铸件经过打磨后的碎屑和杂质会混在冷却水中,较大的碎屑和杂质容易堵塞所述过滤板的过滤孔,在所述过滤孔中设置环形刀片,可用于对经过所述过滤孔的大尺寸杂质进行粉碎切割,使其能够顺利通过所述过滤孔,防止所述过滤孔的堵塞。
6、优选的,所述打磨头选用合金钢制备,所述合金钢包括以下成分(重量%):c:0.8-1.4,w:8-12,mo:5-7,cr:3-5,v:2-4,co:1-6,余量为fe;所述打磨头工件的制备方法包括以下步骤:s1、铸造:选择1470-1480℃进行浇注,且采用扁形铸锭进行浇注;s2、锻造:选用大锻压比,采用镦粗、伸长、再镦粗、再伸长反复多次锻打的方式进行,锻造后冷却到500℃以下,缓冷至室温;s3、退火:采用等温退火,加热到870-880℃,保温4小时,随炉冷却至740-750℃,保温5小时,再以≤30℃/h的速度冷却至680-700℃后出炉空冷;s4、成品热处理:依次在550-600℃和800-850℃下分别预热,随后加热至1250℃保温1小时,在冷油中快速冷却至260-280℃后等温2-4小时,冷却至室温,随后在560℃回火1小时,空冷至室温,且重复2-3次回火和空冷至室温的过程,最后进行离子氮化处理,在工件表面形成氮化层。所述打磨头在长期加工过程中会产生磨损从而影响打磨力度和打磨精度,并且由于高速打磨的条件下打磨头温度升高,容易发生软化,因此对打磨头的硬度、表面耐磨性及抗软化性能都提出了较高要求;通过选用合金钢制备打磨头,且在合金钢中添加多种合金元素,能够在合金钢中形成高度合金化的铁素体和奥氏体基体,以及形成大量的颗粒度不同、成分不同的合金碳化物,从而提高打磨头的硬度、耐磨性和抗腐蚀性;通过采用较低的浇注温度、较大的锻压比和等温退火工艺,有助于改善合金钢碳化物的不均匀性;通过对合金钢进行成品热处理,能够使合金钢中的w、mo、cr、v等合金元素充分溶解到奥氏体中,再以一定形式析出,从而最大程度发挥作用,有助于提高耐磨头在高温条件下的抗软化性能。
7、优选的,所述移动板顶部开设有多个通槽,所述移动板底部固定连接有第二伺服电机,所述第二伺服电机输出端与转动架固定连接,有利于通过转动架转动带动铸件进行移动。
8、优选的,所述输送组件包括限位杆和丝杆,所述丝杆依次贯穿处理座和移动板,所述丝杆与处理座转动连接,所述丝杆与移动板螺纹连接,所述处理座内部固定连接有限位杆,所述限位杆贯穿移动板并与移动板滑动连接,有利于带动大型铸件进行加工。
9、优选的,所述处理座外侧固定连接有第一伺服电机,所述第一伺服电机输出端与丝杆固定连接。
10、优选的,所述定位组件包括夹持板和固定板,所述夹持板外侧转动连接有螺纹杆,所述螺纹杆贯穿固定板并与固定板螺纹连接,所述固定板与转动架固定连接,所述夹持板外侧固定连接有滑动杆,所述滑动杆贯穿固定板并与固定板滑动连接,有利于保证铸件在移动和打磨时保持稳定
11、优选的,所述处理座外侧固定连接有收集箱,所述收集箱与水箱之间开设有输出槽,所述水箱外侧固定连接有控制阀。
12、优选的,还包括气吹装置,所述气吹装置设置于所述处理座内部,并位于所述移动板和所述过滤板之间,所述气吹装置包括气泵、主气管、支气管和气吹驱动机构,所述气泵设置在所述处理座内部,所述气泵通过主气管连接支气管,所述主气管为可伸缩软管,所述支气管包括多根向上吹气的第一支气管和多根向下吹气的第二支气管,所述气吹驱动机构包括第四伺服电机和第三丝杆,所述第三丝杆与所述支气管的安装座螺纹连接,并用于驱动所述支气管沿水平方向移动。由于喷头喷出的冷却水中掺杂了铸件上的碎屑和杂质,冷却水在流过所述移动板上的通槽和所述过滤板上的过滤孔时,碎屑和杂质容易留存在所述通槽和所述过滤孔中,导致所述通槽和所述过滤孔堵塞,所述气吹装置的第一支气管和第二支气管可分别对准所述通槽和所述过滤孔进行吹气,从而通过高压气体对所述通槽和所述过滤孔中的碎屑和杂质进行清除,同时在所述气吹驱动机构的驱动下,所述第一支气管和第二支气管可沿水平方向移动,从而对所述移动板上的全部通槽和所述过滤板上的全部过滤孔进行吹气除杂。
13、优选的,所述移动板上的通槽内设置有过滤网,由于铸件经过打磨后的碎屑和杂质会混在冷却水中,较大的碎屑和杂质同样也容易堵塞所述通槽,通过在所述通槽内设置过滤网,当冷却水通过所述通槽时,过滤网将碎屑和杂质拦截在所述通槽内的过滤网上,当过滤网上的碎屑和杂质积累到一定量时,通过所述气吹装置对所述通槽进行吹气,从而将所述过滤网上的碎屑和杂质吹出所述通槽,工作人员可通过毛刷将移动板上的碎屑和杂质进行清扫。
14、优选的,所述移动板上的通槽的直径从上至下逐渐增大,即所述通槽的截面为上小下大的梯形槽,且所述通槽的内侧壁设置有环形粉碎刀片或若干粉碎齿,所述环形粉碎刀片或粉碎齿为可拆卸设置。由于铸件经过打磨后的碎屑和杂质会混在冷却水中,较大的碎屑和杂质容易堵塞所述通槽,将所述通槽的截面设计为为上小下大的梯形槽,使得进入所述通槽的碎屑和杂质能够顺畅的排出所述通槽,同时在所述通道的内侧壁设置有环形粉碎刀片或若干粉碎齿,可用于对经过所述通槽的碎屑和杂质进行粉碎切割,使其能够顺利通过所述通槽,防止所述通槽堆积堵塞。
15、本发明提供了一种用于大型铸件的冷却、运输、打磨、抛光一体化装置,其具备的有益效果如下:
16、1、该大型铸件的打磨冷却一体装置,通过吊装设备将铸件吊装至移动板顶部的转动架上,操作人员根据铸件的形状,通过转动螺纹杆,使螺纹杆对夹持板,达到两个夹持板对铸件进行固定,保证铸件打磨时保持稳定。
17、2、该大型铸件的打磨冷却一体装置,移动板带动转动架上的铸件移动至打磨设备的下部,进行打磨处理,同时通过启动第二伺服电机,使第二伺服电机输出端带动转动架进行转动,从而转动架上的铸件进行转动,达到大型铸件的调整,便于多角度进行打磨处理。
18、3、该大型铸件的打磨冷却一体装置,通过喷头进行降温冷却,并且可以达到降尘的效果,在移动板顶部开设通槽,通过通槽流入水箱内部,在水箱内部的设有过滤板,通过过滤板对水进行过滤处理,当需要对过滤板上的废物进行处理时,通过推动清理板,使清理板将过滤板顶部过滤物推动至收集箱内部进行收集处理。
- 还没有人留言评论。精彩留言会获得点赞!