一种铝型材热处理工艺的制作方法
本发明涉及铝型材加工,尤其涉及一种铝型材热处理工艺。
背景技术:
1、铝型材就是铝棒通过热熔、挤压,从而得到不同截面形状的铝材料,铝型材被广泛应用到各个生产部门,如汽车、摩托车、自行车配件、建材(锁具及门把手)、五金电器等。
2、但是目前现有的铝型材在热处理时,较为简单,仅仅进行了简单的淬火处理,铝型材本身的强度并不高,影响了实际使用,尤其是抗拉强度不够大,无法适应部分应用场景,需要进行改进。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种铝型材热处理工艺。
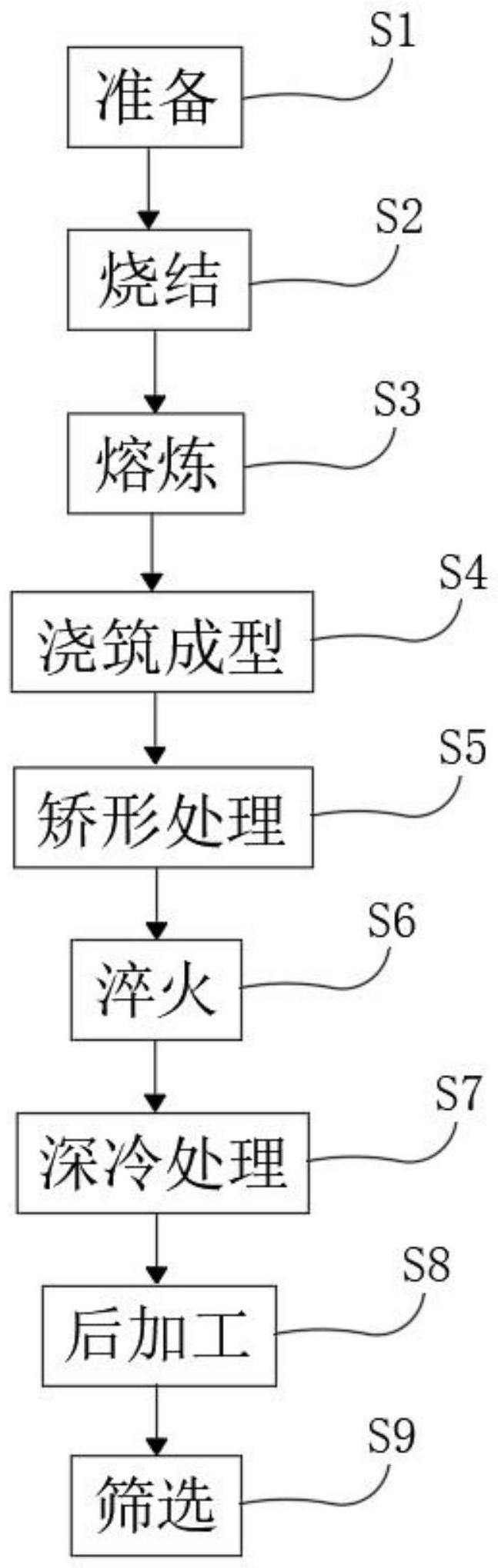
2、为了实现上述目的,本发明采用了如下技术方案:一种铝型材热处理工艺,包括以下步骤:
3、s1,准备,并将原材料放入研磨器中进行,研磨时间为12-16小时,得到粉末;
4、s2,烧结,将研磨好的粉末倒入烧结炉中,进行真空烧结,烧结温度为750-800℃,时间为10-12小时,真空度控制在0.01-0.02pa,得到烧结体;
5、s3,熔炼,然后将所述烧结体放入熔炼炉中进行熔炼,熔炼成金属溶液,熔炼温度在800℃以上,时间为8-9小时;
6、s4,浇筑成型,将所述金属溶液倒入铸型模壳内进行铸型,得到铸棒;
7、s5,矫形处理,将所述铸棒淬火后的挤压型材进行拉直矫形,并锯切为所需长度,形成半成品;
8、s6,淬火,将所述半成品升温至430-470℃,然后进行保温,保温结束后冷却至室温;
9、s7,深冷处理,将所述半成品降温至-150℃~-180℃保温,保温结束后空热至室温;
10、s8,后加工,对所述半成品进行表面打磨,直至半成品的表面圆润,这时即可完成处理,得到成品铝型材;
11、s9,筛选,肉眼筛选出明显损坏的成品铝型材,并将其剔除,从而保证良品率。
12、为了提高铝型材的强度,本发明改进有,在s1步骤中,所述原材料按重量份数由以下成分组成:铝粉80-85份、锰粉5-10份、铜粉5-10份、铬粉5-6份、铁粉4-45份、锌2-5份、钛1-3份、表面活性剂4-6份、玻璃纤维3-4份。
13、为了提高淬火效果,本发明改进有,在s6步骤中,所述保温的时间为2-3小时。
14、为了使铝型材表面组织及硬度均匀,本发明改进有,在s7步骤中,所述保温的时间为1-2小时。
15、为了避免铝型材受损,本发明改进有,在s7步骤中,空热至室温的速度为2-6℃每分钟。
16、为了提高缓蚀效果,本发明改进有,所述表面活性剂由烷基酚聚氧乙烯醚和异构十醇聚乙烯醚复配而成。
17、为了提高熔炼效果,本发明改进有,在s3步骤中,所述熔炼炉中的压力为0.02-0.03pa。
18、为了提高研磨效果,本发明改进有,在s1步骤中,所述研磨器的转速为300-350转/分钟。
19、与现有技术相比,本发明的优点和积极效果在于,
20、本发明中,通过合理的控制烧结温度和真空度,能够提高铝型材的最终质量和强度,而并且通过淬火和深冷处理步骤,则可以使铝型材表面组织及硬度均匀,以及提高刚性、硬度、耐磨性、疲劳强度和韧性,通过后加工步骤则可以去除表面毛刺,同时由于原材料中掺有玻璃纤维,玻璃纤维可以大幅度提高铝型材的抗拉强度,有效的提高了铝型材的强度,实用性较高,进步性显著。
技术特征:
1.一种铝型材热处理工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的铝型材热处理工艺,其特征在于:在s1步骤中,所述原材料按重量份数由以下成分组成:铝粉80-85份、锰粉5-10份、铜粉5-10份、铬粉5-6份、铁粉4-45份、锌2-5份、钛1-3份、表面活性剂4-6份、玻璃纤维3-4份。
3.根据权利要求1所述的铝型材热处理工艺,其特征在于:在s6步骤中,所述保温的时间为2-3小时。
4.根据权利要求1所述的铝型材热处理工艺,其特征在于:在s7步骤中,所述保温的时间为1-2小时。
5.根据权利要求1所述的铝型材热处理工艺,其特征在于:在s7步骤中,空热至室温的速度为2-6℃每分钟。
6.根据权利要求2所述的铝型材热处理工艺,其特征在于:所述表面活性剂由烷基酚聚氧乙烯醚和异构十醇聚乙烯醚复配而成。
7.根据权利要求1所述的铝型材热处理工艺,其特征在于:在s3步骤中,所述熔炼炉中的压力为0.02-0.03pa。
8.根据权利要求1所述的铝型材热处理工艺,其特征在于:在s1步骤中,所述研磨器的转速为300-350转/分钟。
技术总结
本发明提供一种铝型材热处理工艺,涉及铝型材加工技术领域,包括以下步骤:S1,准备,并将原材料放入研磨器中进行,研磨时间为12‑16小时,得到粉末;S2,烧结,将研磨好的粉末倒入烧结炉中,进行真空烧结,烧结温度为750‑800℃,时间为10‑12小时,真空度控制在0.01‑0.02Pa,得到烧结体。本发明中,通过合理的控制烧结温度和真空度,能够提高铝型材的最终质量和强度,而并且通过淬火和深冷处理步骤,则可以使铝型材表面组织及硬度均匀,以及提高刚性、硬度、耐磨性、疲劳强度和韧性,通过后加工步骤则可以去除表面毛刺,同时由于原材料中掺有玻璃纤维,玻璃纤维可以大幅度提高铝型材的抗拉强度,有效的提高了铝型材的强度,实用性较高,进步性显著。
技术研发人员:王国强,郑彬
受保护的技术使用者:祥和精工(珠海)有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!