一种厚垫板造型工艺的制作方法
本发明涉及厚垫板造型,尤其涉及一种厚垫板造型工艺。
背景技术:
1、铁路的轨道作为减轻车辆行驶时产生的振动或噪音用的防振材料常使用铁路用垫板。这种铁路用垫板包括插入铁轨和枕木之间的轨道垫板、铺在枕木下的枕木用垫板、铺在钣式轨道的导轨下面的轨道平板用防振材料等。
2、现有的垫板模型在埋砂造型过程中,垫板模型上的空腔容易因砂的重量过重而被压变形,影响垫板的成型效果。
技术实现思路
1、本发明的目的是为了解决现有技术中存在的缺点,而提出的一种厚垫板造型工艺。
2、为了实现上述目的,本发明采用了如下技术方案:
3、一种厚垫板造型工艺,包括以下步骤:
4、s1:泡沫模型,随型仿制带锥度空腔;
5、s2:同时仿制同锥度镶块;
6、s3:泡沫模型制作完成后,表面不喷涂耐火涂料;
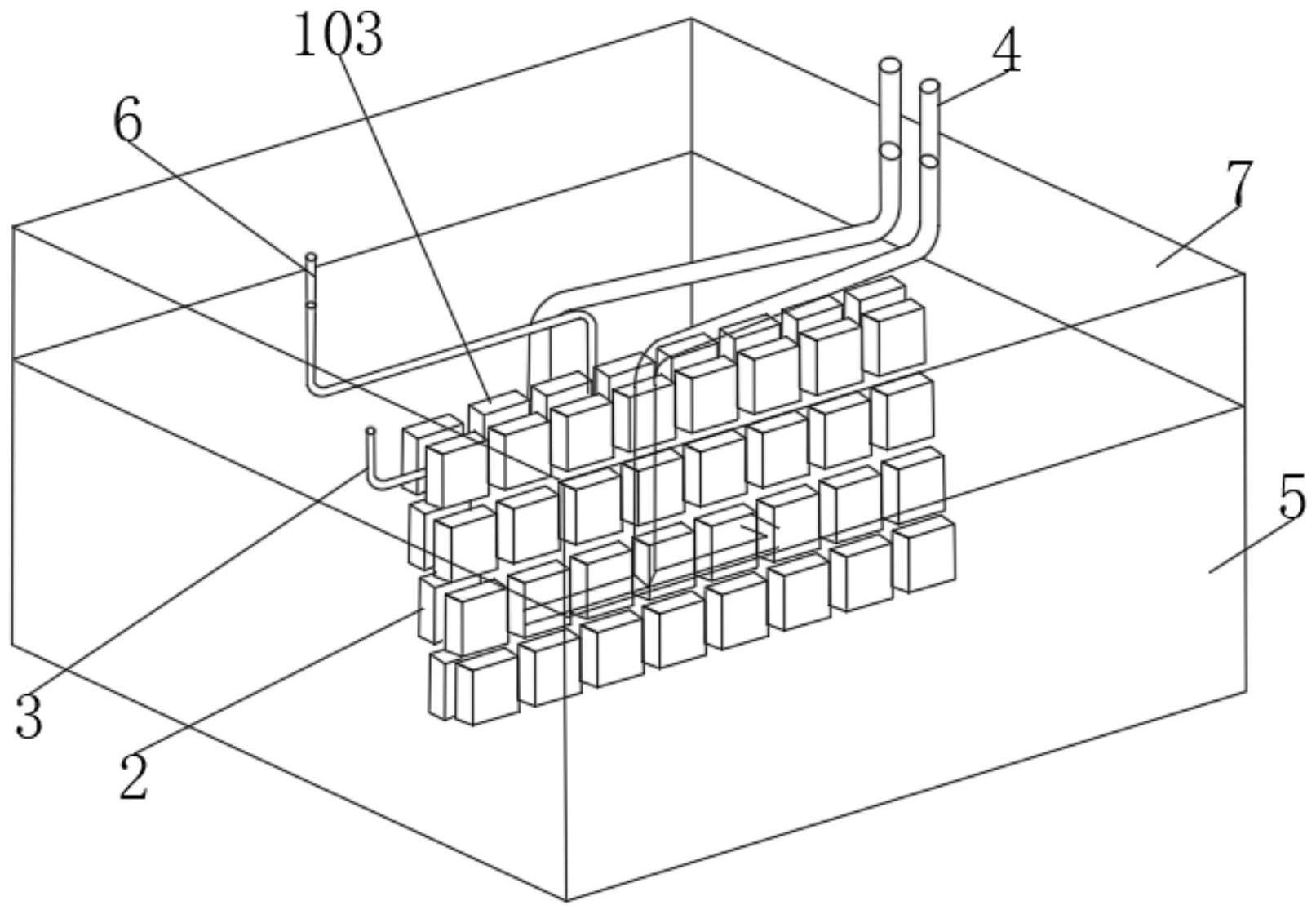
7、s4:造型时,镶块安装至垫板模型上的空腔内;镶块的存在,能够对垫板模型起到支撑作用,在埋砂造型过程中,垫板模型上的空腔不变形;
8、s5:造型时,在垫板模型的四个面均匀放置冷铁,冷铁与垫板模型紧密贴合,造型时,同时布置浇注系统、侧面排气;
9、s6:冷铁与垫板模型贴合的面,均匀涂抹耐火涂料,以便铸件与冷铁顺利分离;
10、s7:砂箱下型埋砂造型,待砂子硬化后,砂箱下型翻身;
11、s8:翻身后,取出垫板模型,行成垫板空腔;
12、镶块取出后,通过空腔,能够顺利的将垫板模型取出;
13、s9:砂箱上型独立埋砂造型,待砂箱上型硬化;
14、造型时,在对应垫板模型的位置处,预先布置排气系统,确保浇注过程中,排气通畅;
15、s10:在垫板空腔及砂箱上型的砂型表面,涂耐火涂料,以便铸件与砂箱下型、砂箱上型顺利分离;
16、s11:铁水浇注过程中,垫板空腔内的气体以及硬化剂等燃烧的残余气体,通过排气系统、侧面排气排出。
17、本发明的有益效果为:
18、1.镶块的存在,能够对垫板模型起到支撑作用,在埋砂造型过程中,垫板模型上的空腔不变形。
19、2.冷铁的存在,能够确保铸件均匀冷却,不产生缩松缺陷。
20、3.垫板模型取出后,空腔浇注,能有效减少泡沫燃烧产生的残值缺陷,大大降低铸件的加工量。
技术特征:
1.一种厚垫板造型工艺,其特征在于,包括以下步骤:
技术总结
本发明公开了一种厚垫板造型工艺,包括以下步骤:S1:泡沫模型,随型仿制带锥度空腔;S2:同时仿制同锥度镶块;S3:泡沫模型制作完成后,表面不喷涂耐火涂料;S4:造型时,镶块安装至垫板模型上的空腔内;镶块的存在,能够对垫板模型起到支撑作用,在埋砂造型过程中,垫板模型上的空腔不变形;S5:造型时,在垫板模型的四个面均匀放置冷铁,冷铁与垫板模型紧密贴合,造型时,同时布置浇注系统、侧面排气。本发明通过镶块的设置,能够对垫板模型起到支撑作用,在埋砂造型过程中,垫板模型上的空腔不变形。
技术研发人员:杨泽民,陈志鹏
受保护的技术使用者:南通虹冈铸钢有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!