一种大压射量的冷室压铸机的制作方法
本技术涉及压铸机领域,特别涉及一种大压射量的冷室压铸机。
背景技术:
1、目前压铸机分为冷室压铸机和热室压铸机,其区别主要在于待压铸的金属熔点不同,热室压铸机密封性好,但只适于生产熔点较低的金属;冷室压铸机其金属在外界加热熔化形成金属液,适于加工生产熔点较高的金属(比如铝合金等),冷室压铸机结构简单,使用方便,耐用性好,越来越多的使用在金属压铸领域。
2、但是现有的冷室压铸机包括料筒和设置在料筒顶部的进料口,从外界灌入金属液时,料筒内壁形成的容纳腔通过进料口与外界连通,因此要在压铸前保持型腔以及容纳腔内部的真空环境特别困难。在生产重量较重、体积较大、壁厚较厚的工件时,冷室压铸机难以对型腔内部以及容纳腔内部保持较好的真空环境,导致重量较重、体积较大、壁厚较厚的工件生产质量下降,其内部充满了大量气孔和渣孔,使整体工件的耐用性、强度下降,是本领域的技术人员急需解决的问题。
技术实现思路
1、本技术的一个目的在于提供一种便于生产重量较重、体积较大、壁厚较厚的工件的大压射量的冷室压铸机。
2、为达到以上目的,本技术采用的技术方案为:
3、一种大压射量的冷室压铸机,具有料筒和打料连接体,所述料筒的内壁界定一容纳腔,所述压铸机还包括阻流组件,所述阻流组件设置在所述打料连接体的前端且沿前后方向可活动地设置在所述容纳腔内,所述阻流组件的外壁适于抵触所述容纳腔的内壁并产生一定的摩擦力,所述阻流组件适于将所述容纳腔沿前后方向分割成第一排气腔和第二排气腔,所述第一排气腔适于连通型腔,所述阻流组件上沿前后方向开设有可封闭的通口,所述阻流组件沿轴向向后凸出设置有集流环,所述集流环的内壁界定一集流腔,所述通口适于连通或者封闭所述第一排气腔和所述集流腔,所述第二排气腔包括第一通道和第二通道,所述第一通道沿径向向外设置在所述第二通道的外侧,所述打料连接体与所述容纳腔的内壁具有间隙,空气及金属氧化物适于沿所述第一通道的顶部向后运动,金属渣适于沿所述第一通道的底部向后运动,净化后的金属液适于沿所述第二通道进入所述集流腔中。
4、值得一提的是,型腔指的是模具型腔,压铸机通过使用不同的模具从而成型不同的产品。在第二排气腔中形成第一通道和第二通道,并使第一通道沿径向向外设置在第二通道的外侧,第一通道和第二通道是虚拟的,仅用来表示净化后的金属液、空气、金属氧化物不同的流动通道,由于注入容纳腔中的金属液根据其密度不同可以分为密度较轻的空气和金属氧化物(比如氧化铝),密度较大的金属渣(部分冷却的金属液形成),以及密度处于两者之间的净化后的金属液,由于设置了阻流组件阻止金属液直接进入型腔中,因此沿容纳腔向前运动的金属液在与阻流组件的后部碰撞后会形成两股金属液分别向上和向下运动,其中密度较轻的空气和金属氧化物会漂浮在净化后的金属液顶部,并沿容纳腔向后运动,密度较轻的空气和金属氧化物的流动通道为第一通道的顶部;密度较大的金属渣(部分冷却的金属液形成)会沉淀在净化后的金属液底部,并沿容纳腔向后运动,密度较大的金属渣的流动通道为第一通道的底部,而密度处于两者之间的净化后的金属液在中部沿容纳腔向前运动,其流动通道为第二通道,因此实现在第二排气腔中形成第一通道和第二通道,并使第一通道沿径向向外设置在第二通道的外侧。熔化的金属液适于依次通过第二通道、集流腔、通口和第一排气腔进入所述型腔中。另外由于打料连接体的外壁和容纳腔的内壁之间具有间隙(即设定打料连接体的外径为d,容纳腔的内径为d,具有间隙即指d>d),密度较轻的空气和金属氧化物可以通过设置在顶部的间隙离开容纳腔(当然密度较轻的空气和金属氧化物也可以通过进料口离开容纳腔),密度较大的金属渣可以通过设置在底部的间隙离开容纳腔。
5、目前的压铸机在生产重量较重、体积较大、壁厚较厚的工件时,其生产的工件质量较差,气孔和渣孔较多,其主要原因在于:(1)由于冷室压铸机的结构限制,每次填充金属液时由于容纳腔均与外界直接接触,在灌入金属液时,会带入很多空气,由于生产的工件重量较重、体积较大、壁厚较厚,因此需要的金属液数量也会变多,因此容纳腔内可容纳的金属液的数量也需要变大,从而导致过多的空气进入容纳腔中;
6、(2)由于容纳腔直接与模具的型腔连通,因此不能通过完全灌满容纳腔的方式来减少空气的进入,其原因在于,如果在容纳腔中完全灌满金属液,只要一推动打料连接体,即控制打料连接体沿容纳腔向前运动,就会使金属液直接进入型腔中,难以使金属液在进入型腔之前建立一定的压力值,从而使成型的压铸件结构较为疏松;另外为了避免气孔,需要控制型腔内处于真空环境,其不需要较大的压射力就可以推动金属液进入型腔,因此更加进一步增加了在金属液在进入型腔之前建立压力值的难度,从而使通过普通压铸机生产出来的大重量工件难以避免质地疏松、气孔多的问题。
7、因此本技术的发明人开发了一种大压射量的冷室压铸机,其具有阻流组件并且在阻流组件的后端向后突出设置有集流环,并在集流环的内壁界定形成集流腔,如果不设置集流腔,虽然由于金属液的流动,也会在第二排气腔中形成第一通道和第二通道,但是第一通道和第二通道相互干扰很多,对金属液的净化效果不好,即难以分离空气、金属氧化物、金属渣以及净化后的金属液,设置了集流腔,其上下两侧的内壁可以起到一定的分流效果,使空气、金属氧化物更容易沿着集流环的上侧的内壁向后运动,金属渣更容易沿着集流环的下侧的内壁向后运动,因此集流环的内壁很好的起到了分流和净化的效果,使金属液中的空气、氧化物、金属渣数量更少,更有利于成型大压射量的压铸件。
8、另外,采用本技术的大压射量的冷室压铸机,其生产流程按照以下步骤进行:
9、s100.先在容纳腔中置入阻流组件,通过阻流组件将容纳腔沿前后方向分为第一排气腔和第二排气腔,其中第一排气腔和型腔连通,第二排气腔通过进料口和外界连通,此时阻流组件上的通口处于封闭状态,第一排气腔和第二排气腔不能互相连通;
10、s200.通过进料口向容纳腔内注入熔化的金属液;
11、s300.通过打料连接体推动金属液运动,并使准备压铸的金属液进入集流腔,即控制金属液沿第二通道向前运动,并使空气及较轻的金属氧化物沿第一通道的上部向后流动,由于接触容纳腔内壁而被冷却的金属渣沿第一通道的下部向下流动,从而分离金属液及空气、金属氧化物和金属渣,当第二排气腔中的空气未排尽前,并且由于金属液中没有建立起压力,由于摩擦力的存在,因此其无法推动阻流组件向前运动或只能推动阻流组件向前运动较小的距离;
12、s400.当第二排气腔中的空气排尽后,所述打料连接体适于通过所述金属液驱动所述阻流组件向前运动,从而进一步使第一排气腔中的空气进入型腔中,实现第一排气腔中的空气进一步的排空;
13、s500.最后开启通口,从而使集流腔中的金属液通过通口进入第一排气腔并进入型腔中。
14、在s300中,当金属液从进料口灌入容纳腔后,由于存在阻流组件因此容纳腔在前后方向上被分割为第一排气腔和第二排气腔,其中第一排气腔连通型腔,金属液、空气均处于第二排气腔中,由于灌入的金属液温度较高,因此先接触第二排气腔内壁的金属液会被冷却,从而形成密度较大的金属渣,这些金属渣处于金属液的下部;而当然金属液中也会由于空气的存在造成部分金属液被氧化,这部分氧化物的密度较轻,这些氧化物漂浮在金属液上,当然金属液的上部还存在空气。此时推动打料连接体在第二排气腔中向前运动,由于相较于空气,金属液不容易被压缩,因此在一定速度的推动下,使金属液在第二排气腔中撞击阻流组件,从而使空气沿第一通道向后运动(同时较轻的金属氧化物也会和空气一起沿第一通道向后运动),而由于金属渣的密度较大,其沉淀在第一通道的下部,因此实现了金属液及空气、金属氧化物和金属渣的分离,而由于集流环和集流腔的存在,沿第二通道的金属液可以进入第一排气腔,而在第一通道的金属氧化物、空气以及金属渣受密度影响不会进入第一排气腔中,从而实现了净化金属液的作用。
15、阻流组件可活动地设置在容纳腔内,并使其外壁抵触容纳腔的内壁并产生的一定的摩擦力,可以在金属液中没有建立起压力时,阻流组件处于固定状态,方便排空第二排气腔中的气体,并分离金属氧化物和金属渣;当金属液建立起足够的压力时,其会克服摩擦力运动,从而推动阻流组件向前运动,方便排空第一排气腔中的气体。值得一提的是,由于压射量较大,容纳腔的容纳量也较大,要想完全排空容纳腔中的空气其难度也进一步提升,利用可活动的阻流组件,当金属液可以推动阻流组件向前运动时,其可以帮助排空第一排气腔中的空气,即将第一排气腔中的空气压入型腔中,从而通过排气设备抽空型腔中的空气。
16、设置阻流组件还有另外一点好处,当需要排尽容纳腔中所有的空气时,其由于型腔内的压力较低其可能直接带动金属液进入型腔中,造成压铸成型的工件较为疏松,并且更严重的可能堵塞流道,造成金属液注不满的问题,设置阻流组件可以很好的控制金属液注入型腔的时间,从而使金属液能在具有适当的压力下,进入型腔,从而提升压铸件的紧密度。
17、采用本发明的大压射量的冷室压铸机具有以下优点:
18、(1)由于采用了阻流组件分割容纳腔形成第一排气腔和第二排气腔,有利于分别排尽第一排气腔和第二排气腔中的空气,从而使型腔和容纳腔内尽可能保持真空状态,更有利于生产出来的工件其气孔更少;
19、(2)由于设置了阻流组件,从而更加方便的实现第一排气腔、第二排气腔以及型腔的真空,从而不需要设置较长的浇口套来减少空气的进入,进而减少了料头的重量,减少了废料的浪费,另外由于阻流组件的设置也方便控制第二排气腔中金属液的容量,从而进入第二排气腔中空气的数量,另外不会导致金属液直接流入型腔中,造成成型后的压铸件结构较为疏松的问题;
20、(3)由于第二排气腔分为第一通道和第二通道,且第一通道沿径向向外设置在第二通道的外侧,因此可以通过第一通道和第二通道实现金属液与空气、金属氧化物和金属渣的分离,这种排气及分离方法操作简单,排气速度快,并且还能提升用于压铸的金属液的质量,从而提升最终成型的工件质量,相较于直接在第二排气腔中通过排气设备直接抽气,其效果更好,速度更快,结构更简单,并且效率更高,耐用性也更好,最重要的减少了进料口封闭的需要,并且避免高温空气直接进入排气设备中,造成排气设备的损坏。(高温空气是由于高温的金属液加热容纳腔中的空气形成)。
21、进一步优选,所述容纳腔内壁的轮廓线为圆台形并沿前后方向设置,且前端内径大于后端内径。
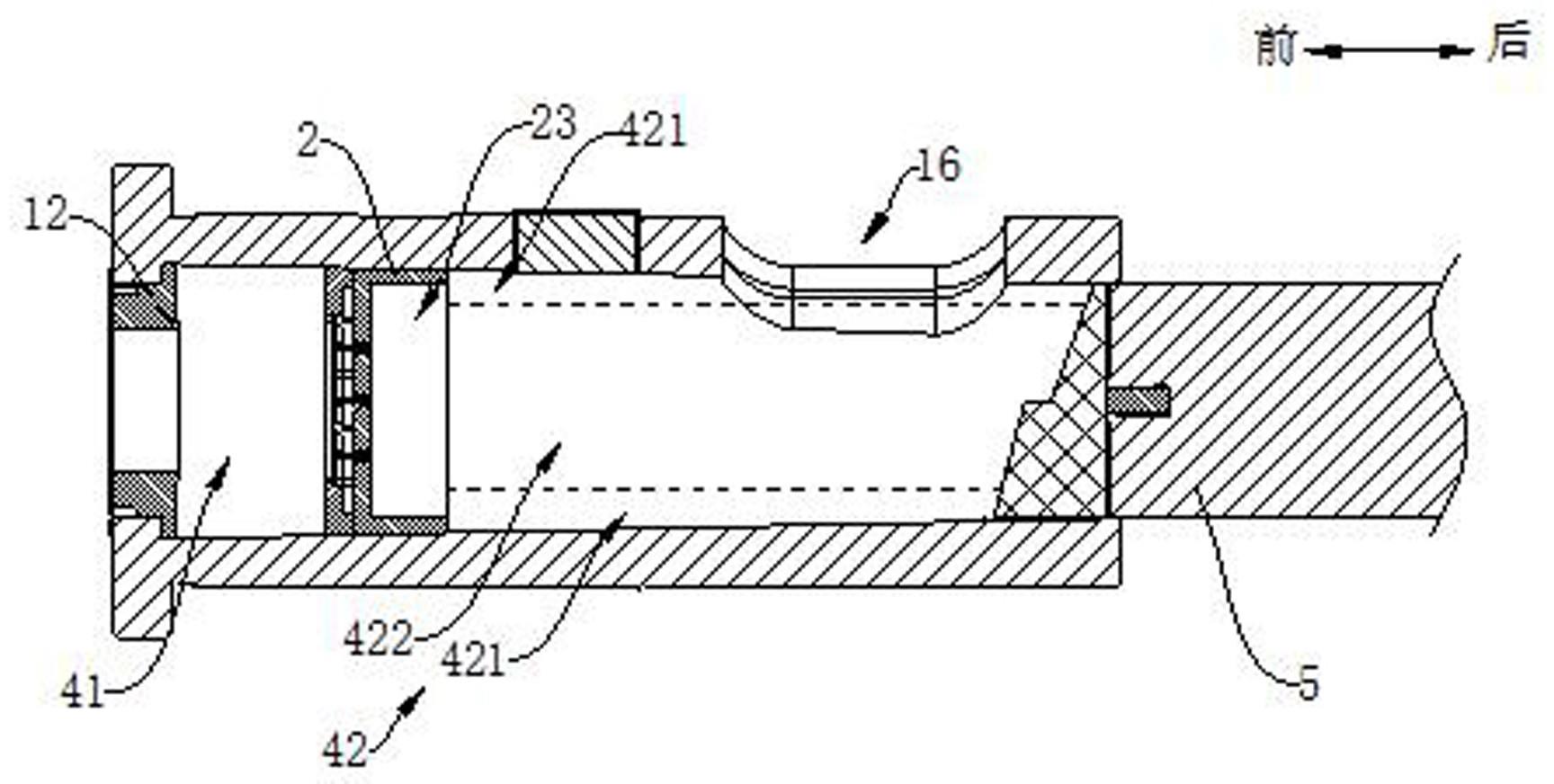
22、进一步优选,所述阻流组件的外壁包覆有第一砂层,所述第一砂层适于控制所述阻流组件与所述容纳腔内壁的密封性,所述阻流组件可更换地安装在所述容纳腔内,且每进行一次压铸循环,适于更换一次所述阻流组件。
23、由于阻流组件可更换地设置在所述容纳腔内,因此可以更换不同阻流组件,从而更换不同大小的集流环,以根据生产的不同压射量的工件来减少第二排气腔中空气的数量,并且可以根据压射量大小不同,从而形成大小不同的第一通道和第二通道。
24、进一步优选,所述第一砂层外壁的轮廓线为圆台形并沿前后方向设置,且前端直径小于后端直径。
25、进一步优选,所述料筒的顶部设置置入口和进料口,所述置入口和所述进料口均连通所述容纳腔,金属液适于通过所述进料口进入所述容纳腔,所述阻流组件适于通过所述置入口进入所述容纳腔中,并沿前后方向可活动地设置在所述容纳腔内,所述置入口上匹配地设置有适于开启或封闭所述置入口的封闭组件,所述料筒的后端沿前后方向设置有压射头进出口,所述打料连接体适于通过所述压射头进出口进入所述容纳腔中,并通过金属液推动所述阻流组件向前运动,在压铸动作完成后,所述打料连接体适于通过残留的冷却金属液连接所述阻流组件,并通过所述压射头进出口使所述打料连接体带动所述阻流组件离开所述容纳腔。
26、进一步优选,所述封闭组件的外壁包覆有第二砂层,所述第二砂层适于在所述封闭组件封闭所述置入口后,控制所述第二排气腔的密封性;所述封闭组件的外壁向外延伸形成夹持部,所述封闭组件适于通过所述夹持部实现对所述置入口的开启或封闭。
27、进一步优选,所述打料连接体包括压射头、附加头和连接杆,所述压射头设置在所述打料连接体的前端,所述附加头通过连接杆设置在所述压射头的前端,所述压射头沿轴向开设有连接孔,所述连接孔的纵截面形状为梯形并沿前后方向设置,且前端尺寸小于后端尺寸,所述连接孔的前端开口的内壁适于抵触所述连接杆的外壁,所述连接杆适于在所述连接孔内进行圆周摆动,所述附加头由型砂制成,所述压射头的前端的中部设置有环形的凸起部,所述凸起部适于使所述压射头和所述附加头之间存在间隙。
28、进一步优选,所述附加头的前端面从上至下依次设置有让位面、连接面和驱动面,所述让位面设置在所述驱动面的上部,且和所述驱动面通过所述连接面连接,所述连接面平行于水平面设置,所述让位面与所述水平面之间的夹角为α,满足60°≤α<90°;所述驱动面与所述水平面之间的夹角为β,满足60°≤β<90°,并且满足β>α。
29、进一步优选,所述料筒的前端设置有出料口,所述出料口适于连通所述第一排气腔与所述型腔,所述出料口的内壁向所述第一排气腔内凸出设置有触发组件,所述触发组件的中部沿轴向贯穿设置有第一流通口,所述第一流通口适于连通所述出料口;所述阻流组件的前端还设置有开闭组件,所述开闭组件的后端沿轴向开设有缓冲槽,所述缓冲槽的槽口朝后设置,所述缓冲槽的内壁与所述阻流组件的前端共同界定一缓冲腔,所述缓冲槽的底壁沿轴向贯穿设置有第二流通口,所述第二流通口适于连通所述第一流通口,所述第二流通口上安装有滤网,所述滤网适于过滤所述金属液中的杂质,所述滤网的后端安装有支架组件,所述支架组件适于在所述缓冲槽内沿前后方向运动,所述支架组件上沿前后方向向后凸出设置有开闭头和开闭杆,所述开闭头通过所述开闭杆连接在所述支架组件上,所述开闭杆穿过所述通口,且所述开闭头与所述通口匹配并设置在所述通口的后端,所述开闭头适于开启和封闭所述通口,所述支架组件沿前后方向设置有多个支架间隙,所述支架间隙适于连通所述缓冲腔与所述第二流通口,所述触发组件的后端适于抵触所述滤网的前端,所述触发组件适于驱动所述滤网向后运动,并使所述开闭头开启所述通口。
30、进一步优选,所述通口沿轴向向前依次设置有渐缩段和渐放段,所述渐缩段的直径沿轴向向前逐渐减小,所述渐放段的直径沿轴向向前逐渐增大,所述渐缩段适于连通所述渐放段,所述开闭杆适于穿过所述渐放段,所述开闭头适于安装在所述渐缩段内,且所述通口处于关闭状态时,所述开闭头的前端适于抵触所述渐缩段的内壁,从而使所述开闭头封闭所述通口;所述支架组件的前端沿轴线开设有安装槽,所述安装槽的槽口朝前设置,所述滤网安装在所述安装槽内,所述安装槽的外壁套设有第三砂层,所述第三砂层适于控制所述支架组件与所述缓冲腔的内壁之间密封性。
31、与现有技术相比,本技术的有益效果在于:
32、(1)由于采用了阻流组件分割容纳腔形成第一排气腔和第二排气腔,有利于分别排尽第一排气腔和第二排气腔中的空气,从而使型腔和容纳腔内尽可能保持真空状态,更有利于生产出来的工件其气孔更少;
33、(2)由于设置了阻流组件,从而更加方便的实现第一排气腔、第二排气腔以及型腔的真空,从而不需要设置较长的浇口套来减少空气的进入,进而减少了料头的重量,减少了废料的浪费,另外由于阻流组件的设置也方便控制第二排气腔中金属液的容量,从而进入第二排气腔中空气的数量,另外不会导致金属液直接流入型腔中,造成成型后的压铸件结构较为疏松的问题;
34、(3)由于将第二排气腔分为第一通道和第二通道,且第一通道沿径向向外设置在第二通道的外侧,因此可以通过第一通道和第二通道实现金属液与空气、金属氧化物和金属渣的分离,这种排气及分离方法操作简单,排气速度快,并且还能提升用于压铸的金属液的质量,从而提升最终成型的工件质量,相较于直接在第二排气腔中通过排气设备直接抽气,其效果更好,速度更快,结构更简单,并且效率更高,耐用性也更好,最重要的减少了进料口封闭的需要,并且避免高温空气直接进入排气设备中,造成排气设备的损坏。
- 还没有人留言评论。精彩留言会获得点赞!