一种热冲压零件局部软化工艺的制作方法
本发明属于局部软化,尤其涉及一种热冲压零件局部软化工艺。
背景技术:
1、近年来,节约能源和减少碳排放已成为趋势,汽车轻量化需求的进一步提升。有关研究表明汽车每减重10%,尾气排放减少4%-10%,燃油效率提升6%-8%;新能源汽车重量降低100kg,续航里程可提升10%,减少20%电池成本。所以汽车轻量化不只是一个口号,更是车企降本增效,可持续发展的有力途径。实现汽车轻量化主要有三种途径,分别为采用轻质高强材料、优化结构设计和先进的制造工艺。利用高强钢、铝合金、镁合金、碳纤维、泡沫材料等轻质材料来取代传统钢材已成为实现汽车轻量化的重要途径。使用超高强钢热冲压零件可使板材的厚度减少30%以上,达到汽车轻量化的目的,且高强钢在成本和成形性上比镁、铝合金有很大优势,近年来车身上使用超高强热冲压钢零部件的比例持续增加。
2、在车身总成的环节中,需要在零件搭接部位进行铆接或焊接,热冲压零件由于母材硬度太高,难以进行铆接;汽车在碰撞测试时焊点位置易产生开裂现象,焊点位置应力集中。为了解决这些问题,需要在对应连接位置进行软化处理,使材料硬度降低,利于铆接处理,又不影响零件整体性能;在焊接前对焊点位置进行软化处理,改变此处加工硬化性能,获得平缓的过渡区,避免焊点位置热影响区在碰撞测试时在应力集中引起的开裂缺陷。
3、根据研究,获得软区的方法有模具软区技术和高温回火工艺。模具软区技术是将超高强钢加热至奥氏体化温度,进行热成形时软区模具温度为400℃,从而使软区组织缓慢冷却获得贝氏体、铁素体、珠光体组织,以此获得硬度相比全马氏体母材较低的软区。高温回火工艺是将超高强钢进行一定时间高温退火工艺,通过空冷得到贝氏体、铁素体、珠光体组织,从而获得软区。但是高温回火工艺也难以形成的较小软区(0-10cm),由于回火温度较高,对成形好的零件容易产生较大的热变形。
4、现有的局部软区技术有模具软区技术、局部加热技术(感应加热、电极加热等)。模内软区技术会形成较大区域(10cm以上)的软区和过渡区(10cm-20cm),难以形成的较小软区(0-10cm)或者局部软区(如法兰边焊接区域),且模具设计难度大,使用寿命低,成本高。局部加热技术,尺寸精度低,控温较难,且在热冲压零件上实现不够灵活。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中热冲压零件由于母材硬度太高难以进行铆接;在碰撞过程中焊点位置易产生开裂现象,软化技术无法做到较小区域软化,软区精度不可控,零件软化变形量大等问题。
2、为解决上述技术问题,本发明提供了一种热冲压零件局部软化工艺。通过激光局部加热的方式在热冲压零件上获得低硬度的局部区域,根据实际运用可在零件不同部位进行定制软化,实现热冲压零件小范围(0-10cm)局部区域软化工艺,进而解决热冲压零件焊接或铆接中存在的问题,满足热冲压零件愈发精细化的连接需求。
3、本发明的第一个目的是提供一种热冲压零件局部软化工艺,包括以下步骤,
4、(1)在热冲压零件待软化区域表面涂覆激光吸收涂料;
5、(2)通过激光局部软化处理将待软化区域激光扫描加热至ac3-(ac3+100℃),完成马氏体向奥氏体转变,后冷却至20℃-40℃;所述激光局部软化处理的工艺参数为:功率为1kw-4kw,扫描速度为4mm/s-30mm/s。
6、进一步地,在步骤(2)中,所述加热后的温度为ac3-(ac3+10℃)、(ac3+10℃)-(ac3+20℃)、(ac3+20℃)-(ac3+30℃)、(ac3+30℃)-(ac3+40℃)、(ac3+40℃)-(ac3+50℃)、(ac3+50℃)-(ac3+60℃)、(ac3+60℃)-(ac3+70℃)、(ac3+70℃)-(ac3+80℃)、(ac3+80℃)-(ac3+90℃)、(ac3+90℃)-(ac3+100℃)不等,包括但不限于上述所列举的温度范围。加热温度过高会由于奥氏体晶粒长大,软化效果降低,硬度开始提高,而且温度过高软区容易变形,镀层性质发生改变。
7、进一步地,在步骤(2)中,所述功率随着温度在一定范围进行调节,所述功率调节的范围为1kw-2kw、2kw-3kw、3kw-4kw,包括但不限于上述所列举的功率范围。
8、进一步地,在步骤(2)中,所述扫描速度为4mm/s-10mm/s、10mm/s-15mm/s、15mm/s-20mm/s、20mm/s-25mm/s、25mm/s-30mm/s不等,包括但不限于上述所列举的扫描速度范围。
9、在本发明的一个实施例中,在步骤(1)中,所述热冲压零件选自裸板、铝硅镀层板或镀锌板。
10、在本发明的一个实施例中,在步骤(1)中,所述热冲压零件的厚度为1.0mm-2.0mm,热冲压零件的硬度为320hv-570hv,热冲压零件的抗拉强度为1000mpa-2000 mpa。
11、在本发明的一个实施例中,在步骤(1)中,所述激光吸收涂料以质量份计,包括80-90份二氧化硅粉、5-10份炭黑和/或石墨、50-80份无水乙醇、5-10份酚醛树脂和/或聚乙烯醇。
12、进一步地,所述激光吸收涂料以质量份计,包括85质量份二氧化硅粉、8质量份炭黑或石墨、65质量份无水乙醇、7质量份酚醛树脂。
13、进一步地,所述激光吸收涂料的制备方法包括以下步骤,将二氧化硅粉、炭黑和/或石墨、无水乙醇、酚醛树脂和/或聚乙烯醇混匀,以200r/min-400r/min球磨1.5h-2.5h,得到所述激光吸收涂料。
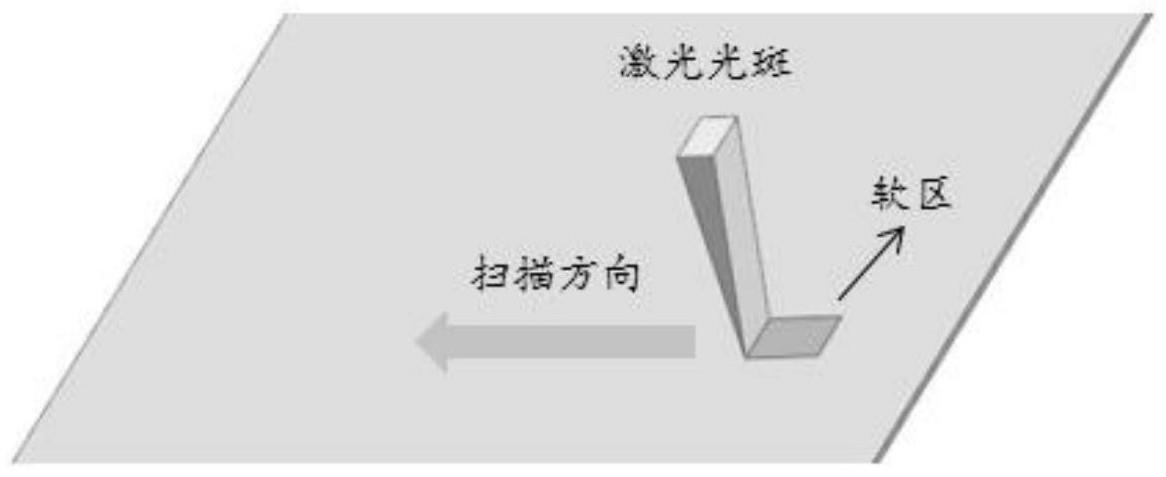
14、在本发明的一个实施例中,在步骤(2)中,所述激光局部软化处理的激光焦距为30mm-40mm,矩形光斑大小为(1-3)mm×(10-40)mm,激光扫描方式为单向匀速移动。
15、在本发明的一个实施例中,在步骤(2)中,所述激光局部软化处理采用的仪器为固体激光器,以达到高功率使用条件,所述固体激光器配置温度传感器,实时监控温度并调节功率。
16、进一步地,所述固体激光器的激光发射方向至垂直于热冲压零件的加工平面。
17、在本发明的一个实施例中,在步骤(2)中,所述冷却的速率为0.1℃/s-10℃/s。
18、进一步地,所述冷却的速率为0.1℃/s-1℃/s、1℃/s-2℃/s、2℃/s-3℃/s、3℃/s-4℃/s、4℃/s-5℃/s、5℃/s-6℃/s、6℃/s-7℃/s、7℃/s-8℃/s、8℃/s-9℃/s、9℃/s-10℃/s不等,包括但不限于上述所列举的冷却速率。
19、在本发明的一个实施例中,在步骤(2)中,所述ac3通过热膨胀实验测得。
20、在本发明的一个实施例中,在步骤(2)中,所述热膨胀实验在膨胀仪上将热冲压零件以7.5℃/min的速度升温至930℃保温3min,然后再以30℃/s的冷却速度冷却至25℃±5℃,得到热冲压零件的膨胀曲线,对膨胀曲线采用切线法得到ac3。
21、本发明的第二个目的是提供所述的工艺得到的具有局部软化区域的热冲压零件。
22、在本发明的一个实施例中,所述热冲压零件的软化区域的硬度为220hv-280hv,抗拉强度为700mpa-950 mpa。
23、本发明的技术方案相比现有技术具有以下优点:
24、(1)本发明所述的热冲压零件局部软化工艺使用激光吸收涂料涂覆待软化区域,能提高并统一待软化区表面激光吸收效率,可避免超高强钢因裸板和镀层板材质不同或表面颜色差异导致激光软化效果不稳定、参数不适用等情况,保证激光软化工艺的稳定高效,降低能耗,软化后涂料自身易去除。
25、(2)本发明所述的热冲压零件局部软化工艺采用激光局部加热的方式,按照扫描路径将待软化区域按顺序加热,激光能将扫描到的区域在0.1s内加热至ac3-(ac3+100℃),完成马氏体向奥氏体转变,加热完成后通过零件自身缓慢冷却(<10℃/s)得到铁素体、珠光体组织,在零件局部区域形成硬度为220hv-280hv,抗拉强度为700mpa-950 mpa的软区。
26、(3)本发明所述的热冲压零件局部软化工艺可实现选定区域进行激光软化,避免了热影响区大范围破坏母材强度,零件变形小。
27、(4)本发明所述的热冲压零件局部软化工艺使用激光技术,工艺简单,成本低,控温精准,软化区域大小可控,软区硬度范围和过渡区宽度可以通过控温和扫描速度来进行调节,软化工艺不影响镀层板的镀层外形和结构。
- 还没有人留言评论。精彩留言会获得点赞!