新能源汽车用1200MPa电池包用钢及其制备方法与流程
本发明属于金属材料领域,尤其涉及一种新能源汽车用1200mpa电池包用钢及其制备方法。
背景技术:
1、电池包分为上盖板、横梁、框架、下板几部分组成,其中横梁及框架作用在于保证电池包安全、保证模组安装强度、有效抵御侧面冲击,保证电池内部模组安全。这样,横梁及框架需要高强钢或超高强度钢用作选材。目前,横梁及框架用钢主要还是以传统高强钢为基础,如高强双相钢、复相钢、马氏体钢、淬火配分钢等。
2、申请号为2018115042560的中国专利公开了一种高n含量超细晶1200mpa冷轧双相钢及其生产工艺,c:0.14%~0.17%,si:0.2%~0.3%,mn:1.5%~2.0%,p≤0.015%,s≤0.010%,v:0.10%~0.15%,cr:0.03%~0.04%,als:0.02~0.03%,ti:0.03~0.06%,n:0.012%~0.018%,其余为fe及不可避免杂质。得到抗拉强度1200mpa级别钢板,但钢中添加高含量n,大幅度提高冶炼成本。且性能方面屈服强度过低,无法承担横梁、框架等电池包用钢的应用工况。
3、公开号cn109280857a公开了一种1200mpa级超快冷冷轧双相钢板及其制备方法公开的双相钢其主要化学成分为:c:0.12%~0.17%,si:0.3%~0.6%,mn:2.0%~2.4%,p≤0.015%,s≤0.008%,als:0.03~0.06%,ti:0.03~0.06%,n≤0.005%,其余为fe及不可避免杂质。该钢性能为:屈服强度820~950mpa,抗拉强度:1200~1350mpa,延伸率为5~10%。该钢制备方法中涉及超快速冷却130~150℃/s,这在现实的生产工艺中很难实现,且产品拉延性能很难满足较为复杂的零件成形。
技术实现思路
1、本发明的目的在于克服上述问题和不足而提供一具有高温拉伸性能,模拟火灾条件下具有优异抗钢板软化的新能源汽车用1200mpa电池包用钢及其制备方法。
2、本发明目的是这样实现的:
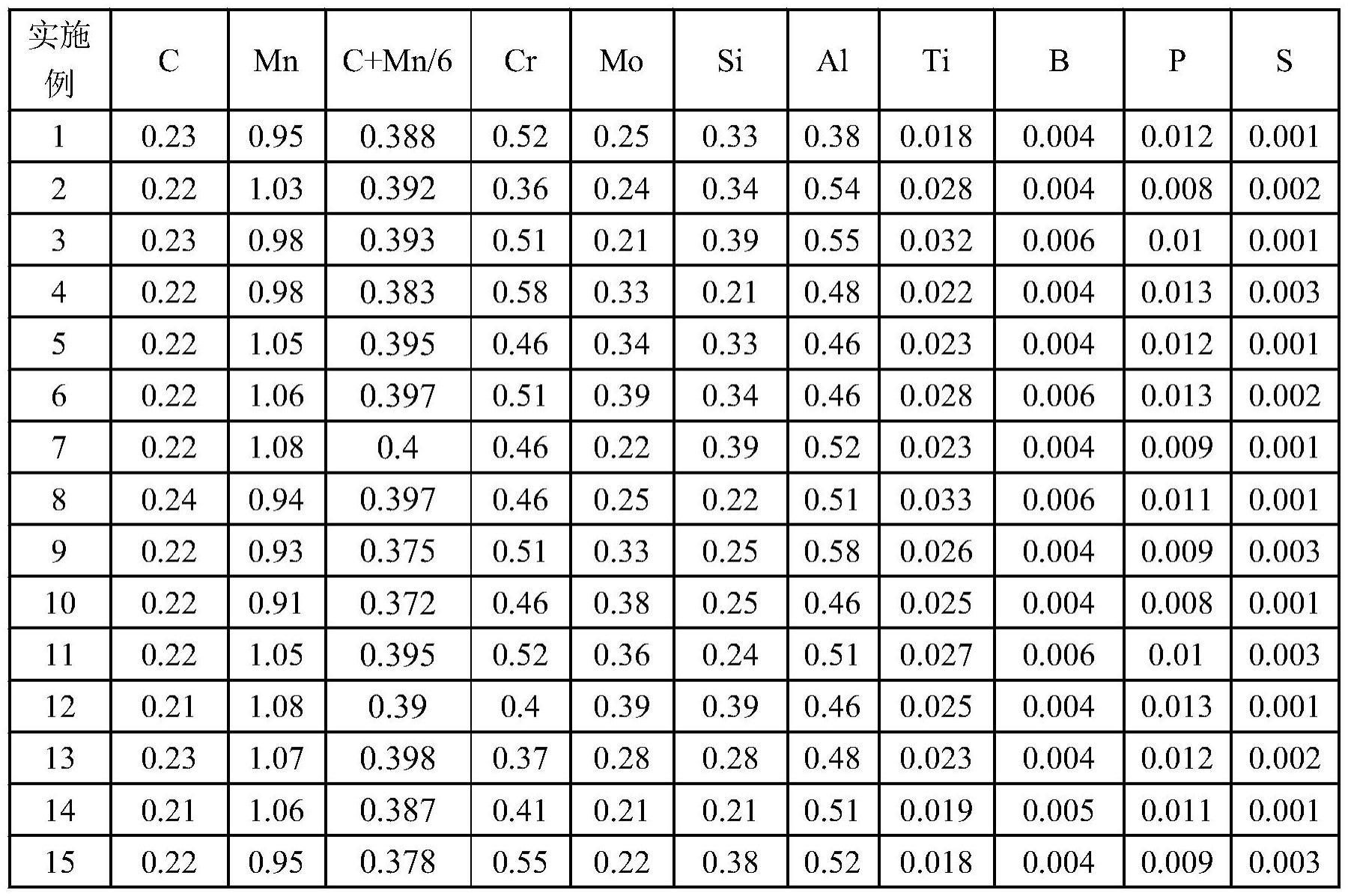
3、一种新能源汽车用1200mpa电池包用钢,该钢的成分按重量百分比计如下:c:0.20%~0.24%,si:0.20%~0.40%,al:0.40%~0.60%,mn:0.9%~1.1%,cr:0.30%~0.60%,mo:0.20%~0.40%,b:0.004%~0.006%,p≤0.015%,s≤0.003%,ti:0.015~0.035%,余量为fe和不可避免的杂质。优选,所述1200mpa电池包用钢中0.36≤c+mn/6≤0.4。
4、所述电池包用钢显微组织包括临界区临界区铁素体、外延铁素体、回火马氏体、碳化物和其他少量未识别相,其中各项显微组织按体积百分比计如下:临界区铁素体8%~12%,外延铁素体10%~15%,回火马氏体70%~75%,碳化物2.2%~3.5%;优选所述碳化物以θ型碳化物为主,θ型碳化物体积分数占所有碳化物70%以上,且平均晶粒尺寸为45~80nm。
5、所述电池包用钢抗拉强度1200mpa以上,屈服强度900~1050mpa,延伸率≥12%,扩孔率≥55%,400℃下等温5min屈服衰减小于200mpa,800℃下等温5min屈服衰减小于500mpa。
6、本发明成分设计理由如下:
7、c:c元素高强钢中必加元素,保证钢板强度。在本发明中严格控制c添加范围,c的添加保证回火马氏体中的c行为,及θ型碳化物的含量及晶粒尺寸。
8、si:si元素为常规固溶强化元素,起到强化基体的作用。在本发明中si元素主要作用在于一定程度抑制回火马氏体中碳化物析出,控制回火马氏体间碳化物含量。被发明采用是低si设计,原因在于有效控制冷轧钢板表面质量,高si添加将显著影响钢板表面,形成内氧化和晶界氧化层;此外,si添加过量亦严重影响镀锌钢板表面质量,形成“漏镀”现象。
9、mn:mn是钢中常规强化元素,高强钢成分体系多以c-mn体系为主。本发明的特色在于采用低mn设计,原因在于1000mpa级别以上常规添加2.0%,甚至以上mn含量,明显提高钢板淬透性,导致热卷取阶段贝氏体及马氏体形成,严重加大冷轧难度;再者c、mn复合添加易导致c/mn偏析导致边部强度过高,亦加大冷轧难度,因此采用低mn成分设计,控制mn含量0.9~1.1%,0.36≤c+mn/6≤0.4,即能保证钢板强度,又具有良好的焊接性能。
10、al:al常规作用在于钢中脱氧剂,调控钢中o含量;在本发明中,al的作用至关重要,首先,al添加代替部分si作用,兼顾表面质量的同时共同控制碳化物析出含量及碳化物状态;其次,al在热卷取阶段促进珠光体球化,抑制高淬透性可能引起的贝氏体及马氏体相变,保证较低的热轧降低,更好的下顺至冷轧阶段;再者,al添加有效调控了奥氏体区间,保证了钢板的强塑匹配性能。
11、cr:cr元素是常规添加元素,与mn相似起到固溶强化,提高淬透性作用;在本发明中cr的作用至关重要,在于代替mn添加改善热轧边部裂纹。
12、mo:mo元素是常规添加元素,与mn相似起到固溶强化,提高淬透性作用;在本发明中mo的作用至关重要,在于代替mn添加改善热轧边部裂纹,同时强化热轧表面质量。
13、b:b是本发明至关重要元素,b的主要作用在于提高钢板淬透性,防止缓冷及快冷阶段外延体热素体形成。
14、ti:ti常规添加可以捕捉钢中游离的n原子,起到固n的作用。同时tin可在凝固过程中析出,起到钉扎晶界的作用,ti(c,n)热轧阶段析出起到钉扎原奥氏体晶界,细化原奥氏体晶粒的作用。在本发明中,ti的作用更重要在于在回火马氏体间以析出的形式存在,捕获h原子,抗氢致开裂。
15、p:p元素是钢中的有害元素,其含量越低越好。考虑到成本,本发明中将p元素含量控制在p≤0.015%。
16、s:s元素是钢中的有害元素,其含量越低越好。考虑到成本,本发明中将s元素含量控制在s≤0.003%。
17、本发明技术方案之二是提供一种新能源汽车用1200mpa电池包用钢的制备方法,包括冶炼、连铸、热轧、酸洗、冷轧、连退镀锌、光整;
18、连铸:
19、通过转炉进行冶炼,得到上述范围内的合金成分,中包温度1530~1560℃,铸坯拉速0.6~0.8m/min,控制拉速在于防止拉速过快导致“漏钢报警”。
20、热轧:
21、加热温度在1260~1310℃之间,等温120~160min保证ti原子析出行为,对钢板起到良好的固n效果,以及保证ti(c,n)的析出,起到钉扎原奥氏体晶界,细化原奥氏体晶粒的作用;控制时间范围在于保证元素充分固溶的基础上防止tin析出粗化,导致晶界脆化。开轧温度在1080~1130℃之间,终轧温度在900~950℃以上,开轧温度保证奥氏体的再结晶行为;终轧温度防止先共析铁素体形成。之后进行超快冷+层流冷却,超快冷冷却速度5~8℃/s,层流冷冷速2-3℃/s,超快冷防止使得过冷奥氏体快速过度至低温区间,防止过多元素配分;层流冷析出一定先共析铁素体,促进珠光体球化。卷取温度450~490℃,抑制该阶段内氧化及晶界氧化层形成,保证钢板表面质量。
22、酸洗:
23、去除热轧表面所生成的氧化铁皮,酸洗速度90~110m/min。防止酸洗过慢提高生产成本,防止速度过快保证冷轧钢板表面质量。
24、冷轧:
25、冷轧压下率为40%~58%,保证冷轧40%以上轧制压下量,促进冷轧组态中的组织纤维化;同时,防止冷轧压下率过高,导致变形抗力过大,难以轧制到目标厚度。
26、连退镀锌:
27、①加热温度在920~950℃,等温时间在10~40s,等温温度保证奥氏体化温度,控制临界区铁素体含量在8%~12%;严格控制等温时间防止临界区奥氏体晶粒长大,且保证奥氏体相变形核完成,等轴化完成。
28、②缓冷温度720~780℃,缓冷冷速控制在1~3℃/s;控制外延铁素体含量10%~15%。
29、③以大于45℃/s的冷却速度快冷至500℃以下,起到预冷却作用防止后续较大过冷度导致板形差。
30、④直接进入80~95℃水中淬火,随后经过酸洗去除表面氧化铁皮。
31、⑤再加热:以10~20℃/s的加热速率升温至450~470℃,等温时间为10~18s,严格控制温度时间防止碳化物析出过量,控制碳化物类型及析出含量。
32、⑥合金化热镀锌:钢带经过锌锅镀锌,再进入合金化炉进行等温;合金化温度480~490℃,等温20~30s,严格控制温度防止温度过低导致镀层中fe含量不足,保证的zn-fe层中以δ相为主,防止温度过高导致碳化物增多及粗化。本发明的有益效果在于:
33、(1)本发明的钢板全流程考虑成分控制,多维度有效控制生产成本,如成分、工艺等诸多方面。
34、(2)本发明采用成分及工艺耦合的思路创新的提出淬火进水再提温的工艺设计,保证了钢板的优异性能,抗拉强度1200mpa以上,屈服强度900~1050mpa,延伸率≥12%,扩孔率≥55%,400℃下等温5min屈服衰减小于200mpa,800℃下等温5min屈服衰减小于500mpa。
35、(3)本发明电池包用钢在完成静态及动态性能同时,结合设计充分考虑钢板强度衰减问题,实现电池包用钢保护安全的第一目的。
- 还没有人留言评论。精彩留言会获得点赞!