一种基于电子束固化的高精度金属结构件制造方法
本发明属于金属增材制造,具体涉及一种基于电子束固化的高精度金属结构件制造方法。
背景技术:
1、金属增材制造是先进制造技术领域的重要方向之一。现有金属增材制造方法以激光/电子束选区熔化为代表,采用高温熔化金属粉末的方式实现金属结构件的制造。此种方式存在以下问题:金属结构件加工精度较低,难以达到微米级别;并且,制备的金属结构件中易存在残余热应力、气孔及局部未熔合等内部缺陷,从而使制备的金属结构件质量难以满足使用需求。
技术实现思路
1、针对现有技术存在的缺陷,本发明提供一种基于电子束固化的高精度金属结构件制造方法,可有效解决上述问题。
2、本发明采用的技术方案如下:
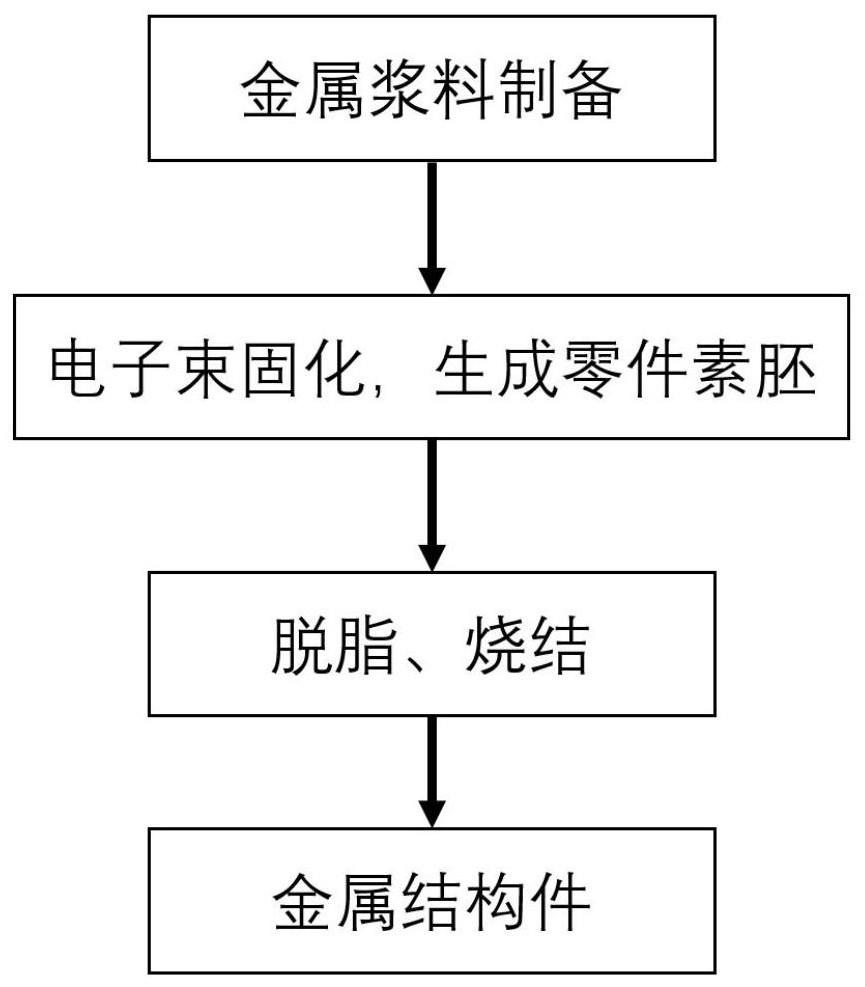
3、本发明提供一种基于电子束固化的高精度金属结构件制造方法,包括以下步骤:
4、步骤1,金属浆料制备:
5、将体积比为40-70:30-60的金属粉体和光敏树脂充分搅拌混合,使金属粉体完全分散在光敏树脂中,得到第一混合浆料;
6、称取分散剂,分散剂质量为金属粉体质量的1-5%;然后将称取的分散剂添加到第一混合浆料中,并充分搅拌混合,使分散剂完全分散在第一混合浆料中,得到第二混合浆料;
7、称取增稠剂,增稠剂质量为金属粉体和光敏树脂总质量的2-5%;然后将称取的增稠剂添加到第二混合浆料中,并充分搅拌混合,使增稠剂完全分散在第二混合浆料中,制备得到金属浆料;
8、步骤2,电子束固化:
9、将步骤1制备得到的金属浆料置于真空室中的打印平台上,开启真空泵组将真空室抽至工作气压;然后采用刮涂法将金属浆料涂布到基片上,得到设定涂层厚度的金属浆料;开启电子枪,电子枪向设定涂层厚度的金属浆料发射电子束,电子束轰击金属浆料中的光敏树脂,引发光敏树脂发生聚合反应,随着光敏树脂的聚合固定金属粉体,最终得到金属结构件生坯;
10、步骤3,脱脂烧结后处理:
11、对步骤2得到的金属结构件生坯进行脱脂,使金属结构件生坯中的光敏树脂完全分解成小分子,从而脱除金属结构件生坯中的光敏树脂,得到脱脂后的金属结构件样品;再对脱脂后的金属结构件样进行烧结,最终得到高精度的金属结构件。
12、优选的,所述金属粉体为镍基高温合金、铝合金、不锈钢或钛合金中的任一种;所述光敏树脂为三羟甲基丙烷三丙烯酸酯;所述分散剂为高分子型分散剂;所述增稠剂为无机类增稠剂和有机类增稠剂中的任一种。
13、优选的,所述分散剂为sp711高分子型分散剂、byk110高分子型分散剂或byk190高分子型分散剂;所述增稠剂为黄原胶、ase-60增稠剂或dn-2024增稠剂。
14、优选的,步骤1制备得到的金属浆料的粘度为2-20万厘泊,呈现不流动状态。
15、优选的,所述金属粉体的粒径为20-40微米。
16、优选的,步骤2中,电子束固化工艺参数为:涂层厚度为20-100μm,电子束加速电压为60kv,曝光剂量为200-500kgy。
17、优选的,步骤3中,对金属结构件生坯进行脱脂烧结,具体工艺为:
18、对金属结构件生坯进行脱脂处理,脱脂条件为:惰性气氛下以0.1℃/min-1℃/min的升温速率,将炉内温度从室温升温至450-900℃,并保温3-5h,随炉冷却至室温,得到脱脂后的金属结构件样品;
19、然后,对脱脂后的金属结构件样品进行烧结,烧结条件为:惰性气氛下以1℃/min-5℃/min的升温速率,将炉内温度从室温升温至1200℃-1300℃,并保温4-12h,随炉冷却至室温,最终得到高精度的金属结构件。
20、本发明提供的一种基于电子束固化的高精度金属结构件制造方法具有以下优点:
21、本发明采用电子束曝光技术固化掺有金属粉末的光敏树脂浆料成型,然后辅以脱脂烧结的后处理工艺实现致密金属结构件的制造,制造过程中利用电子束曝光技术的高分辨率,以获得高精度的金属结构件。本发明的金属结构件制造方法,制备得到的金属结构件的加工精度达到微米级别;并且,制备的金属结构件中不易出现残余热应力、气孔及局部未熔合等内部缺陷,从而使制备的金属结构件质量满足使用需求。
技术特征:
1.一种基于电子束固化的高精度金属结构件制造方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种基于电子束固化的高精度金属结构件制造方法,其特征在于,所述金属粉体为镍基高温合金、铝合金、不锈钢或钛合金中的任一种;所述光敏树脂为三羟甲基丙烷三丙烯酸酯;所述分散剂为高分子型分散剂;所述增稠剂为无机类增稠剂和有机类增稠剂中的任一种。
3.根据权利要求2所述的一种基于电子束固化的高精度金属结构件制造方法,其特征在于,所述分散剂为sp711高分子型分散剂、byk110高分子型分散剂或byk190高分子型分散剂;所述增稠剂为黄原胶、ase-60增稠剂或dn-2024增稠剂。
4.根据权利要求1所述的一种基于电子束固化的高精度金属结构件制造方法,其特征在于,步骤1制备得到的金属浆料的粘度为2-20万厘泊,呈现不流动状态。
5.根据权利要求1所述的一种基于电子束固化的高精度金属结构件制造方法,其特征在于,所述金属粉体的粒径为20-40微米。
6.根据权利要求1所述的一种基于电子束固化的高精度金属结构件制造方法,其特征在于,步骤2中,电子束固化工艺参数为:涂层厚度为20-100μm,电子束加速电压为60kv,曝光剂量为200-500kgy。
7.根据权利要求1所述的一种基于电子束固化的高精度金属结构件制造方法,其特征在于,步骤3中,对金属结构件生坯进行脱脂烧结,具体工艺为:
技术总结
本发明提供一种基于电子束固化的高精度金属结构件制造方法,包括以下步骤:步骤1,金属浆料制备;步骤2,电子束固化;步骤3,脱脂烧结后处理。本发明采用电子束曝光技术固化掺有金属粉末的光敏树脂浆料成型,然后辅以脱脂烧结的后处理工艺实现致密金属结构件的制造,制造过程中利用电子束曝光技术的高分辨率,以获得高精度的金属结构件。本发明的金属结构件制造方法,制备得到的金属结构件的加工精度达到微米级别;并且,制备的金属结构件中不易出现残余热应力、气孔及局部未熔合等内部缺陷,从而使制备的金属结构件质量满足使用需求。
技术研发人员:李亮,刘兵山,刘亦飞,王功,李珊,张宇贝
受保护的技术使用者:中国科学院空间应用工程与技术中心
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!