一种散热块及其制作方法
本发明属于激光烧结,尤其涉及一种散热块及其制作方法。
背景技术:
1、3d打印技术因其独特的制造工艺备受青睐,但是现有的3d打印技术在制造大块的零件时,因受内部热量聚集的影响,会在层与层之间形成巨大热应力,在后续的热应力缓慢释放的过程中,极易造成零件的开裂和变形,从而影响产品的质量,以高速列车制动闸片的生产为例,由于3d打印技术使得闸片内部以及闸片与基板接触处存在较高的热应力,故其内热应力高的位置可能存在开裂的风险,从而导致废品产生。
技术实现思路
1、为了解决上述技术问题,本发明的目的在于提供一种制作简便,且可避免散热块内部热量聚集的散热块制作方法。
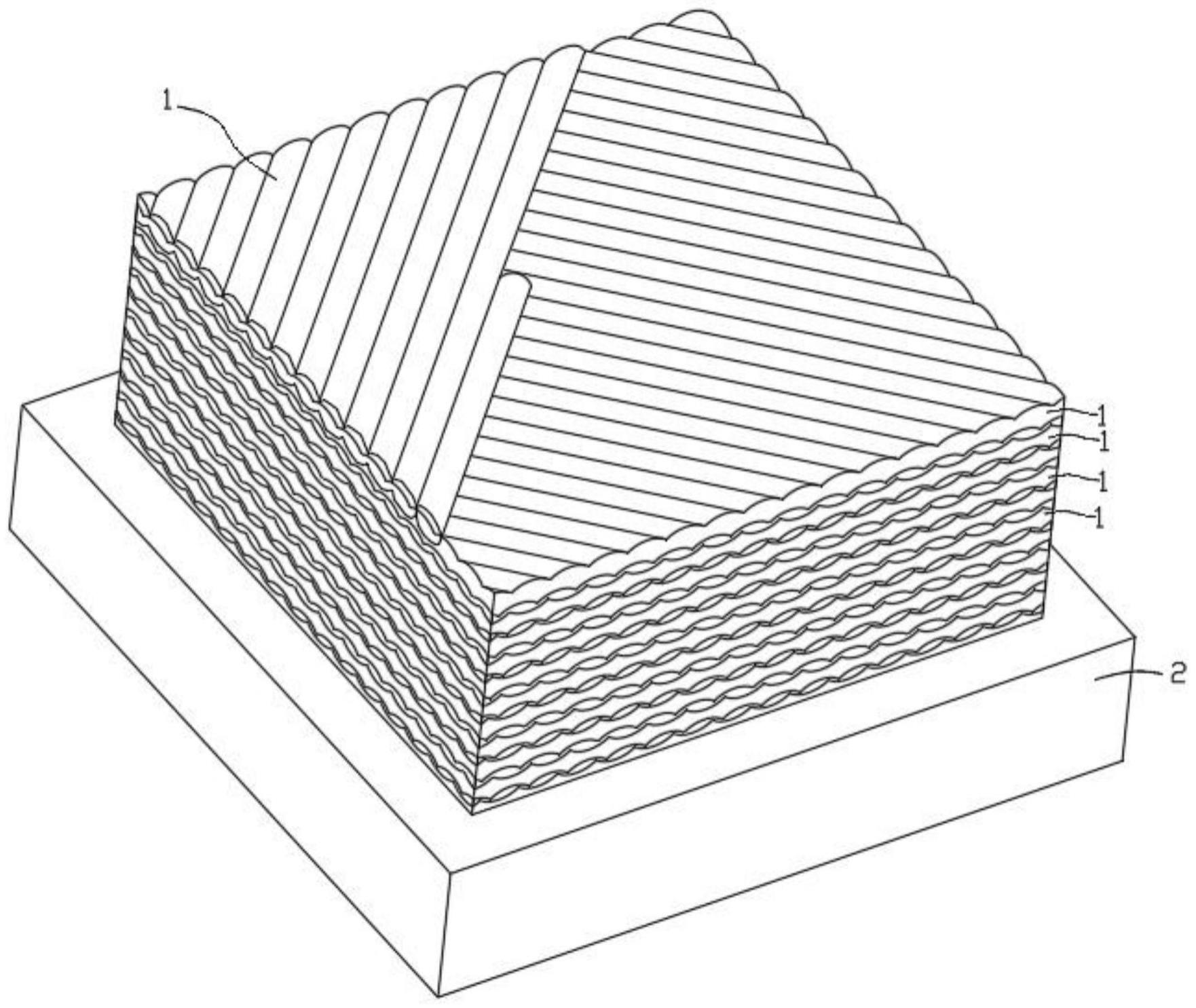
2、为了实现上述目的,本发明的技术方案如下:一种散热块制作方法,步骤如下:将合金粉末原料烘干,并将其烘干后逐层平铺在基板上形成一层合金粉末层,每铺设一层所述合金粉末层后采用激光烧结设备发射激光束扫描所述合金粉末层的上表面以加热烧结;其中,同一层所述合金粉末层在烧结时,所述激光探头的扫描轨迹沿直条形移动,且相邻两条扫描轨迹相互靠近的一侧存在叠合,直至所述合金粉末层均实现烧结;相邻两层所述合金粉末层烧结时,所述激光探头的扫描轨迹相互交叉。
3、上述技术方案的有益效果在于:如此使得该散热块在加工时每成型一层合金粉末层,可预留充足的时间供其热量流失,再进行下一层的成型加工,直至散热块加工成型,其内部聚集热量低,不会出现因热应力集中而导致散热块内部开裂。
4、上述技术方案中所述合金粉末为粒径为15-53μm的tnzt-si粉末。
5、上述技术方案的有益效果在于:其耐磨损,强度高,其导热性能好。
6、上述技术方案中所述合金粉末是置于真空干燥箱中在50℃温度下烘干2h。
7、上述技术方案的有益效果在于:如此可预先除去合金粉末中的水分。
8、上述技术方案中所述激光烧结设备的激光头为连续光纤激光器。
9、上述技术方案的有益效果在于:其加工效果好,且使得各处合金粉末层各处熔融较为均一。
10、上述技术方案中所述激光烧结设备的激光功率为210w,扫描速度v为700mm/s,扫描间距h为0.1μm,扫描策略为每层旋转67°。
11、上述技术方案的有益效果在于:其散热块最终耐磨损性能好,且强度高,同时导热性能好。
12、上述技术方案中所述合金粉末层的层厚为30μm。
13、上述技术方案的有益效果在于:其结构简单。
14、上述技术方案中所述合金粉末层在烧结时处于氩气氛围下。
15、上述技术方案的有益效果在于:如此可避免材质氧化,同时氩气吹扫使得合金粉末层内部的多孔结构形成气流通道以加速散热。
16、上述技术方案中所述基板预热温度为180℃。
17、上述技术方案的有益效果在于:如此通过对基板进行预热以避免基板与散热块之间温差大而导致散热块开裂。
18、本发明的目的之二在于提供一种结构简单,且内部呈多孔结构的散热块。
19、为了实现上述目的,本发明的另一技术方案如下:一种散热块,由如上所述制作方法制成。
20、上述技术方案的有益效果在于:其结构简单,且耐磨性能好。
技术特征:
1.一种散热块制作方法,其特征在于,步骤如下:将合金粉末原料烘干,并将其烘干后逐层平铺在基板上形成一层合金粉末层,每铺设一层所述合金粉末层后采用激光烧结设备发射激光束扫描所述合金粉末层的上表面以加热烧结;其中,同一层所述合金粉末层在烧结时,所述激光探头的扫描轨迹沿直条形移动,且相邻两条扫描轨迹相互靠近的一侧存在叠合,直至所述合金粉末层均实现烧结;相邻两层所述合金粉末层烧结时,所述激光探头的扫描轨迹相互交叉。
2.根据权利要求1所述的散热块制作方法,其特征在于,所述合金粉末为粒径为15-53μm的tnzt-si粉末。
3.根据权利要求1所述的散热块制作方法,其特征在于,所述合金粉末是置于真空干燥箱中在50℃温度下烘干2h。
4.根据权利要求1所述的散热块制作方法,其特征在于,所述激光烧结设备的激光头为脉冲光纤激光器。
5.根据权利要求1所述的散热块制作方法,其特征在于,所述激光烧结设备的激光功率为210w,扫描速度v为700mm/s,扫描间距h为0.1μm,扫描策略为每层旋转67°。
6.根据权利要求5所述的散热块制作方法,其特征在于,所述合金粉末层的层厚为30μm。
7.根据权利要求1-6任一项所述的散热块制作方法,其特征在于,所述合金粉末层在烧结时处于氩气氛围下。
8.根据权利要求7所述的散热块制作方法,其特征在于,所述基板预热温度为180℃。
9.一种散热块,其特征在于,由如权利要求1-8任一项所述的制作方法制成。
技术总结
本发明公开了一种散热块及其制作方法,散热块制作方法的步骤如下:将合金粉末原料烘干,并将其烘干后逐层平铺在基板上形成一层合金粉末层,每铺设一层合金粉末层后采用激光烧结设备发射激光束扫描合金粉末层的上表面以加热烧结;其中,同一层合金粉末层在烧结时,激光探头的扫描轨迹沿直条形移动,且相邻两条扫描轨迹相互靠近的一侧存在叠合,直至合金粉末层均实现烧结;相邻两层合金粉末层烧结时,激光探头的扫描轨迹相互交叉,如此使得该散热块在加工时每成型一层合金粉末层,可预留充足的时间供其热量流失,再进行下一层的成型加工,直至散热块加工成型,其内部聚集热量低,不会出现因热应力集中而导致散热块内部开裂。
技术研发人员:黎景文,白珧琨,杜铭洋,许嗣祺,刘烁,郑坚洲,陈濠,康利梅
受保护的技术使用者:广州铁路职业技术学院
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!