一种重型燃气轮机多联实心导叶组铸件的浇注系统及方法与流程
本发明涉及精密铸造,特别涉及一种重型燃气轮机多联实心导叶组铸件的浇注系统及方法。
背景技术:
1、重型燃气轮机的设计和制造在国内还处在萌芽阶段,高重量、超大尺寸的多联实心导叶组铸件的制造领域尚处于空白。目前对于重型燃气轮机大尺寸铸件的生产方法仍借鉴航空或轻燃的小尺寸铸件生产方法,或进行适度的演变,还未找到专门适用于重型燃气轮机高重量、超大尺寸的多联实心导叶组铸件的制造方法。现有的针对此类高重量、超大尺寸的多联实心导叶组铸件,浇注系统设计仍采用整体结构,所制造出来的模壳是由浇口杯、浇道、冒口、产品一体构筑而成,如图1所示,常规浇筑系统结构比较臃肿,轮廓尺寸和整体重量均较大,在制壳过程中重量重、易开裂或断裂,制壳难度大;以及该结构的冒口对产品本体的补缩能力不足,不足以解决产品本体内部的疏松问题,为了增加冒口的补缩能力,则必须将整个联通的浇道浇注满合金,该方法非常费合金,成本高;以及该结构无法在浇注后对浇道内部合金液实施发热粉来增强冒口对产品本体的补缩能力。
技术实现思路
1、本发明提供一种重型燃气轮机多联实心导叶组铸件的浇注系统及方法,用以解决现有技术中厚、大实心叶片内部及厚大缘板得不到充分的补缩,导致内部的疏松的缺陷,实现充分补缩实心叶片及解决厚大缘板区域内部疏松问题,从而可以提高合金利用率、降低模壳制备难度及降低模壳报废率。
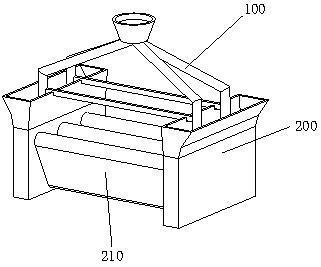
2、本发明提供一种重型燃气轮机多联实心导叶组铸件的浇注系统,包括:
3、辅助浇道系统和主体浇道系统;
4、所述辅助浇道系统包括第一连接件和至少一组浇道,所述一组浇道包括第一浇道和第二浇道,所述第一浇道与所述第二浇道相对设置,所述第一连接件固定连接与所述第一浇道和所述第二浇道之间;
5、所述主体浇道系统包括叶身和设置于所述叶身两侧的缘板,所述缘板上设有第二连接件;
6、所述辅助浇道系统位于所述主体浇道系统上方,所述辅助浇道系统通过所述第一连接件与所述第二连接件固定连接在所述主体浇道系统上方,所述浇道的出口端设置于所述缘板内。
7、在一种可能的实施方式中,所述第二连接件为定位槽,所述定位槽设置于所述缘板靠近所述叶身一侧的端面。
8、在一种可能的实施方式中,所述第一连接件为陶瓷定位杆,所述陶瓷定位杆侧面与所述定位槽的侧面之间具有一定间隙。
9、在一种可能的实施方式中,所述辅助浇道系统还包括浇口杯,所述浇口杯与所述第一浇道和所述第二浇道连通交叉处连通。
10、在一种可能的实施方式中,所述浇口杯内设有陶瓷过滤网。
11、在一种可能的实施方式中,所述缘板包括缘板主体和缘板冒口,所述缘板主体的一侧与所述叶身连通,所述缘板冒口固定连接于所述缘板主体的上方。
12、在一种可能的实施方式中,所述缘板冒口包括进料口和导料口,所述导料口的一端与所述缘板主体连通,另一端与所述进料口的出口连通。
13、本发明提供一种重型燃气轮机多联实心导叶组铸件的浇注方法,包括以下步骤:
14、将辅助浇道系统安装与主体浇道系统上;
15、将浇注液体通过浇口杯注入浇注系统中;
16、浇注完成后,将所述辅助浇道系统拆除,完成浇注。
17、在一种可能的实施方式中,所述完成浇注之后,还包括:
18、在缘板冒口内添加发热粉。
19、本发明提供的一种重型燃气轮机多联实心导叶组铸件的浇注系统及方法,通过将整体的浇注系统设计为分体结构,即由主体浇道系统和辅助浇道系统构成,且辅助浇道系统通过第一连接件和第二连接件与主体浇道系统连通,使辅助浇道系统位于主体浇道系统之上。本申请在蜡模和型壳阶段时均为分体制造,而在浇注时将分体模壳组合使用,可以提高合金利用率、降低模壳制备难度及降低模壳报废率、充分补缩实心叶片及厚大缘板区域解决内部疏松问题。
技术特征:
1.一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,包括:辅助浇道系统和主体浇道系统;
2.根据权利要求1所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,所述第二连接件为定位槽,所述定位槽设置于所述缘板靠近所述叶身一侧的端面。
3.根据权利要求2所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,所述第一连接件为陶瓷定位杆,所述陶瓷定位杆侧面与所述定位槽的侧面之间具有一定间隙。
4.根据权利要求1所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,所述辅助浇道系统还包括浇口杯,所述浇口杯与所述第一浇道和所述第二浇道连通交叉处连通。
5.根据权利要求4所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,所述浇口杯内设有陶瓷过滤网。
6.根据权利要求1所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,所述缘板包括缘板主体和缘板冒口,所述缘板主体的一侧与所述叶身连通,所述缘板冒口固定连接于所述缘板主体的上方。
7.根据权利要求6所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统,其特征在于,所述缘板冒口包括进料口和导料口,所述导料口的一端与所述缘板主体连通,另一端与所述进料口的出口连通。
8.根据权利要求1-7中任意一项所述的一种重型燃气轮机多联实心导叶组铸件的浇注系统的浇注方法,其特征在于,包括以下步骤:
9.根据权利要求8所述浇注方法,其特征在于,所述完成浇注之后,还包括:
技术总结
本发明涉及精密铸造技术领域,提供一种重型燃气轮机多联实心导叶组铸件的浇注系统及方法,该系统主要包括:辅助浇道系统和主体浇道系统,其中辅助浇道系统包括至少一组浇道和第一连接件;主体浇道系统包括叶身和设置于叶身两侧的缘板,缘板上设有第二连接件;辅助浇道系统位于主体浇道系统上方,辅助浇道系统通过第一连接件与第二连接件固定连接在主体浇道系统上方,浇道的出口端设置于缘板内。本申请在蜡模和型壳阶段时均为分体制造,而在浇注时将分体模壳组合使用,可以提高合金利用率、降低模壳制备难度及降低模壳报废率、充分补缩实心叶片及厚大缘板区域解决内部疏松问题。
技术研发人员:李小飞,孙岚
受保护的技术使用者:江苏永瀚特种合金技术股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!