砂型铸造全伺服小车线的制作方法
本发明涉及砂料砂型铸造,具体为砂型铸造全伺服小车线。
背景技术:
1、造型机是一种常见的铸造机械设备,脱箱射压造型机砂箱是利用压缩空气将型砂均匀地射入砂箱预紧实,然后再施加外力进行压实,砂型铸造是铸造加工的基础工艺,砂型铸造直接影响最终产品铸造成型的效果。
2、如公告号为cn208555905u的中国专利公开了一种方便上料的压实式造型机,包括机体,机体中部位置设有放置砂箱的工作台,工作台下设有顶起砂箱的起模油缸,起模油缸放置于缸座上,工作台上部设有压实砂箱中的型砂的压砂平板,机体侧边位于工作台上方设有容纳型砂的储料仓,储料仓底端设有供型砂排出的出口,储料仓的出口上翻转设有排料管,排料管的管口位于放置于工作台上的砂箱的上方,排料管翻下后上端与出口的上端铰接,且排料管的下端设为圆弧段,出口下方设有与圆弧段配合的圆弧座,圆弧段在排料管翻下后贴合于圆弧座内。
3、上述压实造型机在使用时,操作人员通过排料管向砂箱内添加型砂,需要人工供料的同时,并需要对造型后的砂料脱模(砂箱),操作起来较为繁琐的同时,造成人力物力的浪费,因此,亟需提供一种全自动砂型铸造全伺服小车线。
技术实现思路
1、本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本申请的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
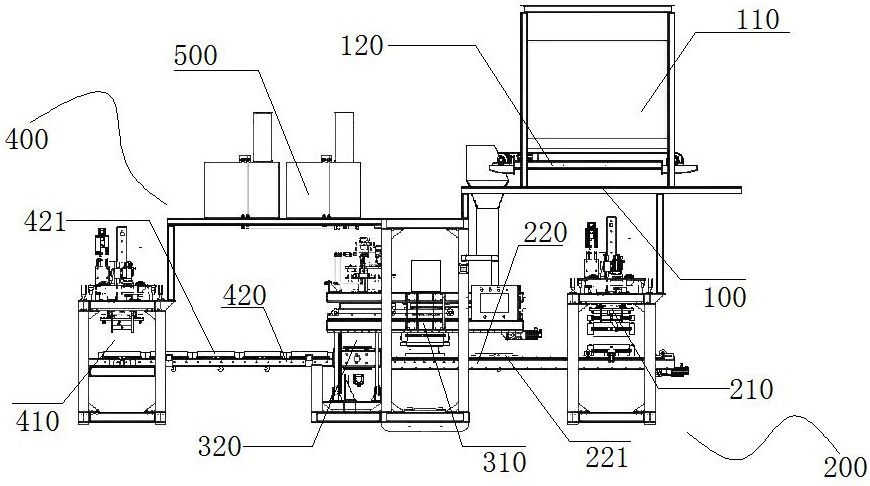
2、因此,本发明的目的是提供砂型铸造全伺服小车线,通过合箱机对砂箱拼装固定,砂箱作为砂料造型的模架,跟随出箱轨道输送至造型机位置,造型机与加砂压头配合,将经砂仓平台与加砂输送带供给的砂料喷射至砂箱内并压实造型,压实造型后的砂箱及砂料经移箱机输送至分箱机位置分箱,将砂箱与砂料分离,实现全程自动砂料造型脱模操作,自动化强。
3、为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
4、砂型铸造全伺服小车线,其包括:
5、作为连接基架的机架,机架顶部安装供给砂料的砂仓平台,机架内侧对应砂仓平台底部出口处位置安装有加砂输送带,机架外侧对应加砂输送带端部连接有与加砂输送带配合的导砂管;
6、分箱部件,连接于机架上,包括与机架连接对砂箱分装的分箱机,及安装于机架内侧与分箱机配合的移箱机,移箱机作为输送通道将造型后的砂箱输送至分箱机位置;
7、造型部件,与机架连接,包括置于机架内侧中央位置的造型机,及与造型机配合对砂箱内部加砂压实的加砂压头;
8、合箱部件,连接于机架外侧,包括安装于机架端部对砂箱拼装固定的合箱机,及连接于机架内侧,对应合箱机端口设置的出箱轨道;
9、控制平台,设于机架外侧,作为控制端控制分箱部件、造型部件及合箱部件工作。
10、作为本发明所述的砂型铸造全伺服小车线的一种优选方案,其中:所述移箱机上连接有与砂箱配合使用的砂框,且砂框与移箱机一一对应设置,并跟随移箱机动作。
11、作为本发明所述的砂型铸造全伺服小车线的一种优选方案,其中:所述砂仓平台外侧对应输出端口位置安装有控制输出端口通合状态的控制阀,控制阀与控制平台连接。
12、作为本发明所述的砂型铸造全伺服小车线的一种优选方案,其中:所述出箱轨道上连接有多个待装设的砂箱,多个砂箱沿出箱轨道外侧从左至呈线性等距排列设置。
13、作为本发明所述的砂型铸造全伺服小车线的一种优选方案,其中:所述移箱机与出箱轨道相对一侧端口均对应造型机位置设置,移箱机与出箱轨道输送方向相同。
14、作为本发明所述的砂型铸造全伺服小车线的一种优选方案,其中:所述砂箱外侧呈矩形等距开设有多个透气孔,透气孔直径远小于砂料外径。
15、作为本发明所述的砂型铸造全伺服小车线的一种优选方案,其中:所述造型部件还包括安装于造型机外侧对砂箱翻转的翻转机。
16、与现有技术相比:通过合箱机对砂箱拼装固定,砂箱作为砂料造型的模架,跟随出箱轨道输送至造型机位置,造型机与加砂压头配合,将经砂仓平台与加砂输送带供给的砂料喷射至砂箱内并压实造型,压实造型后的砂箱及砂料经移箱机输送至分箱机位置分箱,将砂箱与砂料分离,实现全程自动砂料造型脱模操作,自动化强。
技术特征:
1.砂型铸造全伺服小车线,其特征在于,包括:
2.根据权利要求1所述的砂型铸造全伺服小车线,其特征在于,所述移箱机(220)上连接有与砂箱(421)配合使用的砂框(221),且砂框(221)与移箱机(220)一一对应设置,并跟随移箱机(220)动作。
3.根据权利要求1所述的砂型铸造全伺服小车线,其特征在于,所述砂仓平台(110)外侧对应输出端口位置安装有控制输出端口通合状态的控制阀,控制阀与控制平台(500)连接。
4.根据权利要求1所述的砂型铸造全伺服小车线,其特征在于,所述出箱轨道(420)上连接有多个待装设的砂箱(421),多个砂箱(421)沿出箱轨道(420)外侧从左至呈线性等距排列设置。
5.根据权利要求1所述的砂型铸造全伺服小车线,其特征在于,所述移箱机(220)与出箱轨道(420)相对一侧端口均对应造型机(310)位置设置,移箱机(220)与出箱轨道(420)输送方向相同。
6.根据权利要求4所述的砂型铸造全伺服小车线,其特征在于,所述砂箱(421)外侧呈矩形等距开设有多个透气孔,透气孔直径远小于砂料外径。
7.根据权利要求1所述的砂型铸造全伺服小车线,其特征在于,所述造型部件(300)还包括安装于造型机(310)外侧对砂箱(421)翻转的翻转机(330)。
技术总结
本发明公开的属于砂料造型技术领域,具体为砂型铸造全伺服小车线,包括机架,机架顶部安装供给砂料的砂仓平台,分箱部件包括与机架连接对砂箱分装的分箱机,及安装于机架内侧与分箱机配合的移箱机,造型部件包括置于机架内侧中央位置的造型机,及与造型机配合对砂箱内部加砂压实的加砂压头,合箱部件包括安装于机架端部对砂箱拼装固定的合箱机,通过合箱机对砂箱拼装固定,砂箱作为砂料造型的模架,跟随出箱轨道输送至造型机位置,造型机与加砂压头配合,将经砂仓平台与加砂输送带供给的砂料喷射至砂箱内并压实造型,压实造型后的砂箱及砂料经移箱机输送至分箱机位置分箱,将砂箱与砂料分离,实现全程自动砂料造型脱模操作。
技术研发人员:何胜
受保护的技术使用者:龙口市胜德环保机械设备有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!