一种铝瓶瓶体用铝合金带材及其制备方法与流程
本发明属于铝合金加工制造,具体为一种铝瓶瓶体用铝合金带材及其制备方法。
背景技术:
1、随着啤酒、饮料包装市场的发展,新型包装材料不断涌现。铝瓶因其美观、易携带、储存性好等优点而受到消费者青睐。目前市场上常见的百威牌铝瓶主要用铸造铝饼冲压而成。但这些铝瓶容量小,拉伸废品率高。另外铝瓶瓶壁较厚,重量较大,不符合轻量化发展趋势。
技术实现思路
1、本发明的技术任务是针对以上现有技术的不足,而提供一种铝瓶瓶体用铝合金带材及其制备方法,本发明的铝合金带材,晶粒细小均匀,具有较低的制耳率和较高的材料强度,在后续深冲拉伸过程中更容易成型,有利于提高产品市场竞争力。
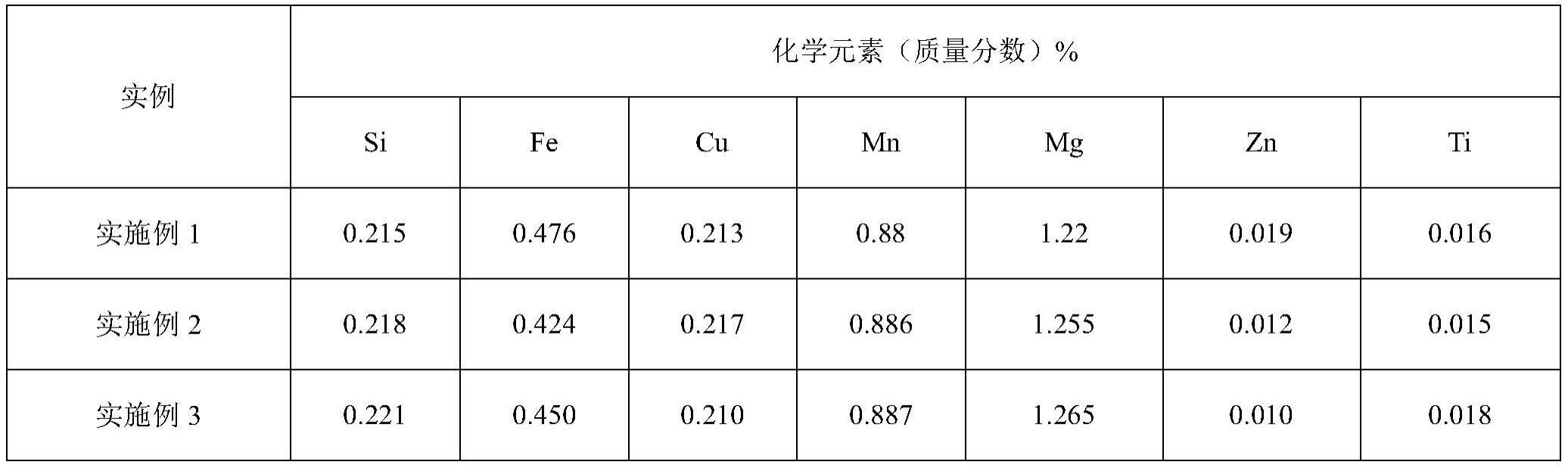
2、本发明解决其技术问题所采用的技术方案是:一种铝瓶瓶体用铝合金带材,所述铝合金带材配方由以下化学元素按照质量百分比组成:si:0.2%-0.24%、fe:0.41%~0.49%、cu:0.2%~0.22%、mn:0.86%-0.9%、mg:1.20%-1.27%、zn≤0.03%;ti:0.01%~0.02%、单个杂质≤0.03%、杂质总计≤0.15%、余量为al。
3、进一步地,所述铝合金带材合金状态是3104-h22,厚度是0.7~0.85mm。
4、进一步地,所述铝合金带材抗拉强度216-224mpa,屈服强度(非比例延伸强度)184-186mpa,断后延伸率8.3-8.6%。
5、进一步地,所述铝合金带材微观化组织合物尺寸3-13μm;制耳率为2.6-2.8%。
6、上述一种铝瓶瓶体用铝合金的制备方法,包括:配料→熔炼→精炼→过滤→铸造→锯切→铣面→均热及加热→热轧→冷轧→成品退火→切边涂油。
7、进一步地,所述制备方法,包括以下主要的步骤:
8、a、按照质量百分比,将上述铝合金各化学元素的配料进行熔炼、炉内精炼、在线除气、在线过滤,将铝液铸造成铝合金铸锭;
9、b、铸造后的铝合金铸锭冷却后切头去尾,然后经铣面除去铸锭表面的凝壳层;
10、c、将锯切、铣面后的铸锭置于加热炉进行均热,金属温度:580~600℃,保温8-10小时;
11、d、均热结束后降温到500-520℃后直接出炉开轧,控制热轧的卷取温度335-350℃;
12、e、将卷材强制冷却到室温后进行冷轧;
13、f、连轧机冷轧到成品厚度,退火工艺制度235-245℃,保温3-4h,退火冷却后,进行表面涂油,涂油量为250-350mg/m2/面。
14、进一步地,步骤a遵循如下过程,将配料依次投入熔炼炉中进行熔炼,并使用熔剂进行精炼覆盖,投料后待炉内物料熔化后开始搅拌,扒渣、得到合格的化学成分后,然后利用ar气精炼,将铝液中的氢与细小的杂质带到熔体的表面,然后扒渣,静置30min以上。
15、进一步地,步骤a铸造过程中使用双级过滤;并用al-5ti-0.2b做在线细化处理。
16、进一步地,步骤e冷轧总加工率保持在60%以上。
17、与现有技术相比,本发明的有益效果在于:
18、本发明调整了铝合金带材中si、fe、mn的配比,0.2%-0.24%的si含量,有利于后续均热过程中β相al6[fe,mn]向α相al12[fe,mn]3si转变,保证第二相的细小均匀,便于后续变薄拉伸生产铝瓶过程中的成型,大大降低了铝瓶重量和产品废料率;
19、本发明铸造过程中使用双级过滤,从而减少熔体的渣含量,保证熔体纯净度;
20、本发明采用高温长时间的均匀化加热,保证了材料内部组织和性能的均匀性,促进了第二相之间的转变,为后续成型提供了保证;
21、本发明通过控制热轧终轧温度和冷轧总加工率,保证材料内部织构的平衡,降低制耳率;
22、本发明生产的卷材组织细小均匀,性能稳定,制耳小,表面质量良好,降低材料成型过程中的废品率,有利于提高产品的市场竞争力。
技术特征:
1.一种铝瓶瓶体用铝合金带材,其特征在于,所述铝合金带材配方由以下化学元素按照质量百分比组成:si:0.2%-0.24%、fe:0.41%~0.49%、cu:0.2%~0.22%、mn:0.86%-0.9%、mg:1.20%-1.27%、zn≤0.03%;ti:0.01%~0.02%、单个杂质≤0.03%、杂质总计≤0.15%、余量为al。
2.根据权利要求1所述的一种铝瓶瓶体用铝合金带材,其特征在于,所述铝合金带材合金状态是3104-h22,厚度是0.7~0.85mm。
3.根据权利要求1所述的一种铝瓶瓶体用铝合金带材,其特征在于,所述铝合金带材抗拉强度216-224mpa,延伸强度184-186mpa,断后延伸率8.3-8.6%。
4.根据权利要求1所述的一种铝瓶瓶体用铝合金带材,其特征在于,所述铝合金带材微观化组织合物尺寸3-13μm;制耳率为2.6-2.8%。
5.根据权利要求1-4其中任意一项所述的一种铝瓶瓶体用铝合金带材的制备方法,其特征在于,包括以下主要的步骤:
6.根据权利要求5所述的一种铝瓶瓶体用铝合金带材的制备方法,其特征在于,步骤a遵循如下过程,将配料依次投入熔炼炉中进行熔炼,并使用熔剂进行精炼覆盖,投料后待炉内物料熔化后开始搅拌,扒渣、得到合格的化学成分后,然后利用ar气精炼,将铝液中的氢与细小的杂质带到熔体的表面,然后扒渣,静置30min以上。
7.根据权利要求5所述的一种铝瓶瓶体用铝合金带材的制备方法,其特征在于,步骤a铸造过程中使用双级过滤;并用al-5ti-0.2b做在线细化处理,保证铝合金铸锭晶粒度。
8.根据权利要求5所述的一种铝瓶瓶体用铝合金带材的制备方法,其特征在于,步骤e冷轧总加工率保持在60%以上。
技术总结
本发明提供一种铝瓶瓶体用铝合金带材及其制备方法,铝合金带材配方由以下化学元素按照质量百分比组成:Si:0.2%‑0.24%、Fe:0.41%~0.49%、Cu:0.2%~0.22%、Mn:0.86%‑0.9%、Mg:1.20%‑1.27%、Zn≤0.03%;Ti:0.01%~0.02%、单个杂质≤0.03%、杂质总计≤0.15%、余量为Al。制备工艺包括:配料→熔炼→精炼→过滤→铸造→锯切→铣面→均热及加热→热轧→冷轧→成品退火→切边涂油。本发明的铝合金带材,晶粒细小均匀,具有较低的制耳率和较高的材料强度,在后续深冲拉伸过程中更容易成型,有利于提高产品市场竞争力。
技术研发人员:李金文,高轩晴,王爱军,侯春娇,王月强,赵宇伟,王志远,康兵兵,王文强
受保护的技术使用者:天津忠旺铝业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!