一种便携式法兰面涂层后处理加工装置及方法与流程
本发明涉及涂层后处理磨削抛光领域,具体而言,涉及一种便携式法兰面涂层后处理加工装置及方法。
背景技术:
1、目前,热喷涂、激光熔覆等表面技术已广泛应用于石化、船舶、能源、化工等领域,保障了各类设备防腐、耐磨、耐高温等功能需求。随着表面涂层技术及装备的发展,新型涂层制造装备已逐渐满足各类装备现场表面强化的需求。但阀门、法兰等构件对法兰面有严格的尺寸精度要求以满足其后续装配密封需求,在阀门、法兰等构件表面制备的涂层,需要采用机加工的方法对涂层进行后处理加工,除去多余材料,使法兰面尺寸精度达到要求。
2、现有构件表面涂层后处理加工有车削、铣削、磨削等,在2014年“机床与液压”第42卷第23期《再制造热喷涂涂层切削加工的研究现状》一文中,总结涂层后处理加工的最常用加工方式是切削加工,主要包括磨削和车削两种,需要在大型车床等设备上进行;在2018年“工具技术”第52卷《热喷涂涂层机械加工技术及应用》一文中,总结热喷涂涂层后处理加工存在涂层硬度高、零件结构复杂、涂层加工易脱落的问题。目前为保证处理后工件的尺寸精度及涂层质量,涂层加工过程均在数控机床等固定的大型设备上进行,该现状严重阻碍了热喷涂、激光熔覆现场施工的发展。
3、目前,在申请公布号为cn21127355u的专利《一种船舶管件法兰面涂层加工装置》中采用铣削的方式对法兰面聚乙烯防腐涂层进行现场加工,该方法主要针对软质的有机聚合物涂层,但热喷涂、激光熔覆覆层一般硬度都较高,采用铣削加工难度较大同时易引发“崩边”开裂等现象。申请公布号为cn106475888b的专利《一种双面陶瓷片抛光机》中通过将工件固定于底座,移动平台夹持砂轮,并通过伺服伺服电机带动砂轮自转,通过左右旋转、上下进给的方式实现对陶瓷片的抛光;申请公布号为cn204819057u的专利《一种小型金属试样自动打磨抛光机》中采用工装夹持磨具高速旋转并上下进给,同时待加工工件可前后左右移动改变加工位置的方式实现小型零件的便携式加工。然而上述两种便携式加工装置均无法完成对复杂结构如凹槽或凸台等密封区域的加工,仅适用于形状规则的试样加工,因此,研究如何提高法兰面涂层后处理加工装置的便携性,以实现法兰面金属、陶瓷等无机涂层的现场加工,是本领域研究的重中之重。
4、此外,在专利cn114434266a中提及一种发动机低压涡轮机匣涂层磨削修整装置及其方法,在该磨削修整装置中提及通过设置x轴部件、z轴部件与y轴部件,通过控制x轴丝杠螺母副、z轴丝杠螺母副和y轴丝杠螺母副的转动,从而能够控制主轴部件在x轴、y轴与z轴方向上的移动,能够精确控制修整磨头对机匣零件的磨削修整,但由于该装置较为复杂且不易移动,使得对于法兰面涂层后处理加工过程中的成本较高。
技术实现思路
1、有鉴于此,本发明旨在提出一种便携式法兰面涂层后处理加工装置及方法,以解决现有技术中存在的目前工件表面在现场热喷涂或激光熔覆后,缺乏小型便携式加工装置及方法对法兰面涂层进行后处理加工,导致法兰面尺寸精度难以达到要求,以及现场法兰面涂层后处理加工所具有的加工灵活性较低,加工难度较大的问题;以此达到实现法兰面金属、陶瓷等无机涂层的现场加工,使工件尺寸精度及涂层性能达到使用需求,提高加工装置的便携性,增加装置设置的灵活性,降低现场法兰涂层后处理加工装置的复杂度,以及减小装置加工的复杂度,提高加工效率,降低加工成本,简化加工的工艺流程,提升加工后产品的质量。
2、为达到上述目的,本发明的技术方案是这样实现的:
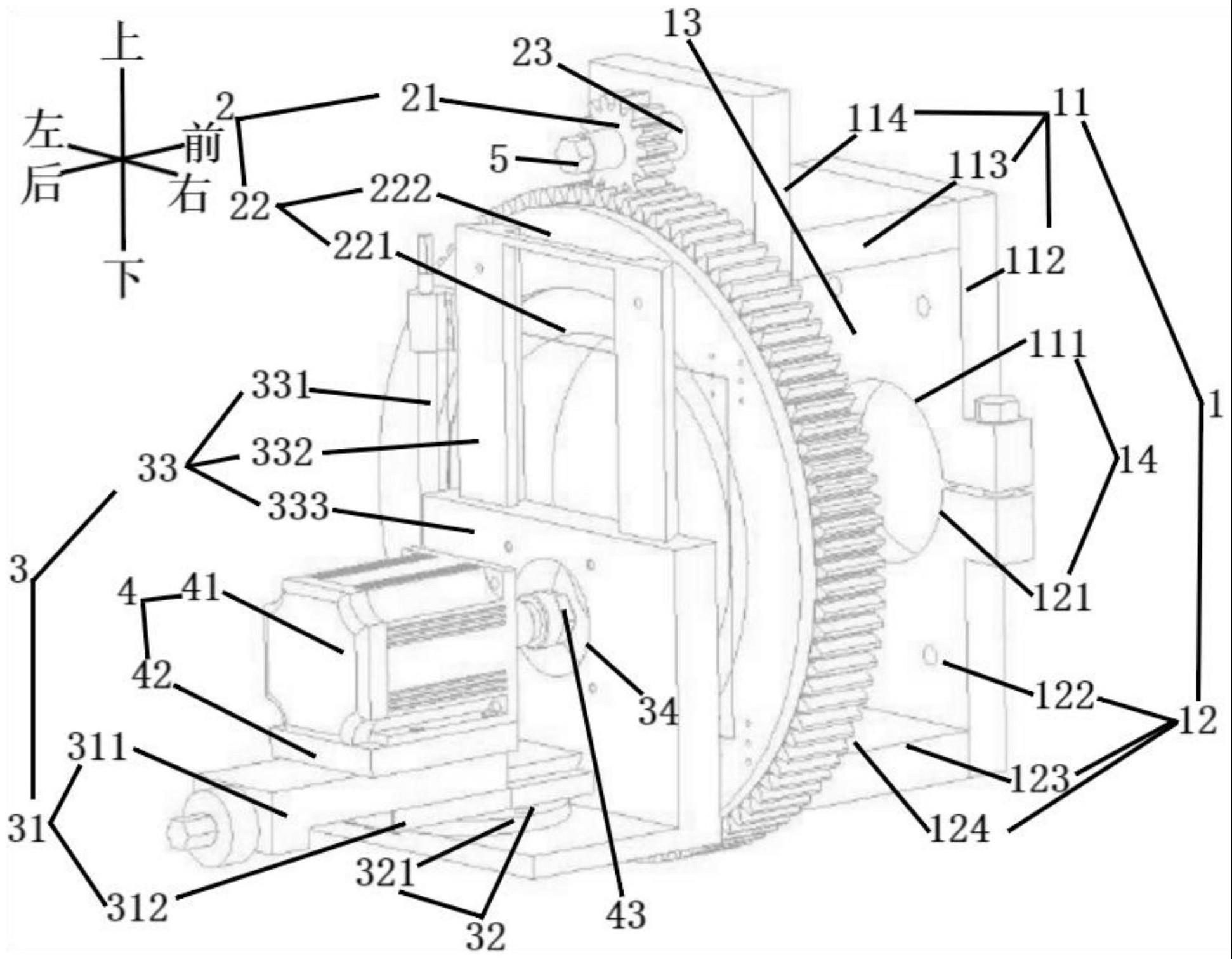
3、本发明涉及的一种便携式法兰面涂层后处理加工装置及方法,所述一种便携式法兰面涂层后处理加工装置,包括夹持装置、传动装置、轴向位移装置和打磨装置,夹持装置通过传动装置与轴向位移装置连接,轴向位移装置与打磨装置连接,轴向位移装置包括轴孔,打磨装置包括磨头,在轴向位移装置的作用下,磨头以能够活动的方式贯穿设置在轴孔内,通过传动装置带动轴向位移装置运动,进而带动打磨装置对法兰面涂层进行后处理加工。
4、进一步,夹持装置包括夹持一装置和夹持二装置,夹持一装置一端与夹持二装置连接,夹持一装置另一端与传动装置连接,夹持二装置远离夹持一装置的一端与传动装置连接,夹持一装置和夹持二装置之间形成腔体,用于固定待加工工件。
5、进一步,夹持一装置包括第一半圆孔,夹持二装置包括第二半圆孔,在夹持一装置和夹持二装置连接后,第一半圆孔和第二半圆孔之间形成圆孔。
6、进一步,传动装置包括旋转一齿轮和旋转二齿轮,旋转一齿轮内侧通过连接件与夹持一装置连接,旋转一齿轮外侧与旋转二齿轮外侧啮合连接,旋转二齿轮一侧通过连接件与夹持装置连接,旋转二齿轮远离夹持装置的一侧与轴向位移装置连接。
7、进一步,轴向位移装置包括x轴组件、y轴组件和z轴组件,z轴组件一端与旋转二齿轮远离夹持装置的一侧连接,z轴组件另一端通过y轴组件与x轴组件连接,x轴组件远离y轴组件一侧与打磨装置连接。
8、进一步,x轴组件包括x轴滑块和x轴滑台,x轴滑块一侧与打磨装置连接,x轴滑块远离打磨装置的一侧以能够前后滑动的方式设置在x轴滑台上,x轴滑台远离x轴滑块的一侧与y轴组件连接。
9、进一步,y轴组件包括y轴转盘和转轴,y轴转盘内侧通过转轴以能够转动的方式与z轴组件连接,y轴转盘远离z轴组件的一侧与x轴滑台连接。
10、进一步,z轴组件包括z轴丝杠、z轴滑轨和z轴底座,z轴丝杠、z轴滑轨均分别与旋转二齿轮、z轴底座连接,在z轴丝杠的作用下,z轴底座以能够上下滑动的方式设置在z轴滑轨外侧,轴孔设置在z轴滑轨上。
11、进一步,打磨装置包括伺服电机和电机基座,伺服电机输出轴贯穿设置在轴孔内,伺服电机通过电机基座与x轴滑块连接,伺服电机输出轴上设置磨头,用于打磨待加工工件。
12、一种便携式法兰面涂层后处理加工方法,所述方法采用所述的一种便携式法兰面涂层后处理加工装置,所述方法包括以下步骤:
13、步骤一、根据待加工工件的尺寸规格,设置夹持一装置和夹持二装置的尺寸和规格,并制备夹持一装置和夹持二装置;
14、步骤二、对待加工工件进行后处理加工前的涂层检测,并计算涂层后处理的最大加工量;
15、步骤三、搭建便携式加工装置,并进行工装找正;
16、步骤四、对待加工工件进行涂层后处理加工;
17、步骤五、对加工完成的装置进行表面清理,以及加工后检测,检测合格,则完成待加工工件的涂层后处理加工,检测不合格,返回步骤四。
18、相对于现有技术,本发明所述的一种便携式法兰面涂层后处理加工装置及方法,具有以下有益效果:
19、通过所述装置及方法,能够有效的实现法兰面金属、陶瓷等无机涂层的现场加工,使工件尺寸精度及涂层性能达到使用需求,提高加工装置的便携性,增加装置设置的灵活性,降低现场法兰涂层后处理加工装置的复杂度,以及减小装置加工的复杂度,提高加工效率,降低加工成本,简化加工的工艺流程,提升加工后产品的质量,且该加工方法还具有操作简易,工艺流程短、自动化程度高、成本低的优势;现场加工后的涂层具有厚度均匀,性能可靠,粗糙度低、密封性能优异的优点,可满足实际生产需求;此外,通过对现有加工设备进行优化,所发明的一种能够满足施工现场便携式法兰面涂层后处理加工装置及方法,是推广热喷涂、激光熔覆应用范围,提高工艺便捷性的有效手段。
- 还没有人留言评论。精彩留言会获得点赞!