一种多媒体用超深冲热镀锌钢板及其生产方法与流程
本发明属于冷轧板带生产,具体涉及一种多媒体用超深冲热镀锌钢板及其生产方法,特别适用于采用卧式连续退火炉生产的一种具有良好平面胀形性能的多媒体背板专用的超深冲热镀锌钢板的方法。
背景技术:
1、随着家电市场对大屏幕和超大屏幕电视机需要求的日益旺盛,大尺寸的多媒体背板的成形就一直存在很大的成形缺陷问题。此外,随着市场下行和竞争加剧,电视背板的减薄轻量化也势在必行。市场和设计的双重要求对大尺寸电视背板的成形要求特别高,普通深冲热镀锌钢板难以满足家电客户的正常生产需求。
技术实现思路
1、为了克服上述现有技术存在的缺陷,本发明通过对热镀锌钢板的成分定量化设计,结合对热轧、冷轧及退火工艺的控制,从而显著降低了热镀锌钢板生产工艺的实施难度和生产成本,并得到一种多媒体专用、表面质量优良、成形性能优异的热镀锌钢板。
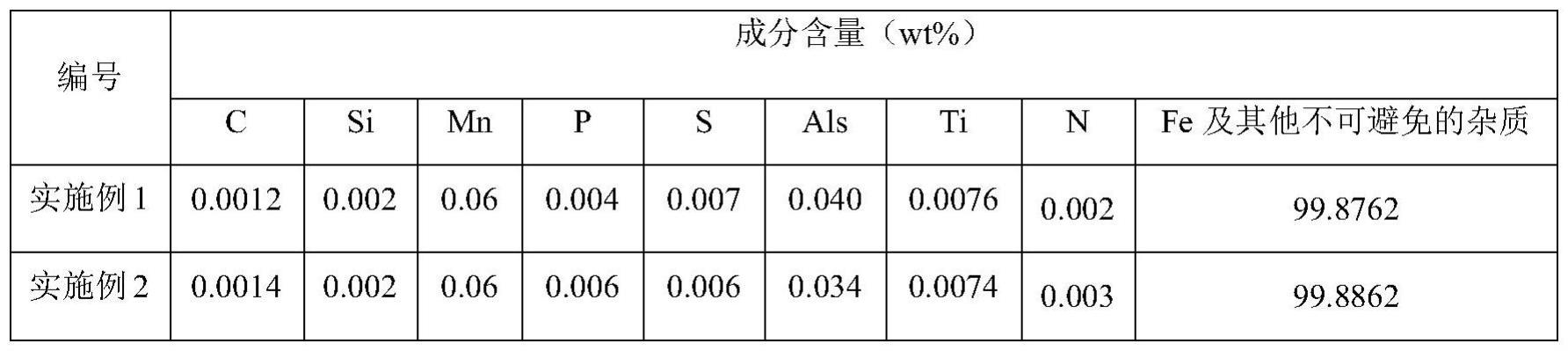
2、为了实现上述发明目的,本发明提供了一种多媒体用超深冲热镀锌钢板,所述超深冲热镀锌钢板的化学成分质量百分含量为:c≤0.0020%,si≤0.01%,mn≤0.10%,p≤0.020%,s≤0.010%,als:0.010~0.080%,n≤0.005%,其余元素是fe及不可避免的杂质。
3、所述超深冲热镀锌钢板的力学性能为:屈服强度为140~180mpa,抗拉强度为260~330mpa,n90≥0.24,r90≥3.0,a80≥47.5%。
4、一种上述的多媒体用超深冲热镀锌钢板的生产方法,所述方法包括以下步骤:将钢水经冶炼-连铸-热轧-冷轧-退火-热镀锌工序后,得到热镀锌钢板;所述热轧工序包括加热、除磷、粗轧、精轧、层流冷却和卷取工序。
5、上述热镀锌钢板的生产方法中,进一步的,所述钢水冶炼工序包括钢水脱硫、转炉冶炼、lf炉ca处理,rh脱碳。
6、上述热镀锌钢板的生产方法中,进一步的,所述钢水经连铸形成厚度为200mm的连铸坯,粗轧后得到的中间板坯厚度为37mm~43mm。
7、上述热镀锌钢板的生产方法中,进一步的,所述热轧工序的加热在加热炉中进行,加热工艺为:装炉后随炉升温到1200℃~1270℃。
8、上述热镀锌钢板的生产方法中,进一步的,所述精轧工序的终轧温度为900~960℃。
9、上述热镀锌钢板的生产方法中,进一步的,所述精轧后空冷15~25s后,再采用水冷方式冷却到690~750℃后进行卷取,卷取的方式采用无芯移送热卷箱卷取。
10、上述热镀锌钢板的生产方法中,进一步的,所述冷轧压下率为70~80%
11、上述热镀锌钢板的生产方法中,进一步的,镀锌时,所述退火均热温度为830~880℃,均热时间为6h,光整延伸率为0.3~0.7%。
12、上述热镀锌钢板的生产方法中,进一步的,为了保证热镀锌板的n值和r值,需使用卧式退火机组,且使用低张力生产。立式连退机在生产过程中由于重力的作用使得钢板生产中的加工硬化,大张力的副作用也是如此;这两种副作用导致镀锌板的n值过低,r值过低,且各向异性较大;通过使用本发明技术方案能够优化该缺陷。
13、与现有技术相比,本发明的有益效果:
14、①本发明形成了在连续退火机组上生产一种具有良好平面胀形性能的多媒体背板专用的超深冲热镀锌钢的方法。
15、②本发明生产的多媒体背板专用的超深冲热镀锌钢板充分利用连续退火机组的特点,其冶炼成本较低,生产出的产品表面质量优良,成形性能优良,具有较高的n值和r值,具有良好的经济效益。
16、③本发明生产的多媒体背板专用的超深冲热镀锌钢板具有成形性能优良的特点,在生产形貌复杂的多媒体背板时,材料能够满足背板零件凸台胀形对n值和r值的高要求,也能满足背板零件侧壁对平面应变对材料均匀性的要求,能够有效的降低该类零件的开裂率,提高生产效率。
技术特征:
1.一种多媒体用超深冲热镀锌钢板,其特征在于,所述超深冲热镀锌钢板的化学成分质量百分含量为:c≤0.0020%,si≤0.01%,mn≤0.10%,p≤0.020%,s≤0.010%,als:0.010~0.080%,n≤0.005%,其余元素是fe及不可避免的杂质。
2.根据权利要求1所述一种多媒体用超深冲热镀锌钢板,其特征在于,所述超深冲热镀锌钢板的力学性能为:屈服强度为140~180mpa,抗拉强度为260~330mpa,n90≥0.24,r90≥3.0,a80≥47.5%。
3.一种如权利要求1-2中任一项所述的多媒体用超深冲热镀锌钢板的生产方法,其特征在于,所述方法包括以下步骤:将钢水经冶炼-连铸-热轧-冷轧-退火-热镀锌工序后,得到热镀锌钢板;所述热轧工序包括加热、除磷、粗轧、精轧、层流冷却和卷取工序。
4.根据权利要求3所述的方法,其特征在于,所述钢水冶炼工序包括钢水脱硫、转炉冶炼、lf炉ca处理,rh脱碳。
5.根据权利要求3所述的方法,其特征在于,所述钢水经连铸形成厚度为200mm的连铸坯,粗轧后得到的中间板坯厚度为37mm~43mm。
6.根据权利要求3所述的方法,其特征在于,所述热轧工序的加热在加热炉中进行,加热工艺为:装炉后随炉升温到1200℃~1270℃。
7.根据权利要求3所述的方法,其特征在于,所述精轧工序的终轧温度为900~960℃;所述精轧后空冷15~25s后,再采用水冷方式冷却到690~750℃后进行卷取,卷取的方式采用无芯移送热卷箱卷取。
8.根据权利要求3所述的方法,其特征在于,所述冷轧压下率为70~80%。
9.根据权利要求3所述的方法,其特征在于,所述镀锌时,退火均热温度为830~880℃,均热时间为6h,光整延伸率为0.3~0.7%。
10.根据权利要求3所述的方法,其特征在于,所述方法使用卧式退火机组,且使用低张力生产。
技术总结
本发明公开了一种多媒体用超深冲热镀锌钢板及其生产方法,形成了在连续退火机组上生产具有良好平面胀形性能的多媒体背板专用的超深冲热镀锌钢的方法;解决了多媒体家电背板冲压成形过程开裂缺陷过高的问题。生产的多媒体用超深冲热镀锌钢充分利用连续退火机组的特点,其冶炼成本较低,生产出的产品屈强比低,成形性能好,表面质量优良,具有较高的n值和r值和良好的经济效益;生产的多媒体用超深冲热镀锌钢板在生产形貌复杂的多媒体背板时,材料能够满足背板零件凸台胀形对n值和r值的高要求,也能满足背板零件侧壁对平面应变对材料均匀性的要求,能够有效的降低该类零件的开裂率,提高生产效率;具有广泛推广应用价值和良好的市场前景。
技术研发人员:靳阳,胡晓,尹晶晶,王亮赟,郑昊青,王敏莉
受保护的技术使用者:攀钢集团攀枝花钢铁研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!