一种在线无损测量面研磨加工磨削厚度的检测方法与流程
本发明涉及玻璃基板厚度检测,具体涉及一种在线无损测量面研磨加工磨削厚度的检测方法。
背景技术:
1、在玻璃基板面研磨加工的过程中,需要检测面研磨的磨削量,现有的有两种检测方法分别为失重法和台阶法,下面分别阐述两种方法的实验过程:
2、失重法:先称取研磨前玻璃基板重量为m0,然后对玻璃基板进行面研磨加工,称取研磨后玻璃基板重量为m1。研磨前玻璃基板重量m0减去研磨后玻璃基板重量为m1得到研磨去除量mp,研磨时间为t,研磨加工表面积为s,研磨基板玻璃密度为ρ,根据公式δh=(m0-m1)/(s*ρ)可计算出磨削厚度δh。
3、台阶法:先采用耐磨材料覆盖玻璃基板部分区域,然后对玻璃基板进行面研磨加工,加工完成后去除耐磨材料,采用表面形貌仪或三坐标法测量玻璃基板厚度,耐磨材料覆盖区域玻璃厚度为h0,未覆盖区域厚度为h1,根据公式δh=h0-h1可计算得出磨削厚度δh。
4、但是,从以上所述实验过程可知,失重法需离线称量玻璃基板重量,如果其应用于高世代基板测量,受限于称量天平的尺寸,需对玻璃基板进行裁切后称量,因此该方法仅适用于小尺寸基板玻璃测试磨削厚度。台阶法需在玻璃表面做标记,且标记区域因耐磨材料覆盖未研磨加工,如此会导致样品玻璃报废,且需离线采用表面形貌仪或三坐标测量玻璃基板厚度,受限于表面形貌仪或三坐标测量平台尺寸,测量过程需对玻璃基板进行裁切后测量。
5、综上所述,现有的两种玻璃基板面研磨加工磨削厚度检测方法(失重法和台阶法),均需对玻璃进行破坏性试验,不适用于大尺寸基板玻璃面研磨厚度的检测,且离线测量过程耗时费力,检测效率低。
技术实现思路
1、本发明所解决的技术问题为:现有的玻璃基板面研磨加工磨削厚度检测方法(失重法和台阶法),均需对玻璃进行破坏性试验,不适用于大尺寸基板玻璃面研磨厚度的检测,且离线测量过程耗时费力,检测效率低。
2、本发明的目的可以通过以下技术方案实现:
3、一种在线无损测量面研磨加工磨削厚度的检测方法,包括如下步骤:
4、定制、安装激光同轴位移计,激光同轴位移计的测厚探头朝向玻璃基板的方向;
5、规划激光同轴位移计的取样点位和数据计算模型;
6、激光同轴位移计实时检测玻璃基板厚度数据并上传检测数据给上位机;
7、上位机根据接收的检测数据,计算得出面研磨加工磨削厚度tpm;
8、在已知面研磨加工时间t的情况下,根据rr=tpm/t计算得出面研磨加工速率rr。
9、作为本发明进一步的方案:激光同轴位移计取样点位的规划方法如下:
10、将基板玻璃沿短边方向均匀划分为m个分区,沿玻璃长边方向均匀划分n个分区,测量每个区块中心点的玻璃厚度,取样点数为m线*n点,多点测量后取平均值得出面研磨加工磨削厚度tpm。
11、作为本发明进一步的方案:沿垂直与玻璃流向的方向均布m个同轴测厚探头,且多个同轴测厚探头的组成的连线与玻璃基板平行。
12、作为本发明进一步的方案:m=7,n=21。
13、作为本发明进一步的方案:面研磨前厚度测量和面研磨后厚度测量的测量取样点位重叠。
14、作为本发明进一步的方案:所述激光同轴位移计包括面研磨前激光同轴位移计和面研磨后激光同轴位移计。
15、作为本发明进一步的方案:所述激光同轴位移计的测厚探头的光源为多色光源。
16、根据本发明的一种在线无损测量面研磨加工磨削厚度的检测方法,至少具有如下技术效果之一:
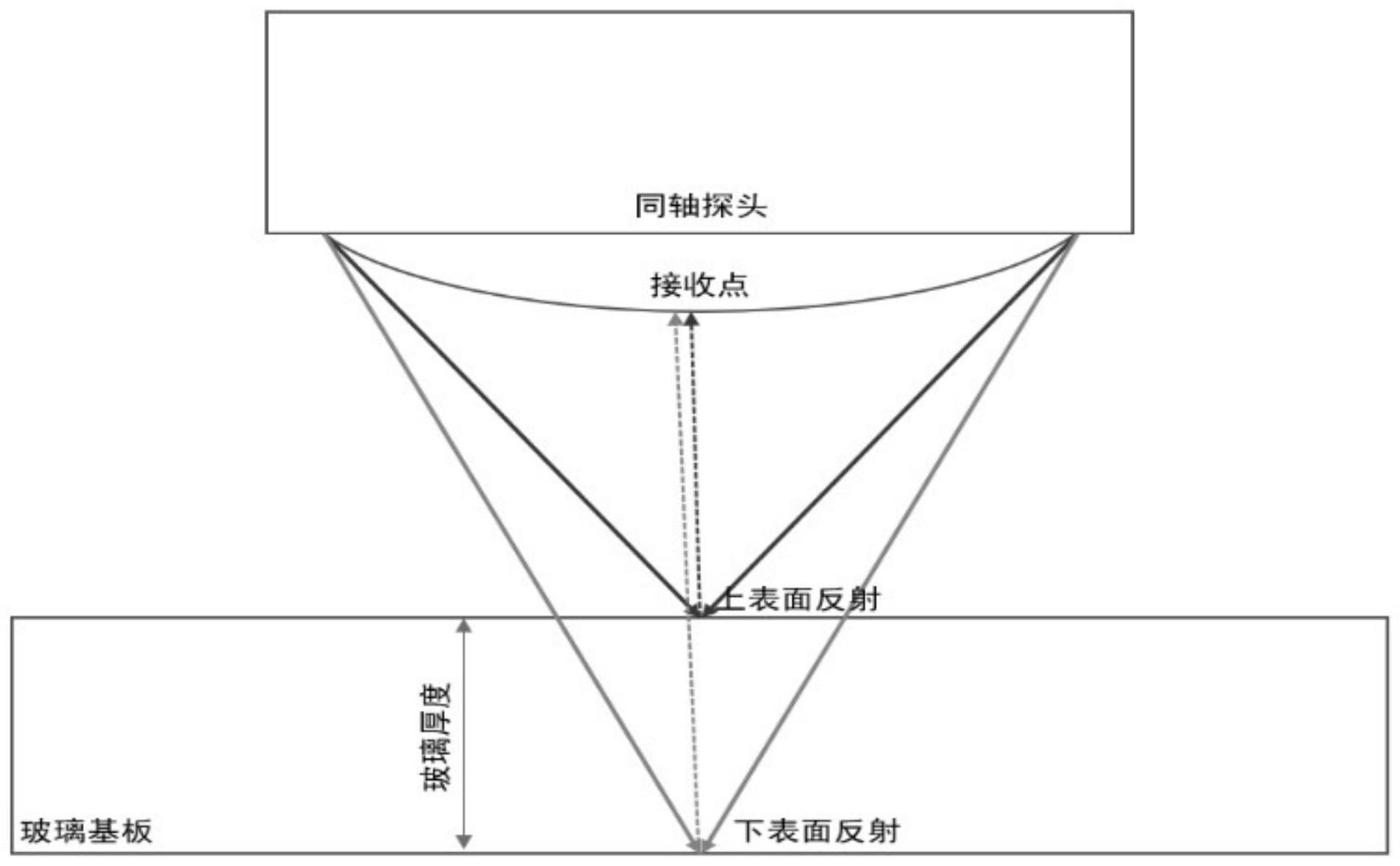
17、(1)采用光学同轴测厚探头在线实时测量研磨前和研磨后玻璃基板厚度,上下两个表面之差为玻璃基板的厚度,可以避免玻璃传动抖动导致的测试误差,实现高精度高稳定厚度测量。可在线无损测量玻璃基板厚度尺寸以及磨削厚度数据,解决现有检测方法需要离线测量,效率较低,且对于大型基板玻璃需要破坏性试验的问题。
18、(2)采用光学同轴探头在线实时测量研磨前和研磨后玻璃基板厚度,由于其光源为锥形,可避免玻璃表面不平整导致的测试误差,实现高可靠性厚度测量。
19、(3)研磨前和研磨后玻璃基板测量点位相同可以避免点位不同导致测量误差。
20、(4)多线多点测量取平均值,有效提高准确度;同时可根据工艺需求分区、分线计算磨削厚度;将玻璃基板进行分区并定义id,当某一位置数据明显异常时,可以快速、准确定位到问题区域,并制定处理决策。
21、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:
1.一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,激光同轴位移计取样点位的规划方法如下:
3.根据权利要求2所述的一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,沿垂直与玻璃流向的方向均布m个同轴测厚探头,且多个同轴测厚探头的组成的连线与玻璃基板平行。
4.根据权利要求3所述的一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,m=7,n=21。
5.根据权利要求4所述的一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,面研磨前厚度测量和面研磨后厚度测量的测量取样点位重叠。
6.根据权利要求5所述的一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,所述激光同轴位移计包括面研磨前激光同轴位移计和面研磨后激光同轴位移计。
7.根据权利要求6所述的一种在线无损测量面研磨加工磨削厚度的检测方法,其特征在于,所述激光同轴位移计的测厚探头的光源为多色光源。
技术总结
本发明公开了一种在线无损测量面研磨加工磨削厚度的检测方法,包括如下步骤:定制、安装激光同轴位移计;规划激光同轴位移计的取样点位和数据计算模型;激光同轴位移计实时检测玻璃基板厚度数据并上传检测数据给上位机;上位机根据接收的检测数据,计算得出面研磨加工磨削厚度T<subgt;pm</subgt;。采用光学同轴测厚探头在线实时测量研磨前和研磨后玻璃基板厚度,上下两个表面之差为玻璃基板的厚度,可以避免玻璃传动抖动导致的测试误差,实现高精度高稳定厚度测量。可在线无损测量玻璃基板厚度尺寸以及磨削厚度数据,解决现有检测方法需要离线测量,效率较低,且对于大型基板玻璃需要破坏性试验的问题。
技术研发人员:张冲,曹志强,朱永迁,朱猛,詹楠,沈玉国
受保护的技术使用者:蚌埠中光电科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!