钢包预排控制方法、装置及设备与流程
本发明涉及钢包预排,尤其涉及一种钢包预排控制方法、装置及设备。
背景技术:
1、钢包为承接各类高温钢水的容器,对使用要求极为关键,特别是在面对多台连铸机连续生产的同时(普钢、优钢、特钢共存),稍有不慎就会导致钢包使用错误,造成钢水成分出现异常及穿包的风险。在炼钢生产过程中,普钢生产工艺流程:转炉→连铸,该生产工序生产过程较为简单,对钢包侵蚀最小,要求较轻;优钢和特钢生产工艺流程:转炉→精炼→(vd炉)→连铸,该生产工序错综复杂,钢种种类多变,每个系列的钢种对温度、成分要求不一,对钢包的侵蚀速度也就不同。目前,钢包烘烤及周转均为人工计算,靠工人经验对钢包进行烘烤及周转使用。
2、但是,在包括普钢、优钢和特钢共存的复杂生产过程中,操作工无法精准的判断每个钢包的上下线和烘烤时间,导致钢包的使用效率较低。
技术实现思路
1、本发明提供一种钢包预排控制方法、装置及设备,用以解决现有技术中钢包使用效率低的缺陷。
2、本发明提供一种钢包预排控制方法,包括:
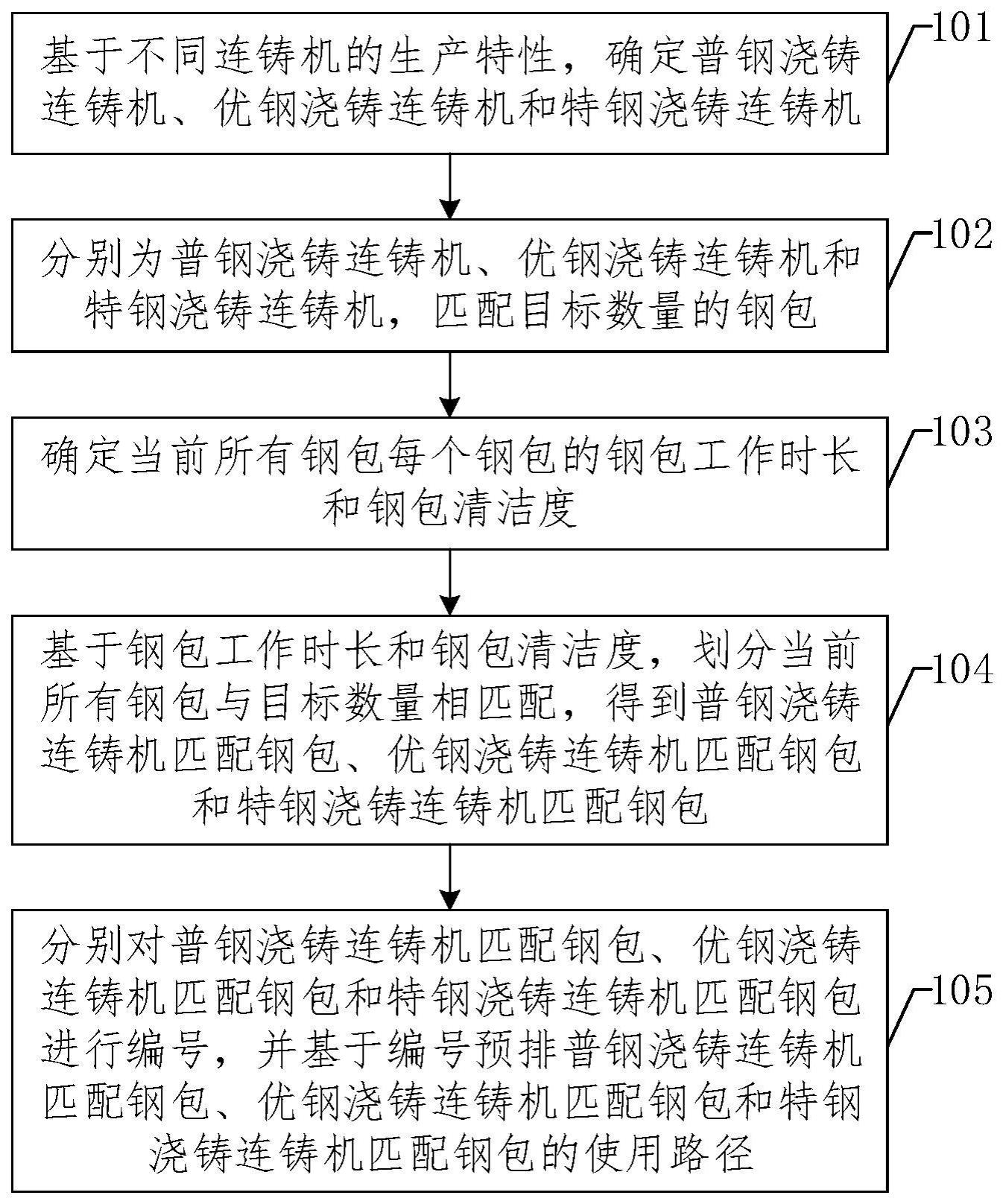
3、基于不同连铸机的生产特性,确定普钢浇铸连铸机、优钢浇铸连铸机和特钢浇铸连铸机;
4、分别为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机,匹配目标数量的钢包;
5、确定当前所有钢包每个钢包的钢包工作时长和钢包清洁度;
6、基于所述钢包工作时长和所述钢包清洁度,划分所述当前所有钢包与所述目标数量相匹配,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包;
7、分别对所述普钢浇铸连铸机匹配钢包、所述优钢浇铸连铸机匹配钢包和所述特钢浇铸连铸机匹配钢包进行编号,并基于所述编号预排所述普钢浇铸连铸机匹配钢包、所述优钢浇铸连铸机匹配钢包和所述特钢浇铸连铸机匹配钢包的使用路径。
8、根据本发明提供的一种钢包预排控制方法,所述分别为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机,匹配目标数量的钢包,包括:
9、分别确定所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机在单次工作时所需的钢水容量;
10、基于所述所需的钢水容量和钢包容量,分别为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机匹配目标数量的钢包。
11、根据本发明提供的一种钢包预排控制方法,所述确定当前所有钢包每个钢包的钢包清洁度,包括:
12、通过图像采集设备采集所述钢包内部的全景图像;
13、输入所述全景图像至清洁度检测模型,输出所述钢包的钢包清洁度,所述清洁度检测模型是基于全景图像样本和清洁度图像样本预先构建得到的。
14、根据本发明提供的一种钢包预排控制方法,所述基于所述钢包工作时长和所述钢包清洁度,划分所述当前所有钢包与所述目标数量相匹配,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包,包括:
15、基于所述钢包工作时长和钢包历史故障率,预估每个所述钢包的故障时刻;
16、分别确定所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机的所需清洁度和所需工作时长;
17、基于每个所述钢包的所述故障时刻、所述钢包清洁度、所述所需清洁度和所述所需工作时长,为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机划分所述目标数量的钢包,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包。
18、根据本发明提供的一种钢包预排控制方法,所述基于每个所述钢包的所述故障时刻、所述钢包清洁度、所述所需清洁度和所述所需工作时长,为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机划分所述目标数量的钢包,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包,包括:
19、若所述钢包未到达所述故障时刻前满足所述普钢浇铸连铸机的所需工作时长,且所述钢包清洁度满足所述普钢浇铸连铸机的所需清洁度,则划分所述钢包为普钢浇铸连铸机匹配钢包;
20、若所述钢包未到达所述故障时刻前满足所述优钢浇铸连铸机的所需工作时长,且所述钢包清洁度满足所述优钢浇铸连铸机的所需清洁度,则划分所述钢包为优钢浇铸连铸机匹配钢包;
21、若所述钢包未到达所述故障时刻前满足所述特钢浇铸连铸机的所需工作时长,且所述钢包清洁度满足所述特钢浇铸连铸机的所需清洁度,则划分所述钢包为特钢浇铸连铸机匹配钢包;
22、其中,所述特钢浇铸连铸机的所需工作时长大于所述优钢浇铸连铸机的所需工作时长,优钢浇铸连铸机的所需工作时长大于所述普钢浇铸连铸机的所需工作时长,所述特钢浇铸连铸机的所需清洁度大于所述优钢浇铸连铸机的所需清洁度,所述优钢浇铸连铸机的所需清洁度大于所述普钢浇铸连铸机的所需清洁度。
23、本发明还提供一种钢包预排控制装置,包括:
24、确定模块,用于基于不同连铸机的生产特性,确定普钢浇铸连铸机、优钢浇铸连铸机和特钢浇铸连铸机;
25、匹配模块,用于分别为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机,匹配目标数量的钢包;
26、划分模块,用于确定当前所有钢包每个钢包的钢包工作时长和钢包清洁度;基于所述钢包工作时长和所述钢包清洁度,划分所述当前所有钢包与所述目标数量相匹配,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包;
27、预排模块,用于分别对所述普钢浇铸连铸机匹配钢包、所述优钢浇铸连铸机匹配钢包和所述特钢浇铸连铸机匹配钢包进行编号,并基于所述编号预排所述普钢浇铸连铸机匹配钢包、所述优钢浇铸连铸机匹配钢包和所述特钢浇铸连铸机匹配钢包的使用路径。
28、根据本发明提供的一种钢包预排控制装置,所述匹配模块,具体用于:
29、分别确定所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机在单次工作时所需的钢水容量;
30、基于所述所需的钢水容量和钢包容量,分别为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机匹配目标数量的钢包。
31、根据本发明提供的一种钢包预排控制装置,所述划分模块,具体用于:
32、通过图像采集设备采集所述钢包内部的全景图像;
33、输入所述全景图像至清洁度检测模型,输出所述钢包的钢包清洁度,所述清洁度检测模型是基于全景图像样本和清洁度图像样本预先构建得到的。
34、根据本发明提供的一种钢包预排控制装置,所述划分模块,具体还用于:
35、基于所述钢包工作时长和钢包历史故障率,预估每个所述钢包的故障时刻;
36、分别确定所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机的所需清洁度和所需工作时长;
37、基于每个所述钢包的所述故障时刻、所述钢包清洁度、所述所需清洁度和所述所需工作时长,为所述普钢浇铸连铸机、所述优钢浇铸连铸机和所述特钢浇铸连铸机划分所述目标数量的钢包,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包。
38、本发明还提供一种电子设备,包括存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述钢包预排控制方法。
39、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,该计算机程序被处理器执行时实现如上述任一种所述钢包预排控制方法。
40、本发明还提供一种计算机程序产品,包括计算机程序,所述计算机程序被处理器执行时实现如上述任一种所述钢包预排控制方法。
41、本发明提供的一种钢包预排控制方法、装置及设备,方法包括基于不同连铸机的生产特性,确定普钢浇铸连铸机、优钢浇铸连铸机和特钢浇铸连铸机;分别为普钢浇铸连铸机、优钢浇铸连铸机和特钢浇铸连铸机,匹配目标数量的钢包;确定当前所有钢包每个钢包的钢包工作时长和钢包清洁度;基于钢包工作时长和钢包清洁度,划分当前所有钢包与目标数量相匹配,得到普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包;分别对普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包进行编号,并基于编号预排普钢浇铸连铸机匹配钢包、优钢浇铸连铸机匹配钢包和特钢浇铸连铸机匹配钢包的使用路径,采用本发明的技术方案,通过根据钢包特性与连铸机特性相匹配,保证了生产普钢、优钢和特钢相匹配的钢包,并且自动规划处钢包使用路径,有效地提升了钢包使用效率。
- 还没有人留言评论。精彩留言会获得点赞!