一种高强度TB13钛合金丝材及其制备方法与流程
本发明涉及钛合金材料,尤其涉及一种高强度tb13钛合金丝材及其制备方法。
背景技术:
1、钛合金是以钛为基础加入其他元素组成的合金。其中,钛合金tb13(ti-4al-22v)是一种β型钛合金,因其高强度和耐蚀性能备受航空航天及海洋装备领域的青睐,正在逐步代替传统的钢材。但是,受材料本身特性限制,仅仅通过成分优化和热机械处理的方式,钛合金丝材强度很难突破1200mpa。具有优良的超弹性,冷加工性。目前,采用粉末冶金的工艺制备超细晶钛合金,是一种提高材料强度的新途径。
技术实现思路
1、本发明目的在于提供一种高强度tb13钛合金丝材的制备方法,通过低温高能球磨、放电等离子烧结、热挤压成形和辊磨拉拔制备出可以突破1200mpa强度的tb13钛合金丝材。
2、为实现上述目的,本发明提供一种高强度tb13钛合金丝材的制备方法,所述方法包括:
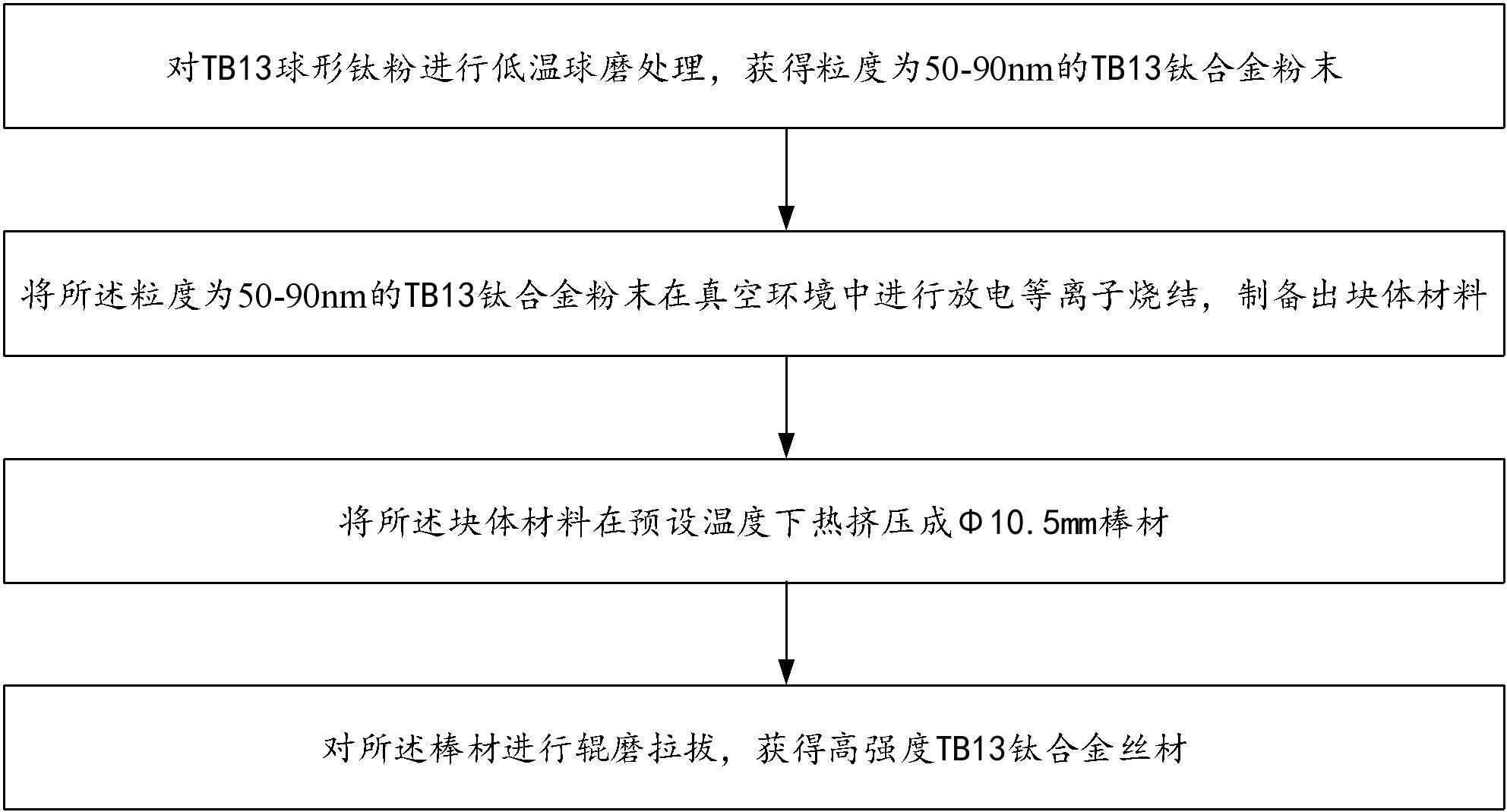
3、对tb13球形钛粉进行低温球磨处理,获得粒度为50-90nm的tb13钛合金粉末;
4、将所述粒度为50-90nm的tb13钛合金粉末在真空环境中进行放电等离子烧结,制备出块体材料;
5、将所述块体材料在预设温度下热挤压成φ10.5mm棒材;
6、对所述棒材进行辊磨拉拔,获得高强度tb13钛合金丝材。
7、可选的,利用低温八字震荡高能球磨机对tb13球形钛粉进行细化处理,所述细化处理的时间为60-80min。
8、可选的,在对tb13球形钛粉进行低温球磨处理之前,还包括:
9、在氩气保护氛围下,将所述tb13球形钛粉放置于所述低温八字震荡高能球磨机中。
10、可选的,所述真空环境的压力值≤10-1mpa。
11、可选的,烧结过程中使用的模具为石墨模具,其中,所述石墨模具的外径和内径分别为300mm和30mm。
12、可选的,烧结条件包括:烧结温度为880-950℃、烧结压力为60-80mpa、烧结时间为2min。
13、可选的,所述预设温度为930-950℃。
14、可选的,对所述φ10.5mm棒材进行辊磨拉拔,获得高强度tb13钛合金丝材,包括:
15、将所述φ10.5mm棒材形成的盘条减径至φ5.0mm;
16、拉拔道次累积4-5次进行中间品热处理退火,继续拉拔获得高强度tb13钛合金丝材。
17、可选的,将所述φ10.5mm棒材形成的盘条减径至φ5.0mm的过程中,单道次变形量为20-25%,拉拔速度1.6-2.5m/s。
18、本发明还提供一种高强度tb13钛合金丝材。
19、本发明的技术效果和优点:
20、本发明提供一种高强度tb13钛合金丝材的制备方法,所述方法包括:对tb13球形钛粉进行低温球磨处理,获得粒度为50-90nm的tb13钛合金粉末;将所述粒度为50-90nm的tb13钛合金粉末在真空环境中进行放电等离子烧结,制备出块体材料;将所述块体材料在预设温度下热挤压成φ10.5mm棒材;对所述棒材进行辊磨拉拔,获得高强度tb13钛合金丝材。
21、本发明通过低温高能球磨、放电等离子烧结、热挤压成形和辊磨拉拔制备高强度tb13钛合金丝材。其中,低温球磨降低tb13钛合金活性,避免其与球磨罐发生反应,同时,低温环境也可以增大钛合金脆性,有利于粉末的进一步细化;而且,放电等离子快速烧结避免球磨后的晶粒粗化;同时,热挤压结合辊磨拉拔工艺,制备出强度高达1210-1283mpa的tb13钛合金丝材。
22、本发明的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
技术特征:
1.一种高强度tb13钛合金丝材的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的高强度tb13钛合金丝材的制备方法,其特征在于,利用低温八字震荡高能球磨机对tb13球形钛粉进行细化处理,所述细化处理的时间为60-80min。
3.根据权利要求2所述的高强度tb13钛合金丝材的制备方法,其特征在于,在对tb13球形钛粉进行低温球磨处理之前,还包括:
4.根据权利要求1所述的高强度tb13钛合金丝材的制备方法,其特征在于,所述真空环境的压力值≤10-1mpa。
5.根据权利要求1所述的高强度tb13钛合金丝材的制备方法,其特征在于,烧结过程中使用的模具为石墨模具,其中,所述石墨模具的外径和内径分别为300mm和30mm。
6.根据权利要求1所述的高强度tb13钛合金丝材的制备方法,其特征在于,烧结条件包括:烧结温度为880-950℃、烧结压力为60-80mpa、烧结时间为2min。
7.根据权利要求1所述的高强度tb13钛合金丝材的制备方法,其特征在于,所述预设温度为930-950℃。
8.根据权利要求1所述的高强度tb13钛合金丝材的制备方法,其特征在于,对所述φ10.5mm棒材进行辊磨拉拔,获得高强度tb13钛合金丝材,包括:
9.根据权利要求8所述的高强度tb13钛合金丝材的制备方法,其特征在于,将所述φ10.5mm棒材形成的盘条减径至φ5.0mm的过程中,单道次变形量为20-25%,拉拔速度1.6-2.5m/s。
10.基于权利要求1-9任一项方法制备的高强度tb13钛合金丝材。
技术总结
本发明提供一种高强度TB13钛合金丝材及其制备方法,涉及钛合金材料技术领域,所述方法包括:对TB13球形钛粉进行低温球磨处理,获得粒度为50‑90nm的TB13钛合金粉末;将所述粒度为50‑90nm的TB13钛合金粉末在真空环境中进行放电等离子烧结,制备出块体材料;将所述块体材料在预设温度下热挤压成Φ10.5mm棒材;对所述棒材进行辊磨拉拔,获得高强度TB13钛合金丝材。本发明中的低温球磨降低TB13钛合金活性,避免其与球磨罐发生反应,同时,低温环境也可以增大钛合金脆性,有利于粉末的进一步细化;而且,放电等离子快速烧结避免球磨后的晶粒粗化。
技术研发人员:孙思博,冯兆龙,王泽龙,刘正林
受保护的技术使用者:成都先进金属材料产业技术研究院股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!