一种高炉下配罐方法、装置、电子设备及存储介质与流程
本发明涉及冶金自动控制,具体而言,涉及一种高炉下配罐方法、装置、电子设备及存储介质。
背景技术:
1、在高炉生产过程中,不仅需要始终有足量的罐车位于高炉出铁口下接受铁水,保证生产安全,而且还需要及时将完成受铁的罐车调度至钢铁厂,避免铁水温度降幅过大影响后续铁水处理。
2、基于此要求,通常由高炉工作人员根据出铁口的开堵口计划以及当前开口的出铁口出铁情况,向钢铁厂的运输部发起送罐申请或罐车受满铁的走罐申请,使运输部制定罐车调度计划,调度罐车送罐或走罐。而在罐车调度过程中,高炉工作人员仍需要对高炉出铁情况和任务执行情况进行监控和反馈,及时发现和解决问题,随时修改罐车调度计划,以保证罐车调度过程的稳定和可靠。
3、考虑到不同钢铁厂制定的罐车调度计划有所不同,罐车调度计划是综合现场的出铁口流速、罐车重量等信息制定的,以及罐车调度难度随钢铁厂规模扩大罐车数量增多而加大,仅依赖于人工经验修改罐车调度计划进行罐车调度,难以有效保证生产安全和铁水质量。
技术实现思路
1、本发明实施例的目的在于提供一种高炉下配罐方法、装置、电子设备及存储介质,用以实现自动对高炉下的罐车进行动态分配,有效保证生产安全和铁水质量的技术效果。
2、第一方面,本发明实施例提供一种高炉下配罐方法,包括:
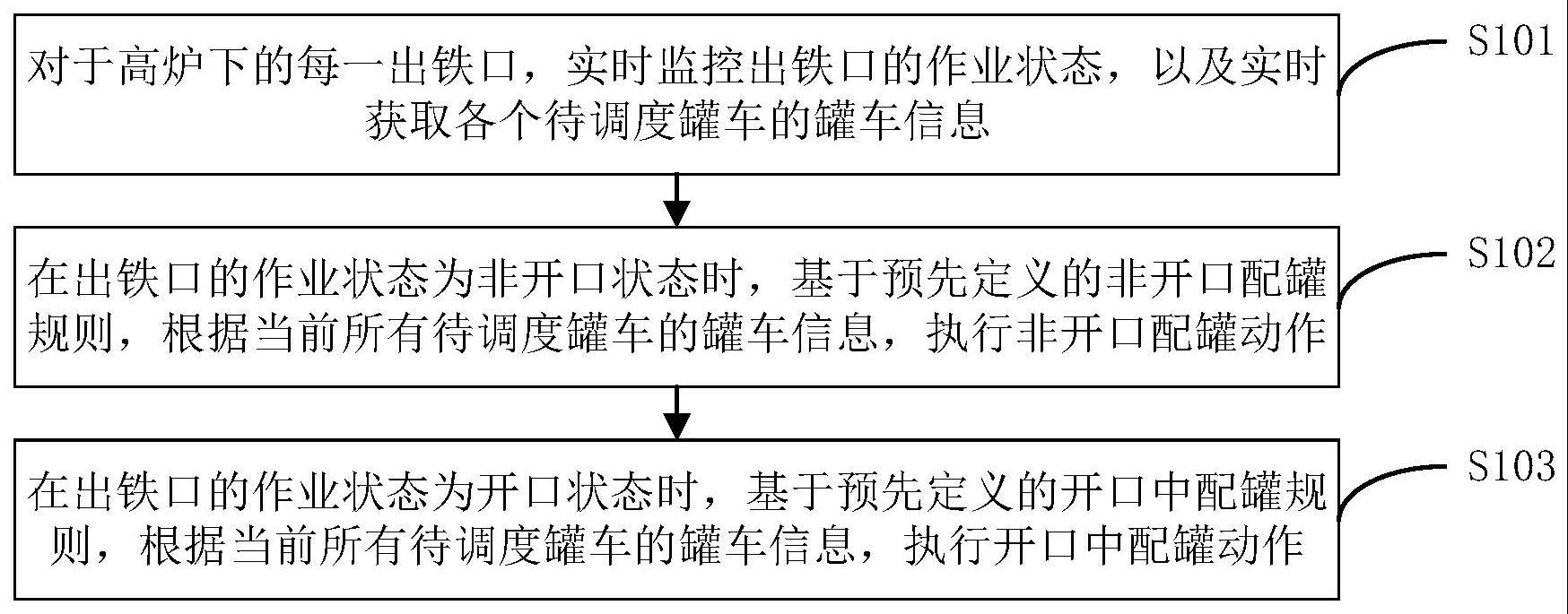
3、对于高炉下的每一出铁口,实时监控所述出铁口的作业状态,以及实时获取各个待调度罐车的罐车信息;
4、在所述出铁口的作业状态为非开口状态时,基于预先定义的非开口配罐规则,根据当前所有所述待调度罐车的罐车信息,执行非开口配罐动作;
5、在所述出铁口的作业状态为开口状态时,基于预先定义的开口中配罐规则,根据当前所有所述待调度罐车的罐车信息,执行开口中配罐动作。
6、在上述实现过程中,通过在高炉任一出铁口处于非开口状态时基于预先定义的非开口配罐规则执行非开口配罐动作,在高炉任一出铁口处于开口状态时基于预先定义的开口中配罐规则执行开口中配罐动作,能够自动对高炉下的罐车进行动态分配,有效保证生产安全和铁水质量。
7、进一步地,所述在所述出铁口的作业状态为非开口状态时,基于预先定义的非开口配罐规则,根据当前所有所述待调度罐车的罐车信息,执行非开口配罐动作,具体包括:
8、在所述出铁口的作业状态为堵口状态时,基于预先定义的堵口配罐规则,根据当前所有所述待调度罐车的罐车信息,执行堵口配罐动作;
9、在所述出铁口的作业状态为休止状态时,基于预先定义的休止配罐规则,根据当前所有所述待调度罐车的罐车信息,执行休止配罐动作;
10、在所述出铁口的作业状态为堵口状态或休止状态时,基于预先定义的开口前配罐规则,根据当前所有所述待调度罐车的罐车信息,执行开口前配罐动作。
11、在上述实现过程中,通过在高炉任一出铁口处于堵口状态时,基于预先定义的堵口配罐规则执行堵口配罐动作,在高炉任一出铁口处于休止状态时,基于预先定义的休止配罐规则执行休止配罐动作,以及在高炉任一出铁口处于堵口状态或休止状态时,基于预先定义的开口前配罐规则执行开口前配罐规则,能够自动对高炉下的罐车进行动态分配,有效保证生产安全。
12、进一步地,所述在所述出铁口的作业状态为堵口状态时,基于预先定义的堵口配罐规则,根据当前所有所述待调度罐车的罐车信息,执行堵口配罐动作,具体包括:
13、在所述出铁口的作业状态为堵口状态时,基于所述堵口配罐规则确定所述出铁口下各条运输线路所需的罐车数量;
14、根据当前所有所述待调度罐车的罐车信息,针对各条所述运输线路从所有所述待调度罐车中选择对应数量的待调度罐车作为待受铁罐车,得到各个堵口配罐罐车集合;
15、将各个所述堵口配罐罐车集合中的所有待受铁罐车对应调度至各条所述运输线路。
16、在上述实现过程中,通过在高炉任一出铁口处于堵口状态时,基于预先定义的堵口配罐规则,针对各条运输线路从所有待调度罐车中选择对应数量的待调度罐车作为待受铁罐车调度至各条运输线路,能够进一步保证生产安全。
17、进一步地,所述在所述出铁口的作业状态为休止状态时,基于预先定义的休止配罐规则,根据当前所有所述待调度罐车的罐车信息,执行休止配罐动作,具体包括:
18、在所述出铁口的作业状态为休止状态时,基于所述休止配罐规则确定所述出铁口下各条运输线路所需的罐车数量;
19、根据当前所有所述待调度罐车的罐车信息,针对各条所述运输线路从所有所述待调度罐车中选择对应数量的待调度罐车作为待受铁罐车,得到各个休止配罐罐车集合;
20、将各个所述休止配罐罐车集合中的所有待受铁罐车对应调度至各条所述运输线路。
21、在上述实现过程中,通过在高炉任一出铁口处于休止状态时,基于预先定义的休止配罐规则,针对各条运输线路从所有待调度罐车中选择对应数量的待调度罐车作为待受铁罐车调度至各条运输线路,能够进一步保证生产安全。
22、进一步地,所述在所述出铁口的作业状态为堵口状态或休止状态时,基于预先定义的开口前配罐规则,根据当前所有所述待调度罐车的罐车信息,执行开口前配罐动作,具体包括:
23、在所述出铁口的作业状态为堵口状态或休止状态时,获取所述出铁口的计划开口时间;
24、基于所述开口前配罐规则,根据所述计划开口时间确定开口前配罐时间,以及确定所述出铁口下各条运输线路所需的罐车数量;
25、当所述开口前配罐时间到来时,根据当前所有所述待调度罐车的罐车信息,针对各条所述运输线路从所有所述待调度罐车中选择对应数量的待调度罐车作为待受铁罐车,得到各个开口前配罐罐车集合;
26、将各个所述开口前配罐罐车集合中的所有待受铁罐车对应调度至各条所述运输线路。
27、在上述实现过程中,通过在高炉任一出铁口处于堵口状态或休止状态时,基于预先定义的开口前配罐规则,在开口前配罐时间到来时,针对各条运输线路从所有待调度罐车中选择对应数量的待调度罐车作为待受铁罐车调度至各条运输线路,能够进一步保证生产安全。
28、进一步地,所述在所述出铁口的作业状态为开口状态时,基于预先定义的开口中配罐规则,根据当前所有所述待调度罐车的罐车信息,执行开口中配罐动作,具体包括:
29、在所述出铁口的作业状态为开口状态时,根据所述出铁口的罐车受铁模式,持续监测所述出铁口下当前受铁罐车的受铁进度;
30、当所述当前受铁罐车开始受铁时,基于预先定义的空罐预配罐规则,根据当前所有所述待调度罐车的罐车信息,执行空罐预配罐动作;
31、当所述当前受铁罐车结束受铁且变为重罐时,基于预先定义的重罐预配罐规则,执行重罐预配罐动作;
32、当所述当前受铁罐车结束受铁且变为重罐时,基于预先定义的空罐补罐规则,执行空罐补罐动作;
33、当所述当前受铁罐车结束受铁且变为重罐时,根据所述出铁口的罐车受铁模式,从所述出铁口下各条运输线路上的所有待受铁罐车中选择下一受铁罐车进行受铁。
34、在上述实现过程中,通过在出铁口处于开口状态时,根据当前受铁罐车的受铁进度动态执行罐车分配动作,开始受铁时触发执行空罐预配罐动作,结束受铁且变为重罐时执行重罐预配罐动作、空罐补罐动作和下一受铁罐车对位动作,能够进一步保证生产安全和铁水质量。
35、进一步地,所述当所述当前受铁罐车开始受铁时,基于预先定义的空罐预配罐规则,根据当前所有所述待调度罐车的罐车信息,执行空罐预配罐动作,具体包括:
36、当所述当前受铁罐车开始受铁时,基于所述空罐预配罐规则,根据所述出铁口的罐车受铁模式,确定所述出铁口下的计划走空线路和所述计划走空线路所需的罐车数量;
37、根据当前所有所述待调度罐车的罐车信息,针对所述计划走空线路从所有所述待调度罐车中选择对应数量的待调度罐车作为补充罐车;
38、将所有所述补充罐车调度至靠近所述计划走空线路的补罐等待区域。
39、在上述实现过程中,通过在出铁口处于开口状态时,根据当前受铁罐车的受铁进度动态执行罐车分配动作,开始受铁时触发执行空罐预配罐动作,能够进一步保证生产安全。
40、进一步地,所述当所述当前受铁罐车结束受铁且变为重罐时,基于预先定义的重罐预配罐规则,执行重罐预配罐动作,具体包括:
41、当所述当前受铁罐车结束受铁且变为重罐时,基于所述重罐预配罐规则,确定重罐运输方式;
42、若所述重罐运输方式为组合运输方式,则将所述当前受铁罐车调度至运输等待区域,并在有预设数量的所述下一受铁罐车结束受铁且变为重罐后,将所述当前受铁罐车和所有所述下一受铁罐车组合调度至炼钢作业区域;
43、若所述重罐运输方式是独立运输方式,则将所述当前受铁罐车单独调度至所述炼钢作业区域。
44、在上述实现过程中,通过在出铁口处于开口状态时,根据当前受铁罐车的受铁进度动态执行罐车分配动作,结束受铁且变为重罐时执行重罐预配罐动作,能够进一步保证生产安全和铁水质量。
45、进一步地,所述当所述当前受铁罐车结束受铁且变为重罐时,基于预先定义的空罐补罐规则,执行空罐补罐动作,具体包括:
46、当将所述当前受铁罐车和所有所述下一受铁罐车组合调度至炼钢作业区域,或者将所述当前受铁罐车单独调度至所述炼钢作业区域时,根据所述空罐补罐规则,确定补罐线路和补罐数量,将所述补罐等待区域上所述补罐数量的补充罐车调度至所述补罐线路。
47、在上述实现过程中,通过在出铁口处于开口状态时,根据当前受铁罐车的受铁进度动态执行罐车分配动作,结束受铁且变为重罐被拉走时执行空罐补罐动作,能够进一步保证生产安全。
48、进一步地,所述当所述当前受铁罐车结束受铁且变为重罐时,根据所述出铁口的罐车受铁模式,从所述出铁口下各条运输线路上的所有待受铁罐车中选择下一受铁罐车进行受铁,具体包括:
49、当所述当前受铁罐车结束受铁且变为重罐时,确定所述出铁口的罐车受铁模式;
50、若所述出铁口的罐车受铁模式为过渡模式,且所述当前受铁罐车所在的运输线路的线路类型为主线时,将所述当前受铁罐车所在运输线路上的首个待受铁罐车作为所述下一受铁罐车对位在所述出铁口下,并在对位过程中将所述出铁口的摆嘴摆向过渡罐车进行临时受铁;其中,所述过渡罐车为所有所述运输线路中辅线上的首个待受铁罐车;
51、若所述出铁口的罐车受铁模式为过渡模式,且所述当前受铁罐车所在的运输线路的线路类型为辅线时,将所有所述运输线路中主线上的首个待受铁罐车作为所述下一受铁罐车,并将所述出铁口的摆嘴摆向所述下一受铁罐车进行一次性受满铁;
52、若所述出铁口的罐车受铁模式为非过渡模式,则将所述当前受铁罐车所在运输线路上的首个待受铁罐车对位在所述出铁口下,并以与所述当前受铁罐车所在运输线路相邻的运输线路上的首个待受铁罐车作为所述下一受铁罐车,将所述出铁口的摆嘴摆向所述下一受铁罐车进行一次性受满铁。
53、在上述实现过程中,通过在当前受铁罐车结束受铁时,及时将下一受铁罐车对位在出铁口下进行受铁,能够进一步保证生产安全。
54、第二方面,本发明实施例提供一种高炉下配罐装置,包括:
55、数据获取模块,用于对于高炉下的每一出铁口,实时监控所述出铁口的作业状态,以及实时获取各个待调度罐车的罐车信息;
56、非开口配罐模块,用于在所述出铁口的作业状态为非开口状态时,基于预先定义的非开口配罐规则,根据当前所有所述待调度罐车的罐车信息,执行非开口配罐动作;
57、开口中配罐模块,用于在所述出铁口的作业状态为开口状态时,基于预先定义的开口中配罐规则,根据当前所有所述待调度罐车的罐车信息,执行开口中配罐动作。
58、第三方面,本发明实施例提供一种电子设备,包括处理器、存储器以及存储在所述存储器中且被配置为由所述处理器执行的计算机程序;所述存储器与所述处理器耦接,且所述处理器执行计算机程序时实现如上所述的高炉下配罐方法。
59、第四方面,本发明实施例提供一种计算机可读存储介质,所述计算机可读存储介质包括存储的计算机程序;其中,在所述计算机程序运行时控制所述计算机可读存储介质所在设备执行如上所述的高炉下配罐方法。
- 还没有人留言评论。精彩留言会获得点赞!