一种600MPa稀土高强钢筋的生产方法与流程
本发明涉及冶金,尤其涉及一种600mpa稀土高强钢筋的生产方法。
背景技术:
1、600mpa级焊丝钢是一种高强焊接用钢,主要用于工程机械制造、锅炉压力容器、汽车工业及桥梁建筑结构等的焊接,但是因为其强度级别较高,其盘条生产焊丝时,需要对盘条进行退火处理,从而降低其拉拔变形抗力,因此焊丝生产厂家其加工成本增加较多。
技术实现思路
1、本发明的目的是提供一种600mpa稀土高强钢筋的生产方法,降低焊丝生产成本,省去退火工序。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种600mpa稀土高强钢筋的生产方法,包括:
4、转炉工序:由复吹转炉冶炼,采用双渣法冶炼,出钢时使用挡渣球或挡渣塞挡渣,终脱氧采用硅钙钡;
5、精炼工序:钢包到达精炼后,包底软吹氩5min时测温,钢水停止吹氩镇静1min后定氧,精炼结束后进行软吹氩,时间大于10min,严禁钢水液面裸露;
6、连铸工序:在浇注过程采用全程保护浇注,连铸钢水低过热度控制,过热度设置为25~30℃,拉速为1.9m/min;
7、轧制工序:开轧温度为900~990℃,终轧温度为920~940℃。
8、进一步的,所述600mpa级焊丝钢化学成分以质量百分比计为:c≤0.09%,si0.80-0.90%,mn1.40-1.50%,cr0.10-0.20%,ti:0.05-0.07%,余量为fe和不可避免的杂质,杂质中的p≤0.020%,s≤0.020%。
9、进一步的,所述600mpa级焊丝钢化学成分以质量百分比计为:c 0.06%,si0.85%,mn 1.44%,cr 0.14%,ti:0.06%,余量为fe和不可避免的杂质,杂质中的p0.014%,s 0.011%。
10、进一步的,所述600mpa级焊丝钢化学成分以质量百分比计为:c 0.07%,si0.83%,mn 1.45%,cr 0.13%,ti:0.06%,余量为fe和不可避免的杂质,杂质中的p0.010%,s 0.008%。
11、进一步的,所述600mpa级焊丝钢化学成分以质量百分比计为:c 0.08%,si0.84%,mn 1.44%,cr 0.14%,ti:0.05%,余量为fe和不可避免的杂质,杂质中的p0.012%,s 0.009%。
12、与现有技术相比,本发明的有益技术效果:
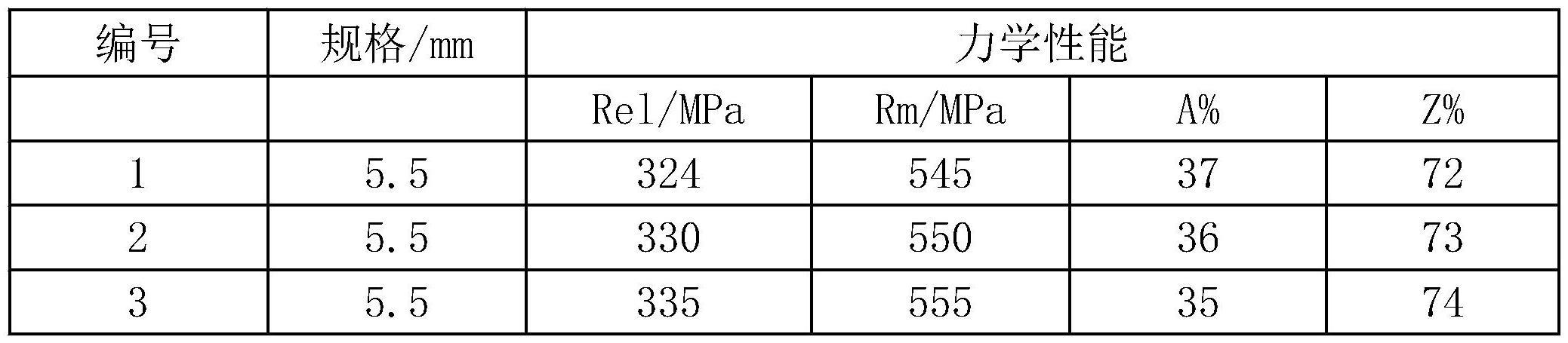
13、本发明生产的免退火600mpa级焊丝其各项性能满足用户的使用要求,屈服强度小于340mpa,抗拉强度小于560mpa,延伸率a≥35%,z性能≥70%。
技术特征:
1.一种600mpa稀土高强钢筋的生产方法,其特征在于,包括:
2.根据权利要求1所述的600mpa稀土高强钢筋的生产方法,其特征在于,所述600mpa级焊丝钢化学成分以质量百分比计为:c≤0.09%,si 0.80-0.90%,mn1.40-1.50%,cr0.10-0.20%,ti:0.05-0.07%,余量为fe和不可避免的杂质,杂质中的p≤0.020%,s≤0.020%。
3.根据权利要求1所述的600mpa稀土高强钢筋的生产方法,其特征在于,所述600mpa级焊丝钢化学成分以质量百分比计为:c 0.06%,si 0.85%,mn 1.44%,cr 0.14%,ti:0.06%,余量为fe和不可避免的杂质,杂质中的p 0.014%,s 0.011%。
4.根据权利要求1所述的600mpa稀土高强钢筋的生产方法,其特征在于,所述600mpa级焊丝钢化学成分以质量百分比计为:c 0.07%,si 0.83%,mn 1.45%,cr 0.13%,ti:0.06%,余量为fe和不可避免的杂质,杂质中的p 0.010%,s 0.008%。
5.根据权利要求1所述的600mpa稀土高强钢筋的生产方法,其特征在于,所述600mpa级焊丝钢化学成分以质量百分比计为:c 0.08%,si 0.84%,mn 1.44%,cr 0.14%,ti:0.05%,余量为fe和不可避免的杂质,杂质中的p 0.012%,s 0.009%。
技术总结
本发明公开了一种600MPa稀土高强钢筋的生产方法,包括:转炉工序:由复吹转炉冶炼,采用双渣法冶炼,出钢时使用挡渣球或挡渣塞挡渣,终脱氧采用硅钙钡;精炼工序:钢包到达精炼后,包底软吹氩5min时测温,钢水停止吹氩镇静1min后定氧,精炼结束后进行软吹氩,时间大于10min,严禁钢水液面裸露;连铸工序:在浇注过程采用全程保护浇注,连铸钢水低过热度控制,过热度设置为25~30℃,拉速为1.9m/min;轧制工序:开轧温度为900~990℃,终轧温度为920~940℃。本发明的目的是提供一种600MPa稀土高强钢筋的生产方法,降低焊丝生产成本,省去退火工序。
技术研发人员:吕刚,杨鲁明,王刚,李学东
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!